百超激光切割编程经典资料
激光切割编程教程

激光切割编程教程概述激光切割是一种先进的加工技术,通过对激光束进行精确控制,可以将各种材料切割成所需的形状。
与传统机械切割相比,激光切割具有更高的精度和效率。
本文将介绍激光切割的基本原理和编程技巧,帮助读者快速掌握激光切割的编程技术。
切割原理激光切割是利用高能量密度的激光束将材料瞬间加热至高温,使其熔化或气化,并通过气流将材料吹除,从而实现切割的过程。
激光切割的精度和速度取决于激光功率、焦距、切割速度等因素。
编程准备在进行激光切割编程之前,需要准备好以下工具和材料: - 激光切割机 - 计算机 - CAD软件 - 切割材料编程步骤步骤一:设计图纸首先,使用CAD软件设计需要切割的图形,确保图形尺寸和形状符合要求。
步骤二:导出文件将设计好的图纸导出为常见的切割文件格式,如DXF、AI等。
步骤三:打开切割软件将导出的切割文件导入激光切割机的控制软件中。
步骤四:设置参数根据切割材料的种类和厚度,设置激光功率、切割速度、焦距等参数。
步骤五:开始切割通过控制软件发送切割指令,启动激光切割机进行切割操作。
注意事项•在操作激光切割机时,务必佩戴防护眼镜和手套,避免激光伤害。
•定期检查激光切割机的工作状态,确保设备正常运行。
•在操作过程中,注意控制切割速度和功率,避免产生过多的热量。
结语通过本文的介绍,相信读者对激光切割的编程技术有了更深入的了解。
激光切割作为一种高效、精准的加工技术,将在各个领域得到广泛应用。
希望读者能够通过学习,掌握激光切割的编程技巧,为未来的实践操作提供更好的帮助。
激光切割机编程和制图教程

激光切割机编程和制图教程激光切割技术是一种高效精密的加工方法,在现代制造业中得到广泛应用。
激光切割机通过激光束精确切割各种材料,广泛应用于金属加工、木材加工、纺织品等行业。
对于使用激光切割机的操作者来说,熟练掌握编程和制图技术是至关重要的。
本教程将介绍激光切割机的编程和制图流程,帮助读者快速掌握这一技术。
激光切割机编程1. 概述激光切割机的编程是指根据设计要求,将图形或文字等内容转换成激光切割机可识别的代码,从而实现精确切割。
常用的激光切割机编程语言包括G代码和CAD软件等。
2. G代码编程G代码是激光切割机的一种常用控制语言,通过输入G代码可以指导激光切割机完成各种动作。
例如,指定切割速度、功率、切割路径等参数。
下面是一个简单的G代码示例:G00 X10 Y10 ;将切割头移动到坐标(10,10)G01 X20 Y20 F100 ;以速度100切割直线从(10,10)到(20,20)3. CAD软件编程除了直接输入G代码,还可以使用CAD软件进行激光切割机编程。
CAD软件可以帮助用户设计、编辑各种形状,并将设计好的图形转换成G代码。
常用的CAD软件包括AutoCAD、SolidWorks等。
激光切割机制图1. 概述在使用激光切割机前,需要制作好切割图纸或设计图。
制图主要包括确定切割形状、尺寸、材料等要素。
一个好的切割图纸可以提高切割精度和效率。
2. 图形设计在制作切割图纸时,需要首先确定切割形状。
可以使用CAD软件设计各种形状,也可以直接在激光切割机的控制系统中绘制。
3. 尺寸和参数设置确定切割形状后,还需要设置好切割尺寸和参数。
在制图过程中需要考虑材料厚度、切割速度、功率等因素,以保证切割质量。
总结激光切割机编程和制图是使用激光切割机的基本技能,熟练掌握这些技能可以提高工作效率和产品质量。
通过本教程的学习,希望读者能够对激光切割机编程和制图有更深入的了解,并能够熟练运用这些技能。
以上是关于激光切割机编程和制图的简要教程,希望对读者有所帮助。
LASER参数调整作业规范(百超)
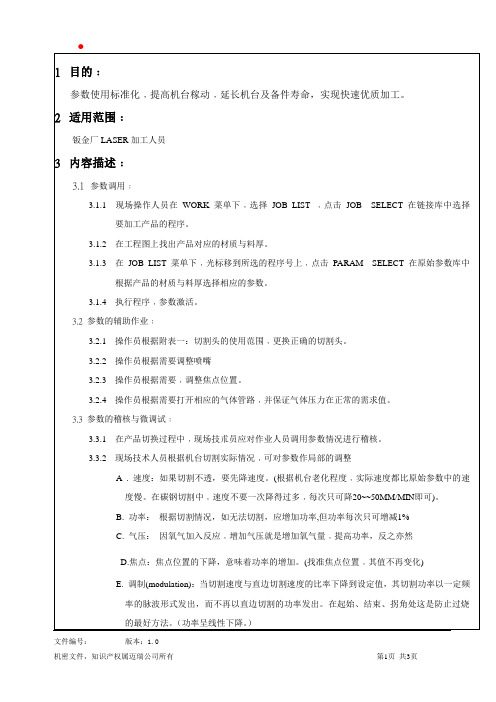
参数使用标准化﹐提高机台稼动﹐延长机台及备件寿命,实现快速优质加工。
2适用范围﹕
钣金厂LASER加工人员
3内容描述﹕
3.1参数调用﹕
3.1.1现场操作人员在WORK菜单下﹐选择JOB LIST﹐点击JOB SELECT在链接库中选择要加工产品的程序。
3.1.2在工程图上找出产品对应的材质与料厚。
附表二:下表为LASER切割不同材料时的切割时间﹕
材质
料厚
(mm)
切割速度
(mm/min)
穿孔时间
辅助气体
连续
脉冲
镀铝冷轧钢板
电镀锌板
冷轧钢板
0.8
7000
0.2
0.4
N2
0.9—1.0
6000
0.2
0.4
N2
1.2
5000
0.2
0.6
N2
1.5
4800
0.3
0.6
N2
2.0
3500
0.3
1
N2
2.5
3.1.3在JOB LIST菜单下﹐光标移到所选的程序号上﹐点击PARAM SELECT在原始参数库中根据产品的材质与料厚选择相应的参数。
3.1.4执行程序﹐参数激活。
3.2参数的辅助作业﹕
3.2.1操作员根据附表一:切割头的使用范围﹐更换正确的切割头。
3.2.2操作员根据需要调整喷嘴
3.2.3操作员根据需要﹐调整焦点位置。
F.加速因子(acceleration factor):其值越大,经过相同距离所用时越短。
G..减速因子(brake factor):其值越大,单位时间内速度递减越快。
H.延时(dwell time):在设定的角度范围内,由减速转到加速状态之间的一个停顿。板材越厚,其值越长。
百超激光切割编程经典资料
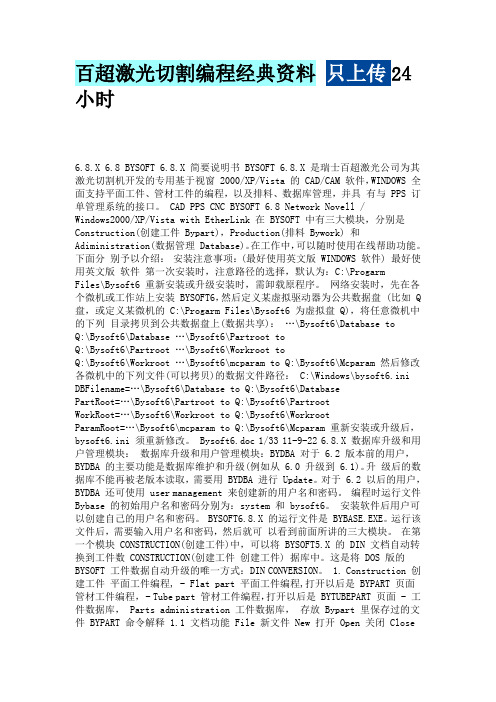
百超激光切割编程经典资料24小时6.8.X 6.8 BYSOFT 6.8.X 简要说明书 BYSOFT 6.8.X 是瑞士百超激光公司为其激光切割机开发的专用基于视窗 2000/XP/Vista 的 CAD/CAM 软件,WINDOWS 全面支持平面工件、管材工件的编程,以及排料、数据库管理,并具有与 PPS 订单管理系统的接口。
CAD PPS CNC BYSOFT 6.8 Network Novell /Windows2000/XP/Vista with EtherLink 在 BYSOFT 中有三大模块,分别是Construction(创建工件 Bypart),Production(排料 Bywork) 和Adiministration(数据管理 Database)。
在工作中,可以随时使用在线帮助功能。
下面分别予以介绍:安装注意事项:(最好使用英文版 WINDOWS 软件) 最好使用英文版软件第一次安装时,注意路径的选择,默认为:C:\ProgarmFiles\Bysoft6 重新安装或升级安装时,需卸载原程序。
网络安装时,先在各个微机或工作站上安装 BYSOFT6,然后定义某虚拟驱动器为公共数据盘 (比如 Q 盘,或定义某微机的 C:\Progarm Files\Bysoft6 为虚拟盘 Q),将任意微机中的下列目录拷贝到公共数据盘上(数据共享):…\Bysoft6\Database toQ:\Bysoft6\Database …\Bysoft6\Partroot toQ:\Bysoft6\Partroot …\Bysoft6\Workroot toQ:\Bysoft6\Workroot …\Bysoft6\mcparam to Q:\Bysoft6\Mcparam 然后修改各微机中的下列文件(可以拷贝)的数据文件路径: C:\Windows\bysoft6.ini DBFilename=…\Bysoft6\Database to Q:\Bysoft6\DatabasePartRoot=…\Bysoft6\Partroot to Q:\Bysoft6\PartrootWorkRoot=…\Bysoft6\Workroot to Q:\Bysoft6\WorkrootParamRoot=…\Bysoft6\mcparam to Q:\Bysoft6\Mcparam 重新安装或升级后,bysoft6.ini 须重新修改。
百超6000w激光切割8mm铝板参数

激光切割技术在现代工业制造中扮演着越来越重要的角色,其应用范围涵盖了许多领域,包括金属加工、汽车制造、航空航天等。
在激光切割过程中,参数的设定对于切割效果具有至关重要的影响。
本文将以百超6000w激光切割8mm铝板为例,探讨其参数设置的最佳实践。
一、激光功率在对8mm铝板进行切割时,激光功率的选择至关重要。
一般来说,针对铝板的切割,应选择6000w以上的高功率激光设备。
较高的功率可以确保激光能够迅速将铝板切割开,保证切割速度和效率。
二、激光频率激光频率是指单位时间内激光脉冲的数量。
在切割8mm铝板时,适当的激光频率能够有效控制切割过程中的熔融区域,从而获得更加光滑的切割表面。
一般建议选择较高的激光频率,以提高切割质量。
三、氧气气压在激光切割过程中,氧气的辅助气体作用十分重要。
氧气的喷射可以有效清除切割过程中产生的熔渣,并促进熔融区域的形成和蒸发。
对于8mm铝板的切割,一般建议选择适中的氧气气压,以保证切割质量和效率。
四、焦距激光切割时焦距的选择同样至关重要。
适当的焦距可以确保激光能够在铝板上形成良好的熔融区域,从而保证切割质量。
在切割8mm铝板时,一般建议选择较短的焦距,以提高切割精度和速度。
五、切割速度切割速度是指激光在铝板上移动的速度。
针对8mm铝板的切割,一般建议选择较快的切割速度。
较快的切割速度可以保证高效率的生产,并且减少切割过程中对材料的热影响,从而保证切割质量。
六、辅助气气流量辅助气气流量直接影响着切割过程中的熔渣清除和熔融区域的形成。
在切割8mm铝板时,一般建议选择较大的辅助气气流量,以确保切割质量和效率。
对于百超6000w激光切割8mm铝板来说,参数的合理设置对于切割质量和工作效率具有至关重要的影响。
正确选择激光功率、频率、气压、焦距、切割速度和辅助气气流量,将能够确保获得高质量的切割产品,提高生产效率,满足现代工业制造的需求。
随着科技的不断发展,激光切割技术将在工业领域发挥越来越重要的作用,而寻求合适的参数设置,将成为工业制造中的关键问题之一。
激光切割编程
激光切割编程激光切割技术作为一种高精度、高效率的材料加工方式,在制造业中得到了广泛应用。
对于激光切割设备的操作,必须编写相应的程序以控制设备的运行,这就是激光切割编程。
本文将介绍激光切割编程的基本原理和常用技术。
1. 激光切割编程概述激光切割编程是指在使用激光切割设备进行材料加工时,通过编写指令来控制设备的运动路径、激光功率等参数,从而实现对材料的切割、雕刻等加工过程。
激光切割编程的关键在于编写准确的程序,确保设备按照预定路径和参数进行工作,以获得理想的加工效果。
2. 激光切割编程步骤2.1 设定加工参数在进行激光切割编程之前,首先需要设定加工参数,包括激光功率、加工速度、焦距等。
这些参数会影响到加工质量和效率,需要根据材料的性质和加工要求进行合理设定。
2.2 编写切割路径接下来需要编写切割路径,即定义激光在材料上的运动轨迹。
一般可以通过CAD软件设计好切割图形,并导出为适合激光切割设备读取的文件格式,如DXF。
这些文件中包含了激光切割的路径信息,可以帮助进行切割编程。
2.3 设定起点和零点在进行切割编程时,需要设定起点和零点,以确定切割的位置和参考点。
这有助于确保激光的运动路径准确无误,避免出现误差。
2.4 生成控制代码根据设定的加工参数、切割路径和起点信息,可以生成相应的控制代码,用于控制激光切割设备的运行。
这些代码通常采用G代码格式,包括激光功率、速度、运动轨迹等信息。
3. 激光切割编程注意事项3.1 安全第一在进行激光切割编程时,必须要确保设备和操作人员的安全。
要注意避免激光辐射对人体造成伤害,以及防止设备因错误操作而损坏。
3.2 精细调试在切割编程完成后,建议进行精细的调试和测试,以确保设备能够正常运行,并获得理想的加工效果。
可以通过逐步调整参数和路径来提升切割质量。
3.3 熟练操作激光切割编程需要一定的技术和经验,操作人员必须熟悉设备的操作方式和编程技巧,才能够高效地完成工作。
建议通过培训和实践不断提升自己的技能。
百超激光作业指导书

百超激光作业指导书引言概述:百超激光是一种高科技设备,广泛应用于工业生产中的切割、焊接、打标等工艺。
为了正确、安全地操作百超激光设备,制定了本作业指导书,匡助操作人员熟悉设备操作流程,提高工作效率和安全性。
一、设备概述1.1 百超激光设备的主要组成部份包括激光发生器、光学系统、控制系统等。
1.2 激光发生器是百超激光设备的核心部件,负责产生高能激光束。
1.3 光学系统包括透镜、反射镜等光学元件,用于调节和聚焦激光束。
二、操作流程2.1 开机前,检查设备各部件是否正常,保证设备处于安全状态。
2.2 启动设备,根据工艺要求设置激光功率、频率、聚焦等参数。
2.3 操作人员需穿戴防护装备,保护皮肤和眼睛免受激光辐射。
三、安全注意事项3.1 激光设备属于高能设备,操作时需遵守相关安全规定,严禁未经授权人员操作设备。
3.2 避免直接暴露在激光束下,以免造成皮肤灼伤或者眼睛损伤。
3.3 操作结束后,及时关闭设备电源,清理工作台面和周围环境,确保设备处于安全状态。
四、常见故障处理4.1 如果设备浮现故障,应及时停机,查找故障原因并排除。
4.2 常见故障包括激光功率不稳定、光学系统失调等,操作人员应具备基本的故障排除能力。
4.3 如果无法解决故障,应及时联系设备维修人员进行维修。
五、设备维护保养5.1 定期对设备进行清洁和保养,保持设备良好状态。
5.2 注意保持设备通风良好,避免灰尘和异物进入设备内部。
5.3 定期检查设备各部件是否正常,如有异常及时处理或者更换。
结语:本作业指导书旨在匡助操作人员正确、安全地操作百超激光设备,提高工作效率和安全性。
遵守操作规程和安全注意事项,及时处理故障和进行设备维护保养,将有助于延长设备使用寿命,保障工作顺利进行。
百超激光切割机理论操作培训

Piercing cut, open contours
Pulsed
Pulsed
Pulsed
Pulsed
Normal
Normal
Normal
Pulsed
Pulsed
Pulsed
Settings, lead-in 1 Type
Perpend. straight Perpend. straight Perpend. straight Perpend. straight Straight line with Straight line with Straight line with Perpend. straight Perpend. straight Perpend. stra
1.5 Follow-on element
1.5 Follow-on element
1.5 Follow-on element
0
0
0
Processmacro 2 Processmacro 2 Processmacro
Piercing
Pulsed
Pulsed
Pulsed
Pulsed
Normal
Normal
Mai 20032009 Bystronic Company profile 01.07.2009, Slide 3
切割方式
(2)激光氧化切割 即使用氧气作为切割辅助气体。由于氧气会与已经炽热的金属发生反应,释放出大量的热 进一步加热材料。功率25%-80%最大功率,气压0.5Bar-5Bar,焦点接近在上表面。
line
line
line
line
arc
arc
arc
line
line
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
百超激光切割编程经典资料24小时6.8.X 6.8 BYSOFT 6.8.X 简要说明书 BYSOFT 6.8.X 是瑞士百超激光公司为其激光切割机开发的专用基于视窗 2000/XP/Vista 的 CAD/CAM 软件,WINDOWS 全面支持平面工件、管材工件的编程,以及排料、数据库管理,并具有与 PPS 订单管理系统的接口。
CAD PPS CNC BYSOFT 6.8 Network Novell /Windows2000/XP/Vista with EtherLink 在 BYSOFT 中有三大模块,分别是Construction(创建工件 Bypart),Production(排料 Bywork) 和Adiministration(数据管理 Database)。
在工作中,可以随时使用在线帮助功能。
下面分别予以介绍:安装注意事项:(最好使用英文版 WINDOWS 软件) 最好使用英文版软件第一次安装时,注意路径的选择,默认为:C:\ProgarmFiles\Bysoft6 重新安装或升级安装时,需卸载原程序。
网络安装时,先在各个微机或工作站上安装 BYSOFT6,然后定义某虚拟驱动器为公共数据盘 (比如 Q 盘,或定义某微机的 C:\Progarm Files\Bysoft6 为虚拟盘 Q),将任意微机中的下列目录拷贝到公共数据盘上(数据共享):…\Bysoft6\Database toQ:\Bysoft6\Database …\Bysoft6\Partroot toQ:\Bysoft6\Partroot …\Bysoft6\Workroot toQ:\Bysoft6\Workroot …\Bysoft6\mcparam to Q:\Bysoft6\Mcparam 然后修改各微机中的下列文件(可以拷贝)的数据文件路径: C:\Windows\bysoft6.ini DBFilename=…\Bysoft6\Database to Q:\Bysoft6\DatabasePartRoot=…\Bysoft6\Partroot to Q:\Bysoft6\PartrootWorkRoot=…\Bysoft6\Workroot to Q:\Bysoft6\WorkrootParamRoot=…\Bysoft6\mcparam to Q:\Bysoft6\Mcparam 重新安装或升级后,bysoft6.ini 须重新修改。
Bysoft6.doc 1/33 11-9-22 6.8.X 数据库升级和用户管理模块:数据库升级和用户管理模块:BYDBA 对于 6.2 版本前的用户,BYDBA 的主要功能是数据库维护和升级(例如从 6.0 升级到 6.1)。
升级后的数据库不能再被老版本读取,需要用 BYDBA 进行 Update。
对于 6.2 以后的用户,BYDBA 还可使用 user management 来创建新的用户名和密码。
编程时运行文件Bybase 的初始用户名和密码分别为:system 和 bysoft6。
安装软件后用户可以创建自己的用户名和密码。
BYSOFT6.8.X 的运行文件是 BYBASE.EXE。
运行该文件后,需要输入用户名和密码,然后就可以看到前面所讲的三大模块。
在第一个模块 CONSTRUCTION(创建工件)中,可以将 BYSOFT5.X 的 DIN 文档自动转换到工件数 CONSTRUCTION(创建工件创建工件) 据库中。
这是将 DOS 版的BYSOFT 工件数据自动升级的唯一方式:DIN CONVERSION。
1. Construction 创建工件平面工件编程, - Flat part 平面工件编程,打开以后是 BYPART 页面管材工件编程, - Tube part 管材工件编程,打开以后是 BYTUBEPART 页面 - 工件数据库, Parts administration 工件数据库,存放 Bypart 里保存过的文件 BYPART 命令解释 1.1 文档功能 File 新文件 New 打开 Open 关闭 Close保存 Save 另存为 Save as 工件属性 Parts attributes 工件信息 Part Information 导入 Import 创建新文件打开经有的文件关闭当前文件保存当前文件将当前文件另存为修改工件名称代号材料等切割路径长度等 Bypart 的 BXF 文件 CAD 的 DXF/DWG 文件 ME10/ME30 文件 IGES 文件 CAD 文件(包括 DXF 和 DWG 文件) DIN/LCC/NCP 机器文件 Bytrace 模块:pcx,bmp.tif2/33 11-9-22 Bysoft6.doc 6.8.X 导出 Export Bypart 的 BXF 文件 CAD 的DXF 文件 DIN/LCC/NCP 机器文件自动输入多个下列文件: BXF 文件;DXF 文件;DIN 机器文件;ME10/ME30 文件从工件数据库中选图形从切割方案中选图形选择绘图页面的可视元素及比例等打印预览打印图形退出 BYPART 模块命令 Line Cline Arc Circle Polygon Rectang Longhole Ellipse Marker Text TTText 备注 @Len<angle 辅助线顺反时针 3P,TTR,PTR 自动输入Auto-Import 插入抽取设置页面页面预览打印退出 Insert Extract Set up page Page View Print Exit 1.2 图形的绘制 Draw 中文名称英文名称直线 Line 构造线 Construction Line 圆弧 Arc 圆 Circle 多边形 Polygon 矩形 Rectangle 长孔 Long Hole 椭圆 Ellipse 定位点 Centre Punch Point 单线字 Text 空心字 True Type Text 设置代码区域构造层 Data field Construction Layer 先定义属性支持文鼎字库 Code-field,Numbering field 代码区域,序列号区域 Activate F4,Set, Delete 激活辅助层,设为辅助线,取消辅助线 F4 注意:采用的是绝对坐标系,通常以工件的左下角为原点,旋转以+X 轴为基准,注意:BYSOFT 采用的是绝对坐标系,通常以工件的左下角为原点,旋转以+X 轴为基准,逆时针为正,顺时针为负。
时针为正,顺时针为负。
1.3 显示功能 Display 缩放 Zoom 视窗平移 Pan 刷新屏幕 Redraw 显示模式设置 Display Options 特殊显示 Special Display 显示构造层Contruction layer 切割模拟 Simulation 1.4 辅助功能 Aid 取点 Object Snap Bysoft6.doc 3/33 调整视图移动视图中心消除作图痕迹 F5 按颜色显示激光条件 F6 检查轮廓闭合等 F3 切换到构造层模拟切割,检查切割路径按条件取点(端点、交点、中点,圆心等) 11-9-22 6.8.X 目标选取点属性距离测量面积测量列表坐标系设定 Object Selection ID Point Distance Area List Set UCS 按条件选择对象(框内、框外选取等)点坐标两点之间 X 方向与 Y 方向距离工件面积命令行列出图元属性(面积、周长等) 1.5 图形的编辑 Construct 中文名称英文名称阵列 Series 复制 Copy 镜像 Mirror 平行偏移 Offset 圆角 Fillet 倒角 Chamfer 折弯工艺孔 Corner Relief 分离线Separating line 法兰 Flange 命令 Series Copy Mirror Offset Fillet Chamfer Cut out Separating line Flange 备注中心距,边距 R= 圆角或矩形孔分离线,用于高速机中心孔,腰眼槽 1.6 图形的修改 Modify 中文名称英文名称指令追回 Undo 删除 Delete 清除移动旋转缩放拉伸打断延长修剪轮廓炸开方向光滑修改圆半径 Clean Move Rotate Scale Stretch Break Extend Trim Contour Explode Direction Smooth Circle radius 命令Undo Erase Clean Move Rotate Scale Stretch Break Extend Trim Contour Explode Direction Smooth Circle 备注可追回 10 次清除重叠边生成轮廓(将草图变成轮廓)炸开轮廓改变切割方向光滑处理改变圆的大小 1.7 尺寸标注 Dimentioning 纵横直线 Linear 倾斜直线 Aligned 半径 Radius 直径Diameter Bysoft6.doc 4/33 线性尺寸标注倾斜线尺寸标注半径标注直径标注 11-9-22 6.8.X 角度自动移动标注线 Angle Automatic Move dimensionline 角度标注自动标注移动尺寸线 1.8 加工技术 Technology 图元属性Element Attributes (图元= 轮廓线) 点属性 Point Attributes 中心孔属性切割顺序引线 (切入/切出线) 新技术删除切割条件自动设置定义、设置、删除、修改图元属性定义、设置、删除点的属性,指微连接点/暂停点/选择停止点(一般在操作中设置) enterCenter-punch attributes 定义、设置、删除、修改中心孔属性(根据材料厚度和孔径大小判定是否使用中心孔标记)Processing Sequence 定义、设置、删除切割路径/切割头低定位 Initial Cut/End Cut 定义、设置、删除、修改引线属性 (考虑材料厚度定义引线长度及脉冲穿孔) Define New 定义新的加工条件(材质、厚度等) Delete all 删除所有经设置的切割条件 Set Automatically 根据默认定义,设置切割条件1.9 附加命令 Extras 添加数字化仪校准工作台计算切割时间运行宏程序Digitize Calibrate tablet Cutting-time calculation... Run macro 使用数字化仪测量校准工作台计算切割时间调用宏程序绘图 1.10 设置 Settings 取点模式 Snap 设定取点条件轴锁定 Ortho 正交(在水平和垂直方向上辅助作图)栅格 Grid 栅格设置对象捕捉 Object snap 点捕捉模式设置显示坐标原点 Show WCS 显示绝对坐标原点选项 Options ? 常规 ? General ? 光标大小,显示精度 ? 辅助绘图 ? Drawing Aids ? 辅助绘图模式设置 ? 取点模式 ? Object snap ? 取点模式设置 ? 其它 ? Additioal ? 输入精度,模拟切割速度 ? 输入/输出 ? Import/Export ? 相关的设置项目 ? 尺寸标注 ? Dimensioning ? 相关的设置项目 ? 数字化仪 ? Tablet ? 数字化仪设置其中 Import/Export 中的 filter for automatic selection 文件的创建和编辑: Filter : 过滤器文件名称 Save as: 修改后将过滤器文件另存为 Delete: 删除当前过滤器文件Layer : CAD 文件中的图层名称 (e.g. Layer0). Linetypes: CAD 文件中的线型名称 (e.g. Dotted). Bysoft6.doc 5/33 11-9-22 6.8.X Colors: CAD 文件中的相应颜色名称 Add: 添加相应的名称(图层,线型,颜色) Delete: 删除相应的名称(图层,线型,颜色) Inverse filter: 执行相反的过滤 * 自动导入(Auto-import)CAD 文件时,可以与过滤器结合使用,自动将一组 DXF/DWG 文件按图层过滤后导入到 Bypart 数据库中。