压铸铝合金各国牌号
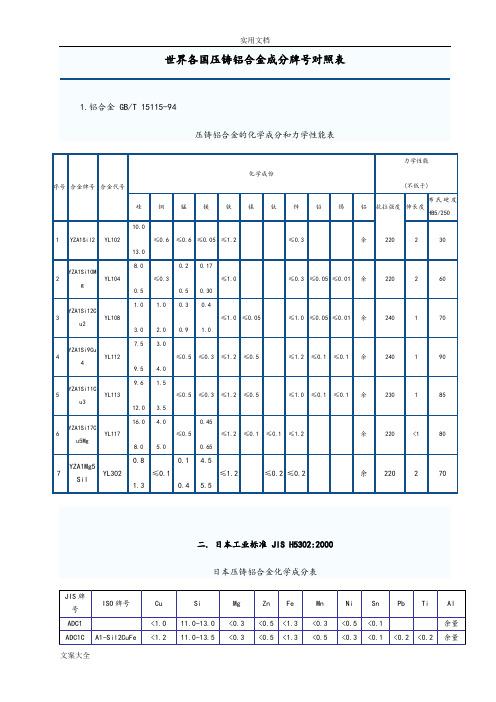
世界各国压铸铝合金成分牌号对照表
<0.2
余量
ADC12Z
1.5-3.5
9.6-12.0
<0.3
<3.0
<1.3
<0.5
<0.5
<0.2
余量
日本压铸铝合金机械性能表
牌号
抗拉试验
硬度试验
抗拉强度MPa
耐力MPa
延伸率%
HB
HRB
平均值
σ
ASTM
平均值
σ
ASTM
平均值
σ
ASTM
平均值
σ
ASTM
平均值
σ
ADC1
250
46
290
172
日本
ADC3
9.0-10.0
<0.60
0.40-0.60
<1.3
JISH5302-82
美国
360
9.0-10.0
<0.60
0.40-0.60
<2.0
ASTMB85-82
俄罗斯
AJl4
8.0-10.5
<0.10
0.17-0.30
<1.0
TOCT2685-82
德国
AlSil0Mg
9.0-11.0
<0.10
余量
383.0E
SC102A
A03830
9.5-11.5
1.3
2.0-3.0
0.50
0.10
0.30
3.0
0.15
0.50
余量
384.0E
SC114A
A03840
10.5-12.0
1.3
3.0-4.5
压铸铝合金材料ADC
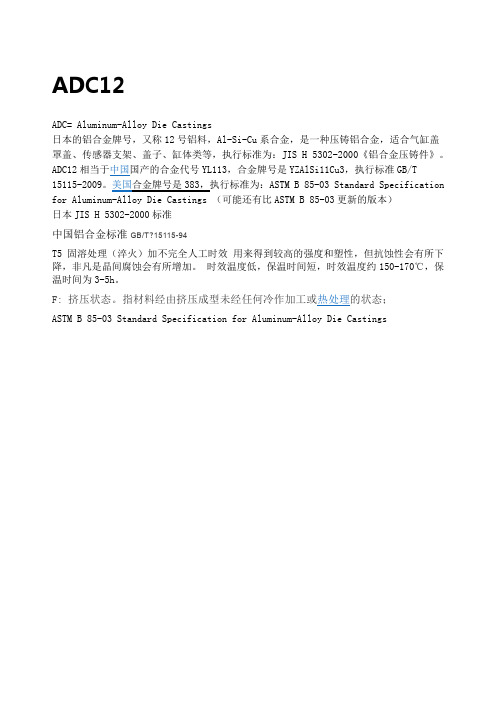
ADC12
ADC= Aluminum-Alloy Die Castings
日本的铝合金牌号,又称12号铝料,Al-Si-Cu系合金,是一种压铸铝合金,适合气缸盖罩盖、传感器支架、盖子、缸体类等,执行标准为:JIS H 5302-2000《铝合金压铸件》。
ADC12相当于中国国产的合金代号YL113,合金牌号是YZAlSi11Cu3,执行标准GB/T 15115-2009。美国合金牌号是383,执行标准为:ASTM B 85-03 Standard Specification for Aluminum-Alloy Die Castings(可能还有比ASTM B 85-03更新的版本)
日本JIS H 5302-2000标准
中国铝合金标准GB/T?15115-94
T5 固溶处理(淬火)加不完全人工时效 用来得到较高的强度和塑性,但抗蚀性会有所下降,非凡是晶间腐蚀会有所增加。 时效温度低,保温时间短,时效温度约150-170℃,保温时间为3-5h。
F: 挤压状态。指材料经由挤压成型未经任何冷作加工或热处理的状态;
(参考资料)铝合金各国标准对照
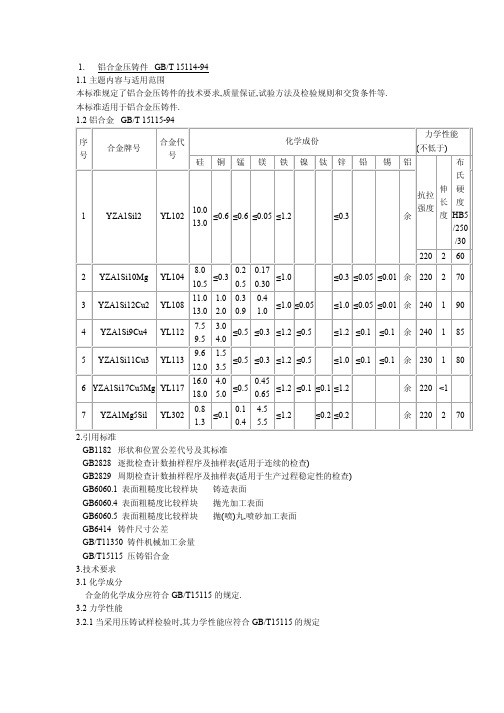
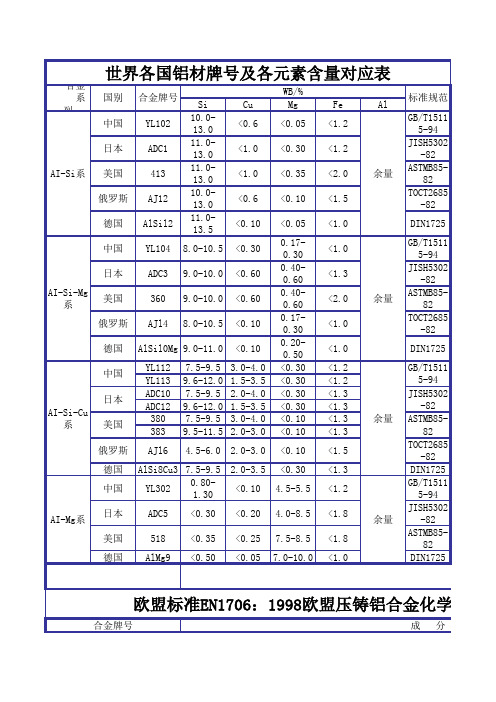
1. 铝合金压铸件GB/T 15114-941.1主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.1.2铝合金GB/T 15115-94序号合金牌号合金代号化学成份力学性能(不低于)硅铜锰镁铁镍钛锌铅锡铝抗拉强度伸长度布氏硬度HB5/250/301YZA1Sil2YL10210.013.0≤0.6≤0.6≤0.05≤1.2≤0.3余2202602YZA1Si10Mg YL1048.010.5≤0.30.20.50.170.30≤1.0≤0.3≤0.05≤0.01余2202703YZA1Si12Cu2YL10811.013.01.02.00.30.90.41.0≤1.0≤0.05≤1.0≤0.05≤0.01余2401904YZA1Si9Cu4YL1127.59.53.04.0≤0.5≤0.3≤1.2≤0.5≤1.2≤0.1≤0.1余2401855YZA1Si11Cu3YL1139.612.01.53.5≤0.5≤0.3≤1.2≤0.5≤1.0≤0.1≤0.1余2301806YZA1Si17Cu5Mg YL11716.018.04.05.0≤0.50.450.65≤1.2≤0.1≤0.1≤1.2余220<17YZA1Mg5Sil YL3020.81.3≤0.10.10.44.55.5≤1.2≤0.2≤0.2余2202702.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查) GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表JIS牌号ISO牌号Cu Si Mg Zn Fe Mn Ni Sn Pb Ti A lADC1 1.0以下11.0-13.0.3以下0.5以下1.3以下0.3以下0.5以下0.1以下余量ADC1C A1-Sil2CuFe 1.2以下11.0-13.50.3以下0.5以下1.3以下0.5以下0.30以下0.1以下0.20以下0.2以下余量ADC2A1-Si12Fe 0.10 以下11.0-13.50.10以下0.1以下1.3以下0.5以下0.1以下0.05以下0.1以下0.2以下余量ADC30.6以下9.0-10.00.4-0.60.5以下1.3以下0.3以下0.5以下0.1以下余量ADC50.2以下0.3以下 4.0-8.50.1以下1.8以下0.3以下0.1以下0.1以下余量ADC60.1以下 1.0以下 2.5-4.00.4以下0.8以下0.4-0.60.1以下0.1以下余量ADC7A1-Si5Fe 0.10以下4.5-6.00.1以下0.1以下1.3以下0.5以下0.1以下0.1以下0.1以下0.20以下余量ADC8A1-Si6Cu4Fe3.0-5.0 5.0-7.00.3以下2.以下1.3以下0.2-0.60.3以下0.1以下0.2以下0.2以下余量ADC10 2.0-4.07.5-9.50.3以下1.以下1.3以下0.5以下0.5以下0.2以下余量ADC10Z 2.0-4.07.5-9.50.3以下3.以下1.3以下0.5以下0.5以下0.2以下余量ADC11A1-Si8Cu3Fe2.5-4.07.5-9.50.3以下1.2以下1.3以下0.6以下0.5以下0.2以下0.3以下0.2以下余量ADC12 1.5-3.59.6-12.00.3以下1.以下1.3以下0.5以下0.5以下0.2以下余量ADC12Z 1.5-3.59.6-12.00.3以下3.以下1.3以下0.5以下0.5以下0.2以下余量日本压铸铝合金机械性能表牌号抗拉试验硬度试验抗拉强度MPa耐力MPa延伸率%HB HRB平均值σASTM平均值σASTM平均值σASTM平均值σASTM平均值σADC12504629017222130 1.70.6 3.571.2 3.57236.2 5.5 ADC32794832017935170 2.7 1.0 3.571.4 1.87636.7 2.2 ADC5(213)65310(145)26190 5.0(66.4)2.474(30.1)3.7 ADC6266612801722364 3.210.064.7 2.36727.3 3.9 ADC102413432015718160 1.50.5 3.573.6 2.48339.4 3.0 ADC122284131015414150 1.40.8 3.574.1 1.58640.0 1.8ADC1419328320188312500.50.1<176.8 1.710843.1 2.1三.美国标准ASTM B85-96美国压铸铝合金化学成分表合金牌号成分ANSI ASTM UNS Si Fe Cu Mn Mg Ni Zn Sn Ti 除铝以外的其他成分(总量)铝AI360.0SG100B A036009.0-10.02.00.60.350.40-0.600.500.500.150.25余量A360.0SG100A A136009.0-10.01.30.60.350.40-0.600.500.500.150.25余量380.0SC84B A038007.5-9.5 2.0 3.0-4.00.500.100.50 3.00.350.50余量A380.0E SC84A A138007.5-9.5 1.3 3.0-4.00.500.100.50 3.00.350.50余量383.0E SC102A A038309.5-11.51.3 2.0-3.00.500.100.30 3.00.150.50余量384.0E SC114A A0384010.5-12.01.3 3.0-4.50.500.100.50 3.00.350.50余量390.0SC174A A0390016.0-18.01.3 4.0-5.00.100.45-0.650.100.200.20余量B390.0SC174B A2390016.0-18.01.3 4.0-5.00.500.45-0.650.10 1.50.100.20余量392.0S19A0392018.0-20.01.50.40-0.800.20-0.600.80-1.200.500.500.300.200.50余量413.0S12B A0413011.0-13.02.0 1.00.350.100.500.500.150.25余量A413.0S12A A1413011.0-13.01.3 1.00.350.100.500.500.150.25余量C433.0S5C A34430 4.5-6.0 2.00.60.350.100.500.500.150.25余量518.0G8A A051800.35 1.80.250.357.5-8.50.150.150.250.25余量四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表合金牌号化学成分抗拉强度Mpa最小屈服强度Mpa最小伸长率%最小布氏硬度HB最小代号Si Fe Cu Mn Mg Ni Zn Pb Sn TiENAC-434009.011.00.450.90.080.550.200.500.150.150.150.050.152********ENAC-4430010.513.50.450.90.080.550.150.152********ENAC-444008.011.00.550.080.500.100.050.150.050.050.152********ENAC-460008.011.00.61.12.04.00.550.150.550.55 1.20.350.250.2240140<180ENAC-4610010.012.00.451.01.52.50.550.300.45 1.70.250.250.2240140<180ENAC-462007.59.50.82.03.50.150.650.150.550.35 1.20.250.150.2240140180ENAC-465008.011.00.61.22.04.00.550.150.550.55 3.00.350.250.20240140<180ENAC-4710010.513.50.61.10.71.20.550.350.300.550.200.100.152********ENAC-51200 2.50.450.90.100.558.010.50.100.250.100.100.152********国内外主要压铸AI合金化学成分表合金系列国别合金牌号W B/%标准规范Si Cu Mg Fe AlAI-Si系中国YL10210.0-13.0<0.6<0.05<1.2余量GB/T15115-94日本ADC111.0-13.0<1.0<0.30<1.2JISH5302-82美国41311.0-13.0<1.0<0.35<2.0ASTMB85-82俄罗斯AJ1210.0-13.0<0.6<0.10<1.5TOCT2685-82德国AlSil211.0-13.5<0.10<0.05<1.0DIN1725AI-Si-Mg系中国YL1048.0-10.5<0.300.17-0.30<1.0余量GB/T15115-94日本ADC39.0-10.0<0.600.40-0.60<1.3JISH5302-82美国3609.0-10.0<0.600.40-0.60<2.0ASTMB85-82俄罗斯AJl48.0-10.5<0.100.17-0.30<1.0TOCT2685-82德国AlSil0Mg9.0-11.0<0.100.20-0.50<1.0DIN1725AI-Si-Cu系中国YL1127.5-9.5 3.0-4.0<0.30<1.2余量GB/T15115-94 YL1139.6-12.0 1.5-3.5<0.30<1.2日本ADC107.5-9.5 2.0-4.0<0.30<1.3JISH5302-82 ADC129.6-12.0 1.5-3.5<0.30<1.3美国3807.5-9.5 3.0-4.0<0.10<1.3ASTMB85-82 3839.5-11.5 2.0-3.0<0.10<1.3俄罗斯AJl6 4.5-6.0 2.0-3.0<0.10<1.5TOCT2685-82德国AlSi8Cu37.5-9.5 2.0-3.5<0.30<1.3DIN1725AI-Mg系中国YL3020.80-1.30<0.10 4.5-5.5<1.2余量GB/T15115-94日本ADC5<0.30<0.20 4.0-8.5<1.8JISH5302-82美国518<0.35<0.257.5-8.5<1.8ASTMB85-82德国AlMg9<0.50<0.057.0-10.0<1.0DIN1725二、常用压铸铝合金的主要分类及成分构成:常用的压铸铝合金,主要可以分为三大类;一是铝硅合金,主要包含YL102(ADC1、A413.0等)、YL104(ADC3、A360);二是铝硅铜合金,主要包含YL112(A380、ADC10等)、YL113(3830)、YL117(B390、ADC14)ADC12等;三是铝镁合金,主要包含302(5180、ADC5、)ADC6等。
各国压铸铝合金的化学成份及要求

压铸铝合金的化学成分和力学性能表
二.日本工业标准 JIS H5302:2000日本压铸铝合金化学成分表
日本压铸铝合金机械性能表
三.美国标准 ASTM B85-96美国压铸铝合金化学成分表
四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表
国内外主要压铸AI合金化学成分表
找最合适的压铸铝合金光谱标样只要你提供要求,我们就全心全意为您提供优质
服务
因为我们专注光谱标样十年,成就上千家用户单位的信赖;
专业提供全球优质知名厂家标准样品:
专业提供全球优质标准样品:、英国BAS、美国BS、法国CITF、德国BAM、、美国IARM、等适用于:,热电ARL直读光谱仪,德国OBLF直读光谱仪,德国布鲁克直读光谱仪,岛津直读光谱仪,牛津直读光谱仪等各大品牌直读光谱分析仪
仪德科仪耗材部
谭经理
全国统一热线:400-099-6508。
各国铝合金牌号对照
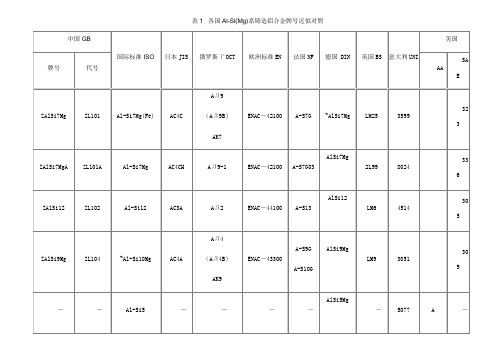
表1 各国Al-Si(Mg)系铸造铝合金牌号近似对照
表2 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照。
表3 各国Al-Si-Cu-(Mg,Ni)系铸造铝合金牌号近似对照
表4 各国Al-Cu-(Mn,Mg)系铸造铝合金牌号近似对照
表5 各国Al-Mg-(Si,Mn)系铸造铝合金牌号近似对照
表6 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照
表7 各国Al-Zn-Mg和Al-Sn-(Cu,Ni)系铸造铝合金牌号近似对照
注:1.括号内仅表示合金类型,非标准牌号。
2.德国牌号开头冠以“G”或“GK_”(表中省略):括号内为德国的材料号。
压铸铝合金的牌号及化学成分(GB/T15115—1994)。
常用铝的牌号

4| 评论
向TA求助 回答者: 楼主节哀 | 四级采纳率:11%
擅长领域: 暂未定制
参加的活动: 暂时没有参加的活动
其他回答 共3条
2010-12-20 22:42 临沂铝板 | 五级
常用于铝压铸件的铝合金牌号是什么类型的?
2010-12-20 21:28 提问者:独孤墨321 | 浏览次数:1700次
2010-12-21 14:15 精彩回答 最常用的是ADC12(日本标准),相当于国标YL113,美国标准383。
合金牌号是YZAlSi11Cu3
ADC12化学成分 ADC12含铝(Al) 余量,铜(Cu)1.5~3.5,硅(Si)9.6~12.0,镁(Mg)≤0.3,锌(Zn)≤1.0,铁(Fe)≤0.9,锰(Mn)≤0.5,镍(Ni)≤0.5,锡(Sn)≤0.3
Zl104
因其工晶体量多,又加入了Mn,抵消了材料中混入的Fe有害作用,有较好的铸造性能和优良的气密性、耐蚀性,焊接和切削加工性能也比较好,但耐热性能较差,适合制作形状复杂、尺寸较大的有较大负荷的动力结构件,如增压器壳体、气缸盖,气缸套等零件,主要用压铸,也多采用砂型和金属型铸造。
Zl102
,但气密性比ZL101要好,可用来铸造各种形状复杂、薄壁的压铸件和强度要求不高的薄壁、大面积、形状复杂的金属或砂型铸件。不论是压铸件还是金属型、砂型铸件,都是民用产品上用得最多的一个铸造铝合金品种。
ADC12 ADC10
主要用于汽车发动机缸体、摇臂、化油器、水泵壳体、变速箱壳体、离合器壳体、转向机壳体等零件的生产。
Y112 Y113
各国铝合金牌号对照

表1 列国Al-Si(Mg)系锻造铝合金商标近似对比
表2 列国Al-Si-Cu-(Mg,Ni)系锻造铝合金商标近似对比
.
表3 列国Al-Si-Cu-(Mg,Ni)系锻造铝合金商标近似对比
表4 列国Al-Cu-(Mn,Mg)系锻造铝合金商标近似对比
表5 列国Al-Mg-(Si,Mn)系锻造铝合金商标近似对比
表6 列国Al-Zn-Mg和Al-Sn-(Cu,Ni)系锻造铝合金商标近似对比
表7 列国Al-Zn-Mg和Al-Sn-(Cu,Ni)系锻造铝合金商标近似对比
注:1.括号内仅暗示合金类型,非尺度商标.
2.德国商标开首冠以“G”或“GK_”(表中省略):括号内为德国的材料号.
压铸铝合金的商标及化学成分(GB/T15115—1994)
YZAlSi17Cu5Mg YL117 余量YZAlMg5Si1 YL302 余量。
世界各国铝合金牌号对应表
YL302
0.801.30
<0.10 4.5-5.5
<1.3 <1.2
AI-Mg系 日本
ADC5 <0.30 <0.20 4.0-8.5 <1.8
余量
美国
518 <0.35 <0.25 7.5-8.5 <1.8
德国 AlMg9 <0.50 <0.05 7.0-10.0 <1.0
标准规范
GB/T1511 5-94
0.15 1.2 1.7 1.2 3 0.55
0.05 0.35 0.25 0.25 0.35 0.2
ENAC51200
2.5 0.45 0.9 0.1
0.55 8.0 10.5 0.1
0.25
0.1
金化学成分和力学性能表
成分
Zn
0.5
0.5 3 3 3 3
0.1
1.5
0.5
0.5
0.5 0.5 0.15
JISH5302 -82
ASTMB8582
TOCT2685 -82
DIN1725
GB/T1511 5-94
JISH5302 -82
ASTMB8582
TOCT2685 -82
DIN1725
GB/T1511 5-94
JISH5302 -82
ASTMB8582
TOCT2685 -82
DIN1725 GB/T1511
A380.0E SC 84A A13800 7.5-9.5 1.3
383.0E SC 102A A03830 9.5-11.5 1.3
384.0E SC 114A A03840
10.512.0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金GB/T 15115-94
2. 铝合金压铸件GB/T 15114-94
1.主题内容与适用范围
本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.
2.引用标准
GB1182 形状和位置公差代号及其标准
GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)
GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)
GB6060.1 表面粗糙度比较样块铸造表面
GB6060.4 表面粗糙度比较样块抛光加工表面
GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面
GB6414 铸件尺寸公差
GB/T11350 铸件机械加工余量
GB/T15115 压铸铝合金
3.技术要求
3.1化学成分
合金的化学成分应符合GB/T15115的规定.
3.2力学性能
3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定
3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.
3.3压铸件尺寸
3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定
3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.
3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.
3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.
3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.
3.5表面质量
3.5.1铸件表面粗糙度应符合GB6060.1的规定
3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.
3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.
3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.
3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.
3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.
3.6内部质量
3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.
3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.
3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.
4质量保证
4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.
4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.
供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.
5试验方法及检验规则
5.1化学成分
5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.
5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定
5.2力学性能
5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.
5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.
5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.
5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.
5.5压铸件表面粗糙度按GB6060.1的规定执行.
5.6压铸件需抛光加工的表面按GB6060.4的规定执行,
5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.
5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.
5.9经浸渗和修补处理后的压铸件应做相应的质量检验.
6压铸件的交付,包装,运输与储存
6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.
6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.
6.3压铸件的包装,运输与储存,由供需双方商定.
(待续)
二.日本工业标准JIS H5302:2000
日本压铸铝合金化学成分表
日本压铸铝合金机械性能表
三.美国标准ASTM B85-96
美国压铸铝合金化学成分表
四.欧盟标准E N1706:1998
欧盟压铸铝合金化学成分和力学性能表
国内外主要压铸AI合金化学成分表
二、常用压铸铝合金的主要分类及成分构成:常用的压铸铝合金,主要可以分为三大类;一是铝硅合金,
主要包含YL102(ADC1、A413.0等)、YL104(ADC3、A360);二是铝硅铜合金,主要包含YL112(A380、ADC10等)、YL113(3830)、YL117(B390、ADC14)ADC12等;三是铝镁合金,主要包含302(5180、ADC5、)ADC6等。
对于铝硅合金、铝硅铜合金,固名思义,其成分除铝之外,硅与铜是主要构成;通常情况下,硅含量在6-12%之间,主要起到提高合金液流动性的作用;铜含量仅次之,主要起到增强强度及拉伸力的作用;铁含量通常在0.7-1.2%之间,在此比例之内,工件的脱模效果最佳;通过其成分构成可以看出,此类合金是不可能氧化上色的,即使采用脱硅氧化,也难以达到理想效果。
对于铝镁合金,是可以氧化上色的,这是区别与其它合金的一个重要特点;但比较而言,也存在部分缺点。
1、阳极氧化膜具备双重性,且孔隙较大、分布不均,难以达到最佳防腐效果;2、镁有产生硬化及脆性、降低伸长率、增大热裂的倾向,如ADC5、ADC6等,在生产中,因其凝固范围宽、收缩倾向大,经常产生缩松和裂纹,铸造性能极差,因此,在其使用范围上有较大局限性,结构稍复杂的工件,根本不宜生产;3、市场上常用的铝镁合金,因其成分复杂,铝纯度过低,硫酸阳极氧化时,难以产生透明防护膜,多呈乳白色,上色状态也差,按正常工艺难以达到理想效果。
综合所述,可以看出,常用压铸铝合金是不宜采取硫酸阳极氧化的;但是,并非所有压铸铝合金都不能达到氧化上色的目的,如铝锰钴合金DM32、铝锰镁合金DM6等,压铸性能与氧化性能俱佳,只是因为进入国内时间短,未得到普及罢了(此后本人会根据铝锰合金的多年生产经验,与大家交流一下铝锰合金的应用及生产工艺)。