不锈钢焊条牌号
常用焊条牌号对照表
常用焊条牌号对照表1.碳钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------J421,适用于焊接碳钢板和低合金结构钢J422,适用于焊接碳钢管道J425,适用于焊接碳钢构件J506,适用于焊接碳钢结构J507,适用于焊接碳钢管道J508,适用于焊接碳钢构件和厚板J509,适用于焊接碳钢二氧化碳气体保护焊J510,适用于焊接分析仪器和仪表设备2.不锈钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------A102,适用于焊接低碳含量的奥氏体不锈钢A107,适用于焊接奥氏体、马氏体不锈钢A132,适用于焊接马氏体不锈钢A143,适用于焊接奥氏体、马氏体不锈钢A167,适用于焊接奥氏体不锈钢装饰构件A182,适用于焊接不锈钢管道3.铝焊条对照表焊条牌号,主要用途-------------,-----------------------------------H111,适用于焊接铝合金构件、车辆制造H112,适用于焊接铝合金厚板H113,适用于焊接铝制家具和装饰构件H131,适用于焊接铝合金船体、航空器制造H151,适用于铝合金船体、航空器制造4.钛焊条对照表焊条牌号,主要用途-------------,-----------------------------------E110,适用于焊接钛合金构件E120,适用于焊接钛合金船体、航空器制造E130,适用于焊接钛合金石油设备、化工设备制造E140,适用于焊接钛合金焊接结构5.镍合金焊条对照表焊条牌号,主要用途-------------,-----------------------------------ENiCrMo-3,适用于焊接镍基合金和其他合金材料ENiCrFe-2,适用于焊接高镍合金、铜合金和其他合金材料ENiCu-7,适用于焊接镍铜合金、钢和其他合金材料总结:焊条作为常用焊接辅助材料,不同的焊条牌号适用于焊接不同材料和工艺需求。
不锈钢焊条牌号对照表
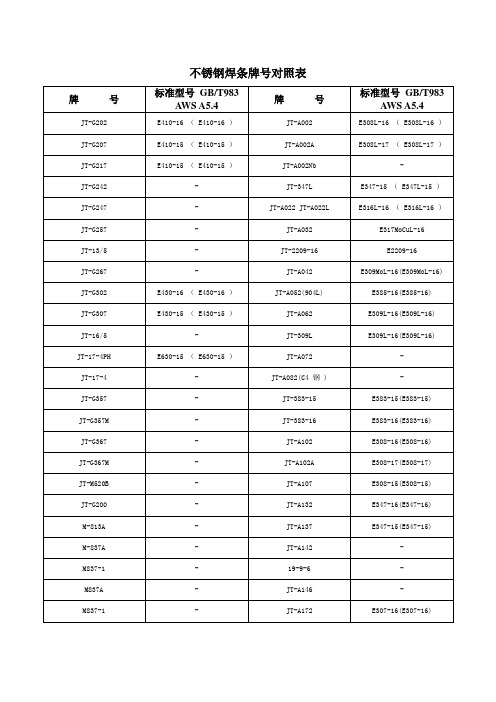
不锈钢焊条牌号对照表
不锈钢焊条选用表
注:括号内为GB/T 983-1985型号。
复合钢板的基体和复层分别选用各自适用的焊接材料进行焊接。
关键是接近复层的过渡层部分,必须考虑基层的稀释作用,应选用Cr、Ni含量较高的奥氏体填充金属来焊接过渡层
部分,以免出现脆硬组织。
复合钢板的基层较薄时(如总厚度不大于8mm),可以用奥氏体焊条或填充金属焊接复合钢的全厚度,这时更需考虑基层材料的稀释作用。
当复合钢板的厚度小于25mm时,基层也可全用E309-16等焊条,但焊接残余应力稍大些,消耗不锈钢焊条多。
当复合钢板的厚度大于25mm时,可先用铁素体焊条施焊一层过渡层,然后再用碳钢焊条焊接基层。
复合钢单面焊焊接材料的选用见表16。
WEL TIG焊焊条及焊丝牌号一览表

用于 27Cr‐8.5Ni‐N 钢(NAR‐SN‐5 钢) 203
用于
244
20Cr‐12Ni‐2Si‐1.5Mo‐1.5Cu‐0.15N 204
用于极低温钢、非磁性钢 205
用于 18Cr‐15Ni‐5Mo 钢
244
用于 18Cr‐13Ni‐4Mo 钢
206
用于 20Cr‐25Ni‐5Mo‐1.5Cu 钢 207
相当规格
JIS
AWS
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
WEL TIG 35C
—
—
WEL TIG 35CL
—
—
WEL TIG HM‐40
—
—ห้องสมุดไป่ตู้
WEL TIG 35H
—
—
WEL TIG 35CW
—
—
WEL TIG MR‐1
—
—
WEL TIG 22H
—
—
WEL TIG HS
—
—
主要用途
页
用于 19Cr‐12Ni‐3Mo‐低碳管子初层 217 用于 22Cr‐6Ni‐3Mo‐N 管子初层 217
246
用于 KHR 32C
246
用于 KHR 35C
用于 KHR 35CL
246
用于 0.4C‐25Cr‐35Ni‐Mo 钢 246
用于 KHR 35H
221
用于 KHR 35CW
246
用于
246
0.45C‐25Cr‐35Ni‐1.5W‐Nb 钢 222
用于 0.5C‐27Cr‐50Ni‐5W 钢 246
焊条牌号型号对照表
焊条牌号型号对照表焊条是一种焊接材料,通过电弧的温度将焊条的金属部分熔化并与工件融合。
不同的焊条牌号和型号代表了不同的焊接要求和性能特点。
焊条牌号和型号对照表是帮助焊工选择适合特定焊接任务的焊条的重要工具。
下面将介绍一些常见的焊条牌号和型号,并提供焊条牌号、型号对照表。
焊条牌号和型号根据其外观、化学成分、焊接材料以及用途等方面的特征进行分类。
以下是一些常见的焊条牌号和型号。
1.碱性焊条:碱性焊条常用的牌号包括:Z308、Z308G、Z308A、Z308B、Z308C、Z308R等。
这种焊条适用于焊接低合金钢、高强度钢和耐高温钢等。
2.钙钛型焊条:钙钛型焊条常用的牌号包括:E4316、E4315、E4313、E4311等。
这种焊条适用于焊接低碳钢和低合金钢等。
3.氢钢焊条:氢钢焊条常用的牌号包括:ZH308、ZH308G、ZH308A、ZH308B、ZH308C等。
这种焊条适用于焊接高强度钢、低温钢、耐热钢和耐腐蚀钢等。
4.不锈钢焊条:不锈钢焊条常用的牌号包括:E308L-16、E309L-16、E316L-16等。
这种焊条适用于焊接不锈钢和耐热钢等。
5.铝焊条:铝焊条常用的牌号包括:E4043、E4047、E5356、E1100等。
这种焊条适用于焊接铝合金和铝镁合金等。
以上只是一些常见的焊条牌号和型号,实际上还有很多其他类型的焊条。
为了帮助焊工选择适合的焊条,下面提供一个焊条牌号、型号对照表作为参考:焊条牌号和型号对照表:牌号,型号--------------,-----------------------------Z308,E6013Z308G,E6013Z308A,E6013Z308B,E6013Z308C,E6013Z308R,E6013E4316,E6016E4315,E6016E4313,E6013E4311,E6011ZH308,E7018ZH308G,E7018ZH308A,E7018ZH308B,E7018ZH308C,E7018E308L-16,E308L-16E309L-16,E309L-16E316L-16,E316L-16E4043,ER4043E4047,ER4047E5356,ER5356E1100,ER1100这是一个简单的焊条牌号、型号对照表,提供了一些常见焊条的对应关系。
不锈钢焊条的型号及选用

不锈钢焊条的型号及选⽤(1)不锈钢焊条的型号根据GB/T983—1995《不锈钢焊条》的规定,不锈钢焊条型号根据熔敷⾦属的化学成分、药⽪类型、焊接位置及焊接电流种类划分。
其型号编制⽅法是:⾸字母“E”表⽰焊条,“E”后⾯的数字表⽰熔敷⾦属化学成分分类代号,如有特殊要求的化学成分,该化学成分⽤元素符号表⽰,放在数字的后⾯;短划“-”后⾯的两位数字表⽰药⽪类型、焊接位置及焊接电流种类。
不锈钢焊条分类见表10-1所⽰。
(2)不锈钢焊条的牌号①牌号前加“G”(或“铬”字)或“A”(或“奥”字),分别表⽰铬不锈钢焊条或奥⽒体铬镍不锈钢焊条。
②牌号第⼀位数字,表⽰熔敷⾦属主要化学成分组成等级,见表10-2所⽰。
③牌号第⼆位数字,表⽰同⼀熔敷⾦属主要化学成分组成等级中的不同牌号。
对同⼀组成等级焊条,可有10个牌号,按0、1、2、?、9顺序排列,以区别镍铬之外的其他成分。
④牌号第三位数字,表⽰药⽪类型和焊接电源种类,见表10-3所⽰。
(3)不锈钢焊条的选择不锈钢焊条适⽤于铬含量⼤于10.50%、镍含量⼩于50%的耐腐蚀钢或耐热钢的焊接,使⽤时应根据不锈钢的材质、⼯作条件(包括⼯作温度和接触介质)来选择。
主要从以下⼏⽅⾯考虑:①在⾼温环境下⼯作的耐热不锈钢,选择焊条主要是能满⾜焊缝⾦属的抗热裂纹性能和焊接接头的⾼温性能。
对于Cr/Ni≥1的奥⽒体耐热钢,如1Cr18Ni9Ti、Cr17Ni13W等,⼀般均采⽤奥⽒体-铁素体不锈钢焊条;若Cr/Ni<1的稳定型奥⽒体耐热钢,如Cr16Ni25Mo6、Cr15Ni25W4Ti2等,⼀般应在保证焊缝⾦属具有与母材化学成分⼤致相近的同时,增加焊缝⾦属中Mo、W、Mn等元素含量,以提⾼焊缝的抗裂性。
②在各种腐蚀介质中⼯作的耐蚀不锈钢,应根据介质和⼯作温度来选择焊条。
对于⼯作温度在3000C以上、有较强腐蚀性的介质,则选⽤含有Ti或Nb稳定化元素或超低碳不锈钢焊条;对于含有稀硫酸或盐酸的介质,常选⽤含Mo或含Mo和Cu的不锈钢焊条;对于在常温下⼯作,腐蚀性弱或仅为避免锈蚀污染的设备,可采⽤不含Ti或Nb的不锈钢焊条。
不锈钢焊条牌号

E308L-17
E308L-17
氧化钛酸性超低碳耐发红高效不锈钢焊条,具有耐发红、飞溅小、引弧及再引弧型号、脱渣容易、焊缝美观等特点,可交直流两用。用于含钛稳定奥氏体不锈钢和同类型不锈钢,焊条直径≤3.2mm时可全位置焊,其他规格仅用于平焊和平角焊
A012Si
-
(-)
钛钙型的超低碳Cr20Ni13Si4不锈钢焊条,有很好的抗浓硝酸腐蚀性能,可交直流两用,工艺性能好。用于抗浓硝酸腐蚀的超低碳00Cr17Ni15Si4Nb不锈钢
A237
E318V-15
(-)
低氢型Cr18Ni12Mo2V不锈钢焊条,熔敷金属含有钒,具有良好的耐热及抗裂性,采用直流反接,可全位置焊。用于焊接一般耐热及要求耐蚀的Cr19Ni10及0Cr18Ni12Mo2不锈钢结构的多层焊。
A242
E317-16
E317-16
钛钙型含铌Cr19Ni13Mo3不锈钢焊条,熔敷金属比A202具有更高的含钼量,对非氧化性酸,如硫酸、亚硫酸、磷酸及有机酸具有较好的耐蚀性,抗点状腐蚀性好,交直流两用,工艺性能优异。用于相同类型的不锈钢以及复合钢、异种钢的焊接。
G302
E430-16
E430-16
钛钙型的Cr17不锈钢焊条,交直流两用。用于耐硝酸耐蚀、耐热的Cr17不锈钢结构
G307
E430-16
E430-16
低氢型的Cr17不锈钢焊条,交直流两用。用于耐硝酸耐蚀、耐热的Cr17不锈钢结构
A001G15
E308L-15
E308L-15
氧化钛型耐发红高效率不锈钢焊条,熔敷效率为150%,具有飞溅小、脱渣容易、焊缝美观、高效节能等特点,直流反接.用于同类型不锈钢平焊和平角焊
不锈钢焊材选择型号
不锈钢焊材选择型号A002 焊接超低碳 Cr19Ni11 不锈钢或 0Cr19Ni10 不锈钢构造,如合成纤维、化肥、石油等设备A022 焊接尿素及合成纤维设备A042 不锈钢焊条钛钙型药皮的超低碳Cr23Ni13Mo2 不锈钢焊条,可交直流两用。
由于焊缝金属中参与适量的钼,故提高了焊缝金属的抗裂性及耐腐蚀性能。
用于一样类型的超低碳不锈钢材料及异种钢焊接等。
焊前焊条须经150℃左右烘焙,尽可能承受直流电源,以免焊条发红。
A062 焊接合成纤维、石油化工设备用同类型的不锈钢构造、复合钢和异种钢构造A082 用于 00Cr17Ni15Si4Nb 、00Cr14Ni17Si4 等耐浓硝酸腐蚀钢的焊接和补焊A802 焊接硫酸浓度 50% 和确定工作温度及大气压力的制造合成橡胶的管道,以及 Cr18Ni18Mo2Cu2Ti 等钢种A102 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的OCrl9Ni9、OCrl9Ni11Ti 的不锈铜构造。
A107 低氢钠型直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0 用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9 型不锈钢构造,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈铜外表层。
A132 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti 型不锈钢。
A137 低氢钠型直流金属化学成份〔%〕C≤0.08,Cr18.0~21.0Ni9.0~11.0Nb8×C~1.00 用于焊接重要的耐腐蚀,含铌稳定的0Cr19Ni11Ti 型不锈钢。
A202 钛钙型交直流金属化学成份〔%〕C≤0.08,Cr17.0~20.0Ni11.0~14.0,Mo2.0~3.0 用于焊接在有机和无机酸(非氧化性酸)介质中工作的0Cr18Ni12Mo2,不锈钢或作为异种钢焊接。
焊条牌号的选用及保管
焊条类型
表示符号
第一、二位数字
第三位数字
结构钢焊条
J
焊缝金属抗拉强度等级
药皮类型和焊接电源种类
不锈钢焊条
G-铬不锈钢 A- 奥氏体不锈钢
第一位数字表示焊缝金属主要化学成分等级; 第二位数字表示牌号顺序
药皮类型和焊接电源种类
钼和铬钼耐热钢焊条
R
第一位数字表示焊缝金属主要化学成分等级; 第二位数字表示牌号顺序
02
写出以下焊条型号表示含义(对照表3-3)
课堂练习
二、焊条型号的编写方法
低合金钢焊条型号举例: E 50 1 8 AI
表示熔敷金属化学成分分类代号
表示焊条药皮为铁粉低氢型,采用交流或直流反接焊接
表示焊条适用于全位置焊接
表示熔敷金属抗拉强度最小值为500MPa
表示焊条
焊条的种类很多,各有其应用范围,使用是否恰当对焊接质量、劳动生产率及产品成本都有很大影响。通常应根据组成焊接结构钢材的化学成分、力学性能、焊接性,工作环境(有无腐蚀介质,高温、低温),焊接结构形状、受力情况等,进行综合考虑,以决定选用哪种焊条。
在选用焊条时,应注意下列原则:
考虑母材的力学性能和化学成分
考虑焊接工地、现场的设备情况
三、焊条的选用
在满足力学条件和操作性能的前提下,应尽量选择价格低的焊条。
在酸性和碱性焊条都满足的情况下,应尽量选择酸性焊条,为提高生产率应尽量选择碱性焊条。
在满足力学条件和操作性能的前提下,应尽量选择效率高的焊条。
考虑劳动条件、生产率和经济性
三、焊条的选用
理解焊条牌号,根据牌号知道用途、性能。
E ××24
铁粉钛型
E ××27
铁粉氧化铁型
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢焊条型号按GB/T982-1995规定,焊条熔敷金属中铬含量大于10.5%,铁含量应超过其他任何元素。
其编制方法是:字母“E”表示焊条,后面的数字表示熔敷金属化学成分分类代号,如果特殊要求的化学成分用元素符号表示,放在数字的后面。
“-”后面两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
不锈钢焊条牌号是指制造商对作为产品出厂的每种焊条标识的特定牌号,用来区别不同焊条熔敷金属的化学成分、力学性能、药皮类型和焊接电流种类。
我国生产不锈钢焊条的厂家很多,他们使用统一牌号,其表示方法为:
1.焊条牌号前边的G字表示铬不锈钢焊条;A表示奥氏体不锈钢焊条。
2.G或A字后面第一位数字,表示焊缝金属的主要化学成分,其等级按下表编排。
焊条编号焊缝金属化学成分(质量分数,%)等
级
G2ⅹⅹw
Cr
约为13
G3ⅹⅹw
Cr
约为17
A0ⅹⅹw
Cr
≤0.04
A1ⅹⅹw
Cr 约为19;w
Ni
约为10
A2ⅹⅹw
Cr 约为18;w
Ni
约为12
A3ⅹⅹw
Cr 约为23;w
Ni
约为13
A4ⅹⅹw
Cr 约为26;w
Ni
约为21
A5ⅹⅹw
Cr 约为16;w
Ni
约为25
A6ⅹⅹw
Cr 约为16;w
Ni
约为35
A7ⅹⅹ铬猛氮不锈钢
A8ⅹⅹw
Cr 约为18;w
Ni
约为18
3.G或A字后面的第二位数字,表示同一焊缝主要化学成分组成等级中的不同牌号,对同一药皮类型的焊条,可有10个牌号,按0、1、2、3,…8,9顺序排
列。
4.G或A字后面的第三位数字,表示药皮类型和焊接电源种类。
不锈钢焊条牌号只应用2和7两个数字。
“2”表示钛钙型焊条,交流或直流反接电源焊接;“7”表示低氢型焊条(又称碱性焊条),只限于直流反接电源焊接。
不锈钢焊条简介。