JGJ《钢筋焊接及验收规程》
《钢筋焊接及验收规程》(JGJ18)
中华人民共和国行业标准钢筋焊接及验收规程Specification for welding andacceptance of reinforcing steelbarsJGJ 18—2003J 253—20032003第 1页中华人民共和国行业标准钢筋焊接及验收规程Specification for welding and acceptance of reinforcing steelbarsJGJ 18-2003批准部门:中华人民共和国建设部施行日期:2003 年 5 月 1 日2003第 2 页中华人民共和国建设部公告第128 号建设部关于发布行业标准《钢筋焊接及验收规程》的公告现批准《钢筋焊接及验收规程》为行业标准,编号为J G J18—2003,自2003 年5 月 1 日起实施。
其中,第1.0.3、3.0.5、4.1.3、5.1.7、5.1.8条为强制性条文,必须严格执行。
原行业标准《钢筋焊接及验收规程》JGJ18—96 同时废止。
本规程由建设部标准定额研究所组织中国建筑工业出版社出版发行。
中华人民共和国建设部2003 年 3 月27 日第 3 页前言根据建设部建标[2000] 284 号文的要求,标准编制组在广泛调查研究,认真总结实践经验,参考有关国际标准和国外先进标准,并在广泛征求意见基础上修订了本规程。
本规程的主要技术内容是:1 总则;2 术语;3 材料;4 钢筋焊接;5 质量检验与验收;6 焊工考试。
本次修订的主要内容:1.根据国家现行标准,修改适用于焊接的钢筋牌号。
名称和接头强度指标;2.增加H RB500钢筋闪光对焊和封闭环式箍筋闪光对焊;3.增加熔态气压焊工艺和氧液化石油气压焊的规定;4.增加H R B400钢筋与钢板电弧搭接焊、预埋件钢筋电弧焊和埋弧压力焊、钢筋电渣压力焊的规定;5.各种钢筋焊接接头和焊点的质量检验与验收划分为主控项目和一般项目两类,纵向受力钢筋 4 种焊接接头的拉伸试验合并成一条,2 种焊接接头弯曲试验合并成一条,均规定为主控项目,增加附录 A 纵向受力钢筋焊接接头检验批质量验收记录的规定;6.增加钢筋电渣压力焊接头拉伸试验的断裂位置和断口特征的质量要求;7.某些焊接工艺规定适当简化、合并,或移于“条文说明”中;8.电阻点焊焊点的质量验收由两节合并为一节,统一焊点抗剪力指标;9.焊工操作技能考试评定标准局部修改等等。
《钢筋焊接及验收规程》JGJ

中华人民共和国行业标准钢筋焊接及验收规程Specification for welding andacceptance of reinforcing steelbarsJGJ 18—2003J 253—20032003第 1页中华人民共和国行业标准钢筋焊接及验收规程Specification for welding and acceptance of reinforcing steelbarsJGJ 18-2003批准部门:中华人民共和国建设部施行日期:2003 年 5 月 1 日2003第 2 页中华人民共和国建设部公告第128 号建设部关于发布行业标准《钢筋焊接及验收规程》的公告现批准《钢筋焊接及验收规程》为行业标准,编号为J G J18—2003,自2003 年5 月 1 日起实施。
其中,第1.0.3、3.0.5、4.1.3、5.1.7、5.1.8条为强制性条文,必须严格执行。
原行业标准《钢筋焊接及验收规程》JGJ18—96 同时废止。
本规程由建设部标准定额研究所组织中国建筑工业出版社出版发行。
中华人民共和国建设部2003 年 3 月27 日第 3 页前言根据建设部建标[2000] 284 号文的要求,标准编制组在广泛调查研究,认真总结实践经验,参考有关国际标准和国外先进标准,并在广泛征求意见基础上修订了本规程。
本规程的主要技术内容是:1 总则;2 术语;3 材料;4 钢筋焊接;5 质量检验与验收;6 焊工考试。
本次修订的主要内容:1.根据国家现行标准,修改适用于焊接的钢筋牌号。
名称和接头强度指标;2.增加H RB500钢筋闪光对焊和封闭环式箍筋闪光对焊;3.增加熔态气压焊工艺和氧液化石油气压焊的规定;4.增加H R B400钢筋与钢板电弧搭接焊、预埋件钢筋电弧焊和埋弧压力焊、钢筋电渣压力焊的规定;5.各种钢筋焊接接头和焊点的质量检验与验收划分为主控项目和一般项目两类,纵向受力钢筋 4 种焊接接头的拉伸试验合并成一条,2 种焊接接头弯曲试验合并成一条,均规定为主控项目,增加附录 A 纵向受力钢筋焊接接头检验批质量验收记录的规定;6.增加钢筋电渣压力焊接头拉伸试验的断裂位置和断口特征的质量要求;7.某些焊接工艺规定适当简化、合并,或移于“条文说明”中;8.电阻点焊焊点的质量验收由两节合并为一节,统一焊点抗剪力指标;9.焊工操作技能考试评定标准局部修改等等。
《钢筋焊接和验收规程》JGJ18_2003
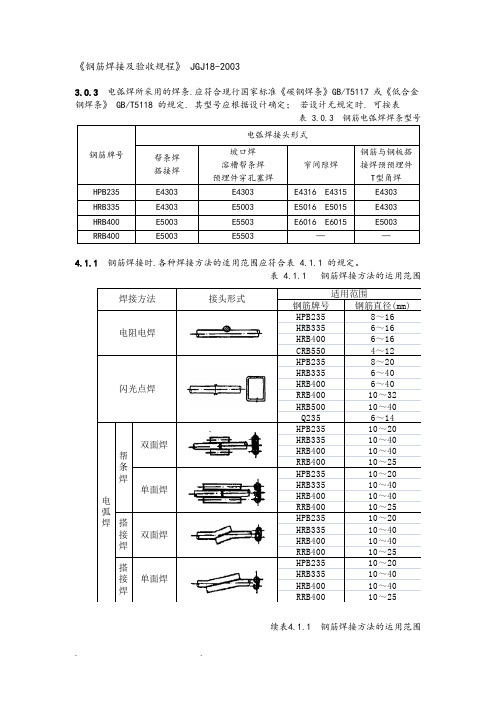
《钢筋焊接及验收规程》 JGJ18-20033.0.3电弧焊所采用的焊条.应符合现行国家标准《碳钢焊条》GB/T5117 或《低合金钢焊条》 GB/T5118 的规定. 其型号应根据设计确定;若设计无规定时. 可按表4.1.1钢筋焊接时.各种焊接方法的适用范围应符合表 4.1.1 的规定。
表 4.1.1 钢筋焊接方法的运用范围续表4.1.1 钢筋焊接方法的运用范围注:1 电阻电焊时.使用范围的钢筋直径系指2根不同直径钢筋交叉叠接中较小的钢筋直径;2 当设计图纸规定对冷拔低碳钢丝焊接网进行电阻点焊.或对原RL540钢筋(Ⅳ级)进行闪光对焊时.可按本规程相关条款的规定实施;3 钢筋闪光对焊含封闭环式箍筋闪光对焊。
4.3.2 连续闪光焊所能焊接的钢筋上限直径.应根据焊机容量、钢筋牌号等具体情况而定.并应符合表 4.3.2 的规定。
表 4.3.2 连续闪光焊钢筋上限直径4.4.2 帮条焊时.宜采用双面焊(图 ; 当不能进行双面焊时.方可采用单面焊(图帮条长度l 应符合表 4.4.2 的规定。
当帮条牌号与主筋相同时.帮条直径可与主筋相同或小一个规格;当帮条直径与主筋相同时.帮条牌号可与主筋相同或低一个牌号图4.4.2 钢筋帮条焊接头 (a)双面焊;(b)单面焊 d -钢筋直径;l -帮条长度表4.4.2 钢筋帮条长度4.4.8预埋件钢筋电弧焊 T 型接头可分为角焊和穿孔塞焊两种(图 和焊接时.应符合下列要求:1 当采用 HPB235 钢筋时.角焊缝焊脚(k )不得小于钢筋直径的 0.5 倍;采用HRB335和 HRB400 钢筋时.焊脚(k )不得小于钢筋直径的 0.6 倍; 2 施焊中.不得使钢筋咬边和烧伤。
图 4.4.8 预埋件钢筋电弧焊T 型接头(a)角焊;(b)穿孔塞焊k - 焊脚4.4.9 钢筋与钢板搭接焊时.焊接接头(图1 HPB235 钢筋的搭接长度(l )不得小于 4 倍钢筋直径.HRB335 和 HRB400 钢筋搭接长度(l )不得小于 5 倍钢筋直径;2 焊缝宽度不得小于钢筋直径的 0.6 倍.焊缝厚度不得小于钢筋直径的 0.35倍。
JGJ-18-2012年钢筋焊接与验收规程
• 2.适用范围:本规程适用于一般工业与民用建筑工 程混凝土结构中的钢筋焊接施工及质量检验与验收;
• 3.常见术语:
(1)热影响区 焊接或热切割过程中,钢筋母材因 受热的影响(但未熔化),使金属组织和力学性能 发生变化的区域。 (2)延性断裂 形成暗淡且无光泽的纤维状剪切断 口的断裂。 (3)脆性断裂 由解理断裂或多晶粒延晶界断裂而 产生有光泽断口的断裂。
条文说明:热影响区界定(供参考使用)
常见钢筋接头热影响区宽度(d为钢筋直径):
• 闪光对焊接头:0.5d • 电弧焊接头:6mm~10mm • 电渣压力焊接头:0.8d
二、钢筋焊接的基本规定(节选)
1、电渣压力焊焊接方法的适用范围: HPB300(12~22mm) HRB335/400/500(12~32mm)
断于母材 延性断裂
3
590
断于母材 延性断裂
练习题2:HRB400钢筋
序号 1
抗拉强度, 断裂部位 MPa
585
断于母材
断裂状态 延性断裂
2
570
断于热影响 延性断裂
区
3
540
断于焊缝 脆性断裂
练习题3:HRB400钢筋
序号 1
抗拉强度, 断裂部位 MPa
585
断于母材
断裂状态 延性断裂
2
595
至12mm; • 4.在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪
光对焊”中列出,增补内容,单独成节; • 5.在钢筋电弧焊中,增加了CO2气体保护电弧焊的内容;
6.在钢筋气压焊方面,增加了半自动钢筋固态气压焊和钢 筋氧液化石油气熔态气压焊的内容; • 7.在预埋件T形接头焊接中增加了钢筋埋弧螺柱焊; • 8.提高了接头外观质量的规定; • 9.新增焊接安全的规定。
《钢筋焊接及验收规程》jgj 18-2018
《钢筋焊接及验收规程》jgj 18-2018《钢筋焊接及验收规程》(JGJ 18-2018)是中国建筑行业中的一项重要技术标准,该标准规定了钢筋焊接的要求和验收程序。
本文将对该规程进行详细介绍,并阐述其重要性和应用。
首先,钢筋焊接是建筑施工中常用的一种连接钢筋的方法。
它通过在钢筋表面产生高温,在融化的钢筋表面上形成焊接熔融池,并将多根钢筋通过熔融池的凝固而实现连接。
钢筋焊接的优点是连接牢固,具有较高的承载能力和抗震性能。
然而,焊接质量的高低直接影响着钢筋的力学性能和结构的安全性,所以有必要制定相关的技术规范进行指导和验收。
《钢筋焊接及验收规程》由中国建筑行业标准化技术委员会制定,是根据国家标准和行业经验总结而成的,并在施工过程中得到广泛应用。
该规程详细规定了焊接设备、焊工资质要求、焊接工艺、焊接材料、焊接质量控制和焊接缺陷的分类与评定等内容。
根据该规程,焊接设备应符合国家标准的要求。
焊工应持有相应的焊接工作证书,具备相应的技术能力和经验。
焊接工艺参数应按照规程要求进行设置,包括预热温度、焊接电流和电压、焊接速度等。
焊接材料应符合国家标准的要求,使用过期或者受潮的焊接材料是不允许的。
对焊接质量的控制需要进行焊接工艺试验、焊缝外观检验、力学性能试验等。
针对焊接时可能存在的缺陷,规程将其分为严重、一般和轻微三级,对每个级别的缺陷都有详细的评定标准和处理方法。
验收过程中,需要对焊接接头进行外观检验、破坏性试验、焊缝图样绘制等。
只有通过验收的焊接接头,才能被视为合格的钢筋连接,并被应用于建筑施工中。
《钢筋焊接及验收规程》的重要性不言而喻。
首先,它规范了焊接过程的各个环节,保证了焊接质量的可控性。
其次,它为焊接工艺的选择、设备的选用和焊工的培训提供了依据,提高了施工效率和工艺水平。
最后,它为建筑施工中的钢筋焊接提供了统一的标准和规范,提升了建筑结构的安全性和可靠性。
综上所述,《钢筋焊接及验收规程》(JGJ 18-2018)是中国建筑行业中的一项重要技术标准,它规范了钢筋焊接的各个环节,并对焊接质量进行评定和验收。
《钢筋焊接及验收规程》jgj 18-2018
《钢筋焊接及验收规程》jgj 18-2018《钢筋焊接及验收规程》是为了规范钢筋焊接工作,并确保施工质量达到要求而制定的行业标准。
本规程适用于建筑、桥梁、隧道、道路、码头等工程中的钢筋焊接作业,并且规定了相关的验收标准和要求。
在施工过程中,钢筋焊接是非常重要的一环,焊接质量直接影响到工程的安全和持久性。
首先,规程对工程现场的焊接人员资质提出了一定要求。
详细规定了焊工的操作技能和培训要求,以及必须具备的操作证书和资质。
在进行焊接之前,焊工需要进行相关的考试和培训,通过考试并获得资格才能进行相应的焊接工作。
这样可以确保焊工具有一定的操作经验和技术能力,提高焊接质量。
其次,规程对钢筋焊接的操作流程和焊接材料提出了具体要求。
例如,在焊接前需要进行钢筋表面的清理处理,以确保焊接表面的干净和无杂质。
焊接材料方面,规程对焊条的选择、焊接电流和电压的设置、焊缝形状和焊接速度等方面都进行了详细的规定。
这些要求的目的是为了保证焊接的牢固性和可靠性。
除了焊接质量要求,规程还对焊接缺陷和焊接后的质量检验提出了要求。
焊接缺陷包括焊缝内的气孔、夹渣、裂纹等问题,规程明确了这些缺陷的允许范围和处理方法。
在焊接完成后,还需要进行相应的质量检验,以验证焊接工艺是否符合要求。
质量检验包括目视检查、超声波探伤、放射性检测等多种方法,以确保焊接的质量合格。
与此同时,规程还对钢筋焊接的验收标准进行了规定。
验收标准包括焊缝的外观质量、力学性能和耐久性等方面的要求。
例如,焊缝的外观应无明显的气孔、夹渣和裂纹;焊缝的拉伸强度、屈服强度和延伸率等力学性能应符合相关标准;焊缝应具有足够的耐久性,能够承受长期使用和环境的影响。
总之,《钢筋焊接及验收规程》通过具体的要求和标准,确保了钢筋焊接工作在施工中的质量和安全。
严格遵守规程,能够有效地提高钢筋焊接的质量,降低焊接缺陷的发生率,并为工程的安全和持久性提供保障。
因此,施工单位在进行钢筋焊接作业时,应当认真遵守《钢筋焊接及验收规程》的要求,保证施工质量的过程中不要急功近利。
jgj27-2014钢筋焊接及验收规程
jgj27-2014钢筋焊接及验收规程
1. 钢筋焊接前的准备工作:
(1)钢筋表面应清除油污、尘土、锈蚀和水分等杂物,保证钢筋表面干燥和洁净;
(2)焊接钢筋的直径应符合设计要求,大小应与焊丝的直径匹配;
(3)焊工应熟悉焊接材料的种类、性能和焊接工艺,保证焊缝质量符合要求;
(4)焊工应检查电焊机和电源是否正常,并保证焊接现场安全。
2. 钢筋的焊接工艺:
(1)选择气体保护焊、手工电弧焊、气焰焊等适合的焊接方法;
(2)严格控制焊接电流和电压,保证焊缝充满金属,并避免焊接过热、焊接变形等问题的出现;
(3)焊接过程中要注意焊缝的清洁,并避免造成气孔、夹渣等缺陷;
(4)焊接完成后,要及时对焊缝进行磨光和清理,保证焊缝表面光滑。
3. 钢筋焊接的验收:
(1)对焊接前的钢筋表面进行检查,保证钢筋表面清洁、干燥、无锈蚀和裂纹等缺陷;
(2)对焊接质量进行检查,主要包括焊缝的外观质量、尺寸和形状等指标的符合程度;
(3)焊接质量的检查应根据设计要求和相关标准进行,严格按照规定的检查程序进行;
(4)对发现的问题和缺陷,要及时进行整改和处理,确保钢筋的焊接质量符合要求。
《钢筋焊接及验收规程》 JGJ18
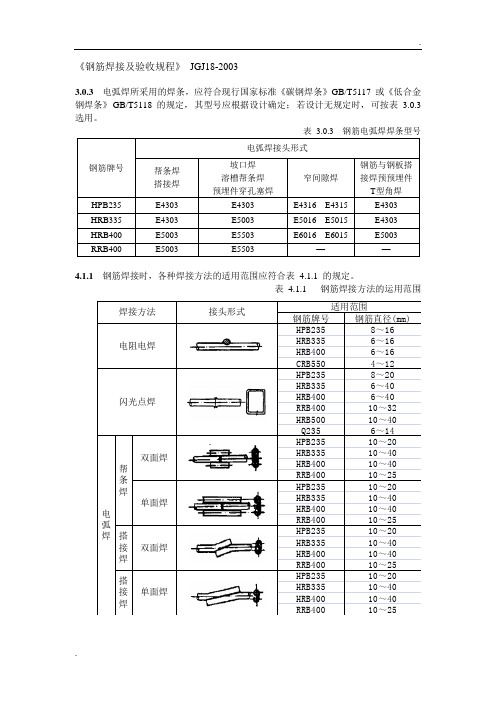
《钢筋焊接及验收规程》JGJ18-20033.0.3电弧焊所采用的焊条,应符合现行国家标准《碳钢焊条》GB/T5117 或《低合金钢焊条》GB/T5118 的规定,其型号应根据设计确定;若设计无规定时,可按表 3.0.3选用。
表3.0.3 钢筋电弧焊焊条型号4.1.1钢筋焊接时,各种焊接方法的适用范围应符合表4.1.1 的规定。
表4.1.1 钢筋焊接方法的运用范围续表4.1.1 钢筋焊接方法的运用范围注:1 电阻电焊时,使用范围的钢筋直径系指2根不同直径钢筋交叉叠接中较小的钢筋直径;2 当设计图纸规定对冷拔低碳钢丝焊接网进行电阻点焊,或对原RL540钢筋(Ⅳ级)进行闪光对焊时,可按本规程相关条款的规定实施;3 钢筋闪光对焊含封闭环式箍筋闪光对焊。
4.3.2 连续闪光焊所能焊接的钢筋上限直径,应根据焊机容量、钢筋牌号等具体情况而定,并应符合表 4.3.2 的规定。
表 4.3.2 连续闪光焊钢筋上限直径焊机容量(KV·A) 钢筋牌号钢筋直径(mm)160 (150) HRB235HRB335HRB400RRB40020222020100 HRB235HRB335HRB400RRB4002018161680 (75)HRB235HRB335HRB400RRB4001614121240 HRB235Q235HRB335HRB400RRB400104.4.2帮条焊时,宜采用双面焊(图4.4.2-a);当不能进行双面焊时,方可采用单面焊(图4.4.2-b)帮条长度l应符合表 4.4.2 的规定。
当帮条牌号与主筋相同时,帮条直径可与主筋相同或小一个规格;当帮条直径与主筋相同时,帮条牌号可与主筋相同或低一个牌号图4.4.2 钢筋帮条焊接头(a)双面焊;(b)单面焊d-钢筋直径;l-帮条长度表4.4.2 钢筋帮条长度钢筋牌号焊缝型式帮条长度l HPB235单面焊≥8d双面焊≥4dHRB335 HRB400 RRB400 单面焊≥10d 双面焊≥5d注:d 为主筋直径(mm)4.4.8预埋件钢筋电弧焊T 型接头可分为角焊和穿孔塞焊两种(图4.4.8)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢筋焊接及验收规程JGJ18-2012施行日期:2012年08月01日前言根据住房和城乡建设部建标[2009]88号文的要求,标准修订组认真贯彻国家节材节能,环境保护的政策,调查研究,进行大量钢筋焊接试验,总结实践经验,参考国内外相关标准和资料,并在广泛征求意见的基础上修订、编制了本规程。
本规程主要技术内容是:1总则;2术语和符号;3材料;4钢筋焊接;5质量检验与验收;6焊工考试;7焊接安全。
本规程修订的主要内容:1.增加了术语和符号;2.根据国家现行标准,特别是GB1499.2-2007《钢筋混凝土用钢第2部分:热轧带肋钢筋》中细晶粒钢筋的出现,做了细晶粒钢筋各种焊接方法的试验后,增加了适用于焊接的钢筋牌号和规格;3.对用于钢筋电渣压力焊的钢筋下限直径,从14mm延伸至12mm;4.在焊接工艺方法方面,将箍筋闪光对焊从原来“钢筋闪光对焊”中列出,增补内容,单独成节;5.在气体保护电弧焊的内容;6.在钢筋气压焊方面,增加了半钢筋电弧焊中,增加了CO2自动钢筋固态气压焊和钢筋氧液化石油气熔态气压焊的内容;7.在预埋件T形接头焊接中增加了钢筋埋弧螺柱焊。
在质量检验与验收的一般规定中,对于焊接接头拉伸试验质量要求作了较大修改,更好地符合生产实际,便于操作;对焊箍筋接头质量要求,独立成节;增加对焊箍筋接头、预埋件钢筋T型接头的连接方式和力学性能检验为主控项目。
新增第7章焊接安全。
本规程中以黑体字标志的条文为强制性条文,即:1.0.4,3.0.8,4.1.4,5.1.9,共五条,必须严格执行。
与JGJ18-2003中条文比较,条文内容有所修改补充。
本规程第1版于1965年批准发布以来,随着钢筋焊接技术的不断发展,经84版、96版、2003版,至此已是第四次修订。
钢筋焊接技术具有很多优越性,是一项节材、节能、少尘、少烟的环保技术,钢筋焊接工作者应正确实施规程,确保质量,降低成本,精益求精,有所创新,为国家经济建设作贡献。
目次1总则·································································2术语和符号···························································3材料·································································4钢筋焊接·····························································4.1一般规定·························································4.2钢筋电阻点焊·····················································4.3钢筋闪光对焊·····················································4.4箍筋闪光对焊·····················································4.5钢筋电弧焊·······················································4.7钢筋气压焊·······················································4.8预埋件钢筋埋弧压力焊·············································4.9预埋件钢筋埋弧螺柱焊·············································5质量检验与验收·······················································5.1一般规定·························································5.2钢筋焊接骨架和焊接网·············································5.3钢筋闪光对焊接头·················································5.4箍筋闪光对焊接头·················································5.5钢筋电弧焊接头···················································5.6钢筋电渣压力焊接头···············································5.7钢筋气压焊接头···················································5.8预埋件钢筋T形接头···············································6焊工考试····························································7焊接安全····························································附录A纵向受力钢筋焊接接头检验批质量验收记录···························本规程用词说明··························································引用标准名录····························································条文说明································································1总则1.0.1为了在钢筋焊接施工中采用合理的焊接工艺和统一质量验收标准,做到技术先进,节材节能,经济合理,安全适用,确保质量,制订本规程。