空压机入口导叶波动的原因分析与处理
空压机振动波动的原因及预防措施

空压机振动波动的原因及预防措施空压机是工业生产中常用的重要设备,主要用于通过压缩空气提供动力。
虽然空压机在生产过程中发挥着重要作用,但是在运行过程中,振动波动问题经常会出现,给生产带来一定影响。
本文将探讨空压机振动波动的原因,并提出相应的预防措施。
1. 原因分析1.1 设备不平衡空压机在制造过程中,由于零部件的精度问题或装配不当,导致设备重心不平衡。
当设备运行时,不平衡状态会引起旋转体的离心力,从而导致振动波动。
1.2 安装不牢固空压机的安装质量对振动波动有着重要影响。
如果安装不牢固,空压机在运行过程中会受到外界作用力的干扰,从而引起振动波动。
1.3 配件松动在空压机的运行过程中,由于长时间使用,设备的配件可能会出现松动的情况。
这些松动的配件会导致设备的振动波动增大。
1.4 不良工作条件空压机在使用过程中,如果工作条件不良,例如供气温度过高、冷却不良等,会导致设备振动波动增加。
2. 预防措施2.1 设备平衡调整针对空压机设备的不平衡问题,可以采取平衡调整的措施。
通过精确测量设备的重心位置,并进行调整,使设备在旋转时减少离心力的产生,从而减小振动波动。
2.2 安装牢固在安装空压机时,应该注意选择合适的基础或支撑结构,并进行牢固的安装。
通过采用减震垫、膨胀螺栓等措施,增加设备的稳定性,减少振动波动的发生。
2.3 定期检查和维护定期检查和维护空压机设备是减少振动波动的重要手段。
应该定期检查设备的配件是否松动,并进行紧固处理。
同时,要定期检查设备的冷却系统、供气系统等工作条件是否良好,确保设备运行的稳定性。
2.4 加强培训和管理加强对操作人员的培训和管理,可以提高对空压机设备的正确操作和维护意识。
通过正确操作和维护,可以减少设备的振动波动。
3. 结论空压机振动波动问题的发生,主要是由于设备不平衡、安装不牢固、配件松动和不良工作条件等原因引起的。
为了减少振动波动的发生,需要采取相应的预防措施,如设备平衡调整、安装牢固、定期检查和维护,以及加强培训和管理等措施。
空压机导叶控制系统组成与故障分析

空压机导叶控制系统组成与故障分析高颍王亚生(河北省邯钢动力河北省邯郸市复兴区)摘要:介绍空压机导叶控制系统组成原理以及故障处理方法。
关键词:进口导叶;气动执行器;气动定位器;比例阀邯钢1#35000Nm3/h制氧机VK125-3型空气压缩机采用德国西门子压缩机公司生产,空透进气采用导叶调节控制。
该控制系统有气动执行器(Pneumatic Actuator)、气动定位器(Pneumatic Positioner)、继动放大器(Booster Relay)、;(Proportional Valve)、锁制阀(Block Valve)、位置反馈系统(Position feedback transmitter)、DCS等系统组成。
执行机构总貌如图所示:空压机导叶控制系统失控故障:1.故障现象:2006年元月18日,压缩机出口流量开始大幅波动,波动范围由正常1700Nm3/h逐渐增大到16000Nm3/h,无法自动控制后改为手动控制。
导叶在手动状态下控制输出由43%—45%,导叶实际开度由53%—28%,增量达25%,空气量由正常的173000 Nm3/h增至186000Nm3/h。
关小导叶控制输出由45%—43%,导叶实际开度由28%—53%,减量达25%,空气量由186000Nm3/h减至168000 Nm3/h。
主冷液面波动,氩馏分在78%--96%之间波动,粗氩塔冷凝蒸发器无法稳定工作,最终粗氩塔氮塞。
2.故障原因:该导叶控制系统由DCS根据导叶进口流量经过PID运算,输出4—20mA DC信号控制现场比例阀,比例阀输出标准0.2—1.0kgf/cm2气动信号去控制导叶阀门定位器。
阀门定位器按比例输出气动信号,经过继动放大器输出,控制气缸执行机构,推动导叶动作,来控制导叶进气流量。
同时导叶动作行程反馈给阀门定位器,使阀门定位器输出得到动态平衡。
其工作原理如下图工作原理图从原理图上分析,该故障有可能出在比例阀和阀门定位器。
空压机入口导叶波动的原因分析与处理

第 38卷
的调整 ,以防止 空压 机落 入喘振 区运 行 。
有波 动 ,判断认 为 阀门定 位器 内部可 能发 生 了堵
空压 机设计 为定 转速 操作 ,其 流量调 节通 过 塞 等故 障 ,接下 来 就是如 何处 理 的问题 。
入 口导 叶开度 ,即旋 转角 度 的改变 ,使得 入 口气 流方 向和流 道 面积 发 生 变 化 ,进 而控 制 进 气 量 , 调 节范 围是 9。~ 11O。。人 口导 叶是 单 支 撑 叶 片 ,
收 稿 日期 :2012-02—15 作 者 简 介 :张喜 萍 (1972一 ),女 , 内蒙 古 呼 和浩 特人 ,助 理 工 程 师 ,在 中海 石 油 天 野 化 工 铁 路 仓 储 部 工 作 。
f◆ …I I◆ …I l◆ …I◆ …j◆ lII{◆ lI 1.1I 1 . I…◆ …}◆ … ◆ …}◆ … ◆II{◆ …J◆ … ◆ … ◆ …{"4-…j◆… ◆…j"4-II{"4-…i◆ …1● IIl◆ … ◆ llI◆ 『}I◆ I◆ …◆I Il◆… ◆ }II{◆ l◆ ll I◆… 1. }fI◆ …"O-IIl◆ III◆f i{"4-…◆ …I◆ III{● I{I"4-llI◆ llI"4-
第 38卷 第 2期 2012 年 4 月
化 工 设 计 通 讯
Chem ical Engineering Design Comm unications
· 43 ·
空压 机 入 口导 叶 波 动 的 原 因分 析 与 处 理
张喜 萍,赵贵 富
[海 洋 石 油 天 野 化 工 (集 团 )有 限 责 任 公 司 ,内 蒙 古 呼 和 浩 特 0100707
离心式空压机加载率大幅波动原因分析

离心式空压机加载率大幅波动原因分析
离心式空压机的加载率波动可能有以下原因:
1. 需求量变化:加载率的波动可能是由于产生气体需求量的变化而导致的。
例如,当气体需求量增加时,压缩机需要加大输出来满足需求,这可能会导致加载率增加。
2. 系统压力降低:当系统压力降低时,压缩机需要增加输出来保持压力稳定。
这可能导致加载率的波动,因为加载率取决于压缩机的输出和系统压力之间的关系。
3. 空气滤清器堵塞:空气滤清器堵塞会导致压缩机的输出降低,从而导致加载率的波动。
4. 传感器或控制器故障:如果传感器或控制器不工作正常,那么加载率可能会出现波动。
5. 压缩机内部问题:如果离心式空压机出现故障,如轴承损坏或转子不平衡等问题,将导致加载率波动。
需要针对具体情况进行排查和解决。
建议联系专业的机械设备维修人员进行检测和维修。
空分设备空压机导叶故障及处理措施
空分设备空压机导叶故障及处理措施熊正蝶(中国石化南京化学工业有限公司煤化工部生产技术科,江苏省南京市六合区葛关路268路 210035)摘要:南化煤化工部26.5万 t/a合成氨装置配套36000 m3/h空分设备的空压机导叶连续3次非正常关闭,导致空分设备停车。
介绍故障发生时的现象和原因分析过程,阐述处理措施及其效果。
关键词:空分设备;空压机;导叶;故障;重复发生中图分类号:TH452 文献标识码:BTrouble of air compressor guide blade of air separation plantand its treatment measuresXiong Zhengdie(Production and Technology Division,Coal Chemical Department, Sinopec Group Nanjing Chemical Industry Co., Ltd., 268#Geguan Road, Liuhe district, Nanjing 210035, Jiangsu, P. R. China)Abstract:Successive three times of abnormal closing of the air compressor guide blade in 36000 m3/h air separation unit necessary for 26.5×104 t/a ammonia synthesis unit of Nanjing Chemical Industry Co., Ltd. Coal Chemical Department resulted in shutdown of the entire air separation unit. Here, the phenomenon at occurrence of the trouble and the cause analysis process is outlined, and the corrective measures and their effects are described. Keywords:Air separation plant; Air compressor; Guide blade; Trouble; Repeated occurrence中国石化南京化学工业有限公司(以下简称:南化)煤化工部26.5万 t/a合成氨装置配有1套36000 m3/h空分设备,自2013年6月1日首次发生配套空压机导叶故障以来,空分设备共发生了3起空压机导叶调节阀FV1113非正常关闭引起的空分系统停车故障。
空压机振动波动的原因及预防措施

空压机振动波动的原因及预防措施摘要:本文针对离心式空压机正常运行过程中出现因振动现象及出现喘振的现象,从空压机结构、工作原理及故障特征进行分析,以找到故障原因及影响,并在机组日常维护中做好相关预防措施。
关键词:空压机;振动波动;喘振;原因;措施。
引言空分装置为化工企业的主要装置,空压机又是空分装置主要设备,空压机长期稳定运行,才能确保空分装置为其它工艺系统装置提供氧气及氮气。
而振动是压缩机的常见故障,当振动过大时会影响压缩机的可靠运行,给生产造成很大的损失,因此保证压缩机的安全可靠运行,对提高生产效率及经济效益有重要的意义。
压缩机与电机由刚性联轴节相连接,变速箱中各级齿轮轴与压缩机叶轮为同一根轴,轴承的平衡对压缩机平稳运行至关重要。
空压机是将经自洁式空气过滤器过滤后的原料空气,经空压机压缩送至预冷岗位。
工作原理:电机将电能转化为机械能并传给叶轮,叶轮通过高速旋转将机械能传给气体,使空气获得速度能并变为压力能。
此过程中动平衡和振动的平稳起着重要的作用。
2、流程简述空气经自洁式空气过滤器过滤后,除去空气中大量灰尘和其它机械杂质,进入空压机中经三级压缩、三级冷却后,压力升至0.88MPa,温度不超过40℃之后,经送气阀送往预冷机冷却。
上图中1是叶轮,使空气具有很高的速度;2是扩压器部分,在那里将空气动能转化成势能;3是中间冷却器,除去压缩过程中所产生的热量,以便于实现等温压缩从而提高压缩效率;4是不锈钢丝网制成的的水气分离器,以除去空气中的水份。
离心式压缩机振动现象主要包括转子不平衡、对中不良、联轴器故障、油膜振荡等。
3.1转子的不平衡,旋转机械的转子由于受到材料质量和加工技术等各方面的影响,转子上的质量分布对中心线不可能绝对地轴对称,固此任何一个转子不可能做到绝对平衡,转子质量中心与旋转中心线之间总是有偏心距存在。
这就使转子旋转时形成周期性的离心力干扰,在轴承上产生动载荷,使机器产生振动。
转子质量不平衡的原因有:设计问题、材料缺陷、加工与装配误差、工艺过程等问题。
空压机振动波动的原因及预防措施(2)

空压机振动波动的原因及预防措施(2)空压机振动波动的原因及预防措施3)减少轴承间隙: 轴承间隙减小, 侧可提高发生油膜振荡的转速。
4)控制适当的轴瓦预负荷: 预负荷为正值, 就是轴瓦内表面上的曲率半径大于轴承内圆半径, 等于起到增大偏心距的作用。
5)选用抗振好的轴承: 圆柱轴承抗抗性最差,其次是椭圆轴承最好的是三油楔和四油楔轴承。
6)调整油温: 升高油温, 减小油的粘度, 可以增加轴颈在轴承的偏心率, 有利于轴颈稳定。
4压缩机的喘振当离心压缩机流量小到足够时,会在整个扩压器流道中产生严重的旋转失速,压缩机出口压力突然下降,使管网的压力比压缩机出口压力高,迫使气流倒回压缩机,一直到管网压力下降到低于压缩机出口压力时,压缩机又开始向管网供气,压缩机恢复正常工作。
当管网压力又恢复到原来压力时,流量仍小于喘振流量,压缩机又产生严重的旋转失速,出口压力下降,管网中的气流又倒流回压缩机。
如此周而复始,使压缩机的流量和出口压力周期性的大幅波动,引起压缩机强烈的气流波动,这种现象就称为压缩机的喘振。
一般管网容量大,喘振振幅就大,频率就低,反之,管网容量小,振幅就小、频率就高。
喘振现象通常具有如下宏观特征:(1)压缩机工作极不稳定(2)喘振有强烈的周期性气流噪声,出现气流吼叫声。
(3)机器强烈振动,机体、轴承等振幅急剧增加。
4.1 引起喘振的原因实际运行中引起喘振的原因很多。
从外部条件来分析,即从压缩机与管网的联合运行来分析,管网流量、阻力的变化与压缩机工作不协调应是引起压缩机喘振的重要原因。
这种工作的不协调可以分为两点:第一,压缩机的流量等于或小于喘振流量;第二,压缩机排气压力低于管网气体压力。
开车过程中升速、升压不协调,如升压太快,降速、降压不协调,如降速太快都可能引起压缩机喘振。
对高压比压缩机首末级容积流量差很大,前面流道宽而后面流道很窄,开车时(升速过程)各级排气压力都不高,当转速升高到某个转速时,前面级容积流量已足够大,而后面的级有可能排不出去,形成对中间级的阻塞,压力升高,造成对这些级的背压超过该转速下的喘振点的压力而引起机器的喘振。
空气压缩机振动异常波动原因分析及处理
组。排除〕艺
数、 的 对机组振动的 。
3.4
振
的振动
压、
的
造成运
油膜不稳定, 机振动。
压、、
数发现,高压缸振动异常升高的时 ,压
、 没出现 ,排除
振对机组振动
的。
3.5
的机械杂质
从 1可以 出,高压缸空气来自
,
子筛后
的
,可
出
的
出
,
压 机组高压缸
后
,
机组振值 升高然后又恢
复到 常。
的
高压缸一
(02E003 )、高压缸二段换热器
Abstract: The process flow of air compressor was introduced. Combined with accidents happened, we
(下转第119页)
第2期
杨维维.分子筛床层泄漏导致分子筛出口二氧化碳含量超标分析
119
连接处压条点焊⑶。 2) 下气体导流分布器内部锈渣、分子筛清理。 3) 惰性氧化铝球补装更换0.5t;活性氧化铝
出 , 检级间密
封、段间密封,损坏、残存的PEEK密封
,
密封。通过
损坏的原因
长间在高温环境中使用,在压机机停机
动
,工温度由常温高温
化的过 中,出现疲劳 损坏,被高速 的
间打碎, 工艺 气 入 引起高压缸
子振动高波动。
入高压缸三段
束内的PEEK密封碎片用气
、
出。 设备备 的使用 ,
可 的检修 , 期 备 出检查,
关键词:空气压缩机 动密封破碎
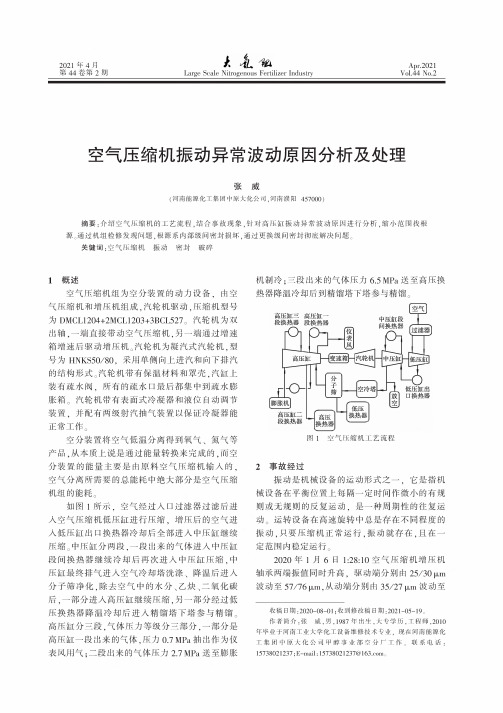
1概述 空气压缩机组为空分装置的动力设备,由空
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空压机入口导叶波动的原因分析与处理
张喜萍
[海洋石油天野化工有限责任公司,内蒙古呼和浩特 010070]摘要:分析查找入口导叶波动的具体原因,介绍处理方法以及防范措施。
关键词:空压机;导叶;波动;处理
1装置简介
海洋石油天野化工股份有限公司年产300kt合成氨,520kt尿素装置是上世纪90年代初成套引进的。
用于氧取出量23000Nm3/h空气分离的有空气压缩机和氮气压缩机两台离心式压缩机。
其中,空压机为瑞士苏尔寿公司生产的径向等温离心式压缩机,共有5级,由蒸汽汽轮机驱动;压缩机主要设计参数如下:转速:5470rpm
流量: 132290Nm3/h
进/出口压力: 0.0896/0.763MPa (A)
出口温度: 128℃
正常功率: 12550kW
原料空气首先经自洁式空气过滤器除去灰尘及其它机械杂质后, 通过入口导叶控制流量后进入叶轮进行压缩。
空气在前三级叶轮进行每一次压缩后,都经过设在气缸两侧的内部冷却器进行冷却,并在与之匹配的疏水器中分离冷凝下来的水分后,继续在第四、五级压缩后进入后冷却器,冷却后的空气进入空气冷却塔。
在后冷却器前有一条防喘振放空管线,用于开停车或异常工况时出口压力的调整,以防止空压机落入喘振区运行。
空压机设计为定转速操作,其流量调节通过入口导叶开度即旋转角度的改变使得入口气流方向和流道面积发生变化,进而控制进气量的大小,调节范围是9~110度。
入口导叶是单支撑叶片,动作时由DCS发出信号经阀门定位器使活塞式执行机构带动连杆控制导叶,实现流量控制。
2 存在的问题
2010年2月21日入口导叶开始出现波动现象,在装置稳定运行没有对工况进行调整的情况下,空气流量在20s的时间内变化了1000 Nm3/h左右,由于变化不太明显,没有危胁到1装置的正常运行,原因也没有明确,只能暂时将其打手动控制进行观察,同时分析查找波动的原因。
但随后波动幅度和频率越来越大,到3月13日,流量变化幅度增长到4000 Nm3/h左右,频率也从开始的1-2次/天增加到4-5次/天。
为此不得不对连杆行程进行限位,使其只能在一定范围内动作,不至于瞬间大幅波动影响装置的稳定运行。
3 原因分析
为了确定入口导叶波动的具体原因,对可能的因素进行了认真的分析和排查。
3.1 工艺原因
在入口导叶波动前,工艺参数没有明显异常,实际流量距离喘振线也有很大距离,加工空气量也未做调整,波动发生时也不在分子筛切换期间,可排除工艺因素。
3.2 设备原因
入口滤网是前不久更换的,压差为0.3 kPa,也没有破损,因空气过滤室阻力过大导致流量波动的可能性不存在。
从运行参数看,各中间冷却器入口和出口温度没有超过设计值,冷却效果较好,不会导致空压机打气量下降或波动。
再从压缩机本体来看,影响流量的因素有叶轮、扩压器、弯道、回流器等通流元件,如果这些元件发生堵塞或结垢,其首先会在振动等参数方面表现出来。
在振值没有异常变化的情况下,显然可以确定不是设备本身的问题。
3.3 仪表原因
经过以上分析,问题集中在了仪表方面。
检查发现入口导叶仪表空气中带有大量粉尘,通过排放吹除后导叶波动次数有所减少,但还
作者简介:张喜萍﹙1972-﹚,女,内蒙古呼和浩特人,助理工程师,在中海石油天野化工铁路仓储部工作。
是时有波动,判断认为阀门定位器内部可能发生了堵塞等故障,接下来就是如何处理的问题。
4 问题处理
入口导叶在失气时处于关闭状态,而在空压机运行状态下处理其定位器必须断仪表空气,因此首先对连杆限位进行了加强,确保在断仪表空气时导叶不会动作,相应仪表方面的准备工作也已就绪。
4月3日对定位器进行了拆开检查,发现喷嘴内积有大量仪表空气干燥器中用于吸附水分的铝胶分子筛粉尘,清理干净后回装投用。
检查处理结果印证了此前的判断,入口导叶再未发生波动现象。
4 防范措施
显然,防范类似故障的关键在于加强仪表空气的管理,为此采取了以下一些措施:﹙1﹚全部更换了已部分粉化的仪表空气干燥器吸附剂。
﹙2﹚通过改造减小干燥器吸附剂再生时的泄压速率,提高再生温度和再生气量,防止由于泄压过快或再生不彻底导致吸附剂粉化。
﹙3﹚在入口导叶仪表空气管线上加装分离罐,对仪表空气中可能带来的粉尘进行分离。
﹙4﹚密切监控仪表空气干燥器前后压差,定期打开仪表空气管线导淋检查是否有粉尘。
5 小结
空压机入口导叶波动严重威胁着装置的安全稳定运行。
一方面,它会对空压机本身的稳定运行带来严重影响,可能会造成压缩机出现喘振、空载现象;另一方面,对空分工况和设备也会带来很大的危害,当波动幅度和频次过大、过多导致空气冷却塔、分子筛压差超过设计值时,甚至会造成塔板吹翻、分子筛粉化、床层不平等事故。
在导叶波动故障消除后不久,空分装置出现了加工空气量超过128000Nm3/h空气就会把冷却水带入分子筛,入冷箱空气CO2超标现象,不得不限制负荷运行。
到2011年8月大修期间,对空气冷却塔内部检查发现,部分塔板降液管损坏,分析认为这就是入口导叶波动造成的。
因此,一旦发现入口导叶出现非正常波动,必须首先对其进行机械限位,然后再查找原因、采取相应措施处理,以免带来更加严重的后果。