冷轧轧制压力实用计算
轧钢等轧制力_张力等常用公式
四辊轧机轧制力经验公式:工作辊长度L(mm)*系数A(一般取值1.4~1.48),得出的值单位为吨(t)
绝对压下量=入口厚度H-出口厚度h
绝对宽展量=出口宽度b-入口宽度B
绝对延伸量=出口长度l-入口长度L
计算带钢轧完后的总长:入口厚度除以轧完的厚度乘以入口长度
延伸系数=入口长度/出口长度
压下系数=入口厚度/出口厚度
如果对于碳钢,张力=(0.18+0.01*n)*弯形抗力,n为道次数。
1450轧机轧制力控制在1吨/mm钢板以内,800轧机控制在0.60吨/mm钢板以内。
取张力T=k×σs×b×h
式中:k为张力系数板厚为0.3~1mm时k=0.5~0.8
板厚为1~2mm时k=0.2~0.5
板厚为2~4mm时k=0.1~0.2
σs为屈服强度
b为板宽
h为板厚
卷取张力T=k×σs×b×h
式中:k为张力系数板厚为0.3~1mm时k=0.5~0.8
板厚为1~2mm时k=0.2~0.5
板厚为2~4mm时k=0.1~0.2
如果对于碳钢,张力=(0.18+0.01*n)*弯形抗力,n为道次数。
1450轧机轧制力控制在1吨/mm钢板以内,800轧机控制在0.60吨/mm钢板以内。
《轧钢机械》一书中有具体计算和选择方法
多辊轧机主要业绩。
轧制压力的计算2

(1)采里柯夫公式-全滑动条件下的轧制力公式
• (2)西姆斯公式
2
• 采用查图法求解轧制力的步骤: 1、根据轧制温度、速度、程度查图(如图5- 14)求变形抗力σs 2、计算δ、ε或计算R/h和ε 3、根据计算的值查相应图求nσ 4、计算平均单位压力 = 1.15σs nσ 5、计算总压力P=Bl
(3)查表确定 σ=1.9 )查表确定n (4)计算平均压力 ) = 1.15σs nσ=187.91 =2323KN (5)计算总压力 =BL )计算总压力P=
不锈钢热带轧制时,工作辊直径为 不锈钢热带轧制时,工作辊直径为420mm,轧前厚度为 ,轧前厚度为6mm, , 轧件宽度为900mm,压下量为 轧件宽度为 ,压下量为1.8mm,变形温度为 ,变形温度为1000℃, ℃ 变形速度为0.1S-1,试用查图法按西姆斯公式求该道次轧制力。 试用查图法按西姆斯公式求该道次轧制力 变形速度为
例题: 例题: 某道次轧辊直径为500mm,坯料厚度为5.7mm,宽度为 ,坯料厚度为 某道次轧辊直径为 ,形抗力为86MPa(N/mm2),接触面摩擦系数为 ,试按采利 ,接触面摩擦系数为0.3, 柯夫公式查图求轧制压力。 柯夫公式查图求轧制压力。 (1)确定变形抗力 ) (2)计算 =7.27、ε=30% )计算δ= 、
5.1.1总轧制力的一般表达式 总轧制力的一般表达式
5.1.2金属变形抗力的确定 金属变形抗力的确定
如:变形温度1000℃、变形速度0.1s-1,轧前厚度为6mm,压下量为1.2mm, 通过查表求变形抗力。
如:变形温度1100℃、变形速度2s-1,轧前厚度为6mm,压下量 为1.2mm,通过查表求变形抗力
5.1.3平均单位压力公式
确定平均单位压力的方法,归结起来有如下三种: 确定平均单位压力的方法,归结起来有如下三种: (1)理论计算法它是建立在理论分析基础之上,用计算公式确定 理论计算法它是建立在理论分析基础之上, 理论计算法它是建立在理论分析基础之上 单位压力。通常, 单位压力。通常,都要首先确定变形区内单位压力分布形式及大 然后再计算平均单位压力。 小,然后再计算平均单位压力。 (2)实测法是在轧钢机上放置专门设计的压力传感器,压力信号 实测法是在轧钢机上放置专门设计的压力传感器, 实测法是在轧钢机上放置专门设计的压力传感器 转换成电信号,通过放大或直接送往测量仪表把它记录下来, 转换成电信号,通过放大或直接送往测量仪表把它记录下来,获 得实测的轧制压力资料。用实测的轧制总压力除以接触面积, 得实测的轧制压力资料。用实测的轧制总压力除以接触面积,便 求出平均单位压力。 求出平均单位压力。 (3)经验公式和图表法根据大量的实测统计资料,进行一定的数学 经验公式和图表法根据大量的实测统计资料, 经验公式和图表法根据大量的实测统计资料 处理,抓住一些主要影响因素,建立经验公式或图表。 处理,抓住一些主要影响因素,建立经验公式或图表。
轧制压力计算及例题
‘ R P/K 1.08 1.02 1.79 1 h
其中:ε、μ分别为相对压下率和摩擦系数; R‘和h为压扁后轧辊半径和轧件出口厚度 该公式是目前在线控制系统中较为常用的数学模型,具有较高的计 算精度。
例题1:在φ860mm轧机上,轧制Q235普碳钢,某道次轧制温度为1100℃,轧 件轧制前厚度H=93毫米,轧制后厚度h=64.2mm,板宽B=610mm,轧制速度 v=2m/s。试用西姆斯公式计算轧制力,并求此时轧制力矩多大。(忽略 宽展)
K 1.15 s 1.15 260.4 299.5(MPa)
l R h 100 0.9 9.4(mm)
f l 0.06 9.4 x 0.2212 2.55 h e x 1 e 0.2212 1 n 1.12 x 0.2212
p n ( K q ) 1.12 (299.5 80) 245.8(MPa)
P pBl 245.8 180 9.4 415961.28 ( N ) 416(kN )
M 2Pl 2 416 9.4 / 1000 0.4 3.1(kN m)
解:首先求K值,须先计算变形速率:
2v
h R
H+h
2 2000
93பைடு நூலகம்64.2 430
93 64.2
6.6/s
ε=Δh/H=(93-64.2)/93=30.9%,与变形抗力曲线中的测试变形量 30%差别不大,故不用考虑变形量修正系数。 由变形速率为6.6/s,变形温度1100 ℃查表得: σs=98MPa,故可
轧制压力为:
M 2P l =2 9100.224 111103 0.5 1010(kN m)
轧制压力计算
0.412
286.3821889
0.00001554
0.554
388.4768638
0.00001554
0.725
805.8536595
0.00001554
0.934
995.9709705
0.00001554
1.195
1509.085782
0.000014
1.505
1664.481695
0.2 0.5
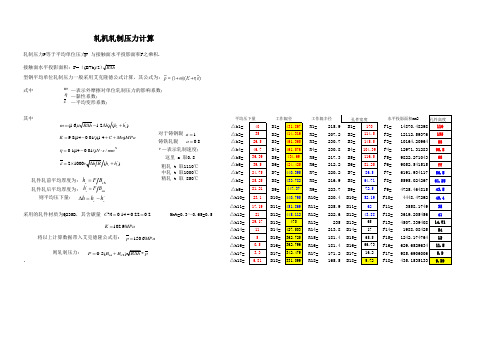
轧机轧制压力计算
轧制压力P等于平均单位压力P 与接触面水平投影面积F之乘积.
接触面水平投影面积:F=((B+b)/2) Rh
型钢平均单位轧制压力一般采用艾克隆德公式计算,其公式为:
式中
m —表示外摩擦对单位轧制压力的影响系数;
—黏性系数;
—平均变形系数;
其中
m (1.6 Rh 1.2h) (hc hc' )
K 9.8(14 0.01t)(1.4 C Mn)MPa
0.1(14 0.01t)N s / mm2
21000v h R (hc hc' )
轧件轧前平均厚度为: hc F Bk2 轧件轧后平均厚度为: hc' F Bk1
则平均压下量: h hc hc'
对于铸钢辊 a 1 铸铁轧辊 a 0.8 v —表示轧制速度;
100.4783587
474.81
102.3458615
455.28
105.0826887
373.90
107.2928736
388.31
176.9744090631
309.11
144.3229377
179.27
147.0828502
铜板带的冷轧轧制力计算步骤

冷轧轧制力计算1.平面变形抗力K :(1):由轧前总加工率εH 和轧后总加工率εh 查图分别得到轧前屈服极限σsH 和轧后屈服极限σsh ,取平均值得实际变形抗力ϕσ。
ϕσ=2sH shσσ+(2):由平均加工率2H h εεε+=查图直接得实际变形抗力ϕσ K = 1.155q ϕσ- ϕσ:平均屈服极限q :平均张应力,12q q q =+后前() 2.压扁后的接触面积Fl ':压扁后的变形区长度 计算22()fl m h =,及2afK y h=,其中(/)95000R a mm MPa = 由m 2,y 查图得m ' 由fl m h''=得m h l f ''= F =B ·l '3.应力状态影响系数P K(1)按斯通公式计算1m P e K m '-='(直接计算或查表) (2)按采列克夫公式计算由2l H μδ'=∆和道次加工率ε查图得到P K(3)按陈家民公式由 l h' 与摩擦系数f 查图得P K 4.轧制力P P = P K·K ·F例:冷轧H62黄铜,退火厚度为H 退=0.4mm ,第三道次轧前厚度H=0.16mm ,第三道次轧后h=0.13mm ,直径D=150mm ,B=216mm ,f = 0.07,q h = 178MPa , q H = 188MPa ,计算冷轧轧制力。
解:(1)计算K 值轧前总加工率εH = -退退H H H ╳ 100%=-0.40.160.4╳ 100%=60% 轧后总加工率εh = -退退H h H ╳ 100%=-0.40.130.4╳ 100%=67.5% 2H hεεε+==60%67.5%2+=63.8% 由ε=63.8%查图(铜合金屈服极限与压下率的关系图)直接得平均屈服极限ϕσ=610 MPaK ’=1.155ϕσ-2H h q q +=1.15╳610-1781882+=521.6 MPa (2)计算压扁后的弧长l ’ 150752R mm == 0.160.130.14522H h h mm ++=== 0.160.130.03H H h mm ∆=-=-=0.160.1318.8%0.16H h H ε--===1.5l mm ===2220.07 1.50.5240.145fl z h ⨯⎛⎫⎛⎫=== ⎪ ⎪⎝⎭⎝⎭ '752521.60.072950000.3980.145afK y h⨯⨯⨯=== 由z 2和y 得''1.21fl m h == ''1.210.1452.510.07m h l mm f ⨯=== (3)应力状态影响系数P K按斯通公式计算1m P e K m '-='(直接计算或查表4-1)=1.945 (4)计算轧制力 P = P K·K ·F=1.945×521.6×2.51×216×10-3=550KN 方法二:按陈家民的混合摩擦规律 由' 2.5117.30.145l h ==,f=0.07查图4-16得P K =1.93 P = P K·K ·F=1.93×521.6×2.51×216×10-3=546KN 方法三:按采利柯夫公式 由220.07 2.5111.70.03fl H δ'⨯⨯===∆,18.8%ε=查图4-13 P K=1.93 P =P K·K ·F=1.93×521.6×2.51×216×10-3=546KN。
第五章 轧制压力及力矩的计算
1
2 h h r ' r n 1 h 1 h
2 fl h
5
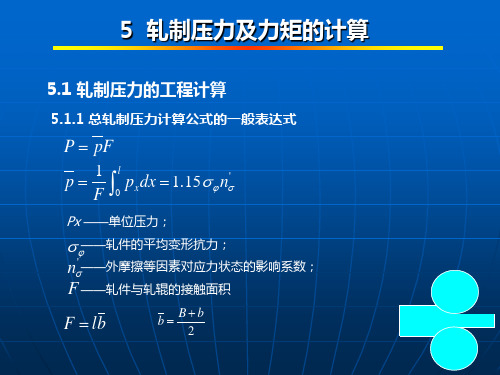
轧制压力及力矩的计算
5.1 轧制压力的工程计算
5.1.2 平均单位压力公式
1.采里柯夫公式 采里柯夫公式比较适合于冷轧轧制压力的计算。
对于热轧,当
0.4
l h 1 时,采里柯夫给出经验公式
b
Bb 2
5
轧制压力及力矩的计算
5.1 轧制压力的工程计算
5.1.2 平均单位压力公式
根据不同的摩擦规律进行不同假设可以得出不同的平均单位压力计算公式
1.采里柯夫公式-全滑动条件下的轧制力计算公式
p 1.15 n
'
H 2 1 1 1 hr h h 1
5
5.1.3
轧制压及力矩的计算
5.1 轧制压力的工程计算
金属变形抗力的确定方法 (2)变形抗力 的确定方法 ① 冷轧变形抗力的确定 示例 冷轧过程中主要考虑变形程度的影响,通常采用平均变形程度 来确定变形抗力的大小。可查加工硬化曲线或者用数学模型进 行计算。
0.4 0 0.61 0 -本道次轧前的预变形量 1 -本道次的轧后总变形量
l ' n h
适于热连轧的粗轧机组轧制力计算,也适用于其他轧 制较厚轧件的情况。
5
轧制压力及力矩的计算
5.1 轧制压力的工程计算
5.1.2 平均单位压力公式 2.计算平均单位压力的斯通公式
考虑外摩擦、张力和轧辊弹性压扁影响 1)由于轧辊的弹性压扁,轧件相当于在两个 基 平板间压缩;
5 1.025 1.078 1.137 1.196 1.263 1.333 1.409 1.491 1.577 1.67 1.77 1.876 1.99 2.113 2.25 2.395 2.553
冷轧工艺计算说明

冷轧压下规程工艺计算说明见冷轧压下规程表,现将表中有关计算说明如下,以1060为例。
第1~2项:H 及h 由产品状态和轧机能力以及合金的塑性决定。
第3~8项:第3项,绝对压下量h H h ∆=- 第4项,道次加工率100%hH ε∆=⨯第5项,道次前总加工率0100%H H H H ε-=⨯第6项,道次后总加工率0100%h H h Hε-=⨯第7项,道次平均加工率0.40.6H h εεε+= 第8~10项:第8项轧前金属屈服极限σSH 可查表得; 第9项轧后金属屈服极限σSh可查表得;第10项,shSH sσ+σ=σ3231。
第11~13项:道次前张力 q H =(5.67-0.6h)×10 道次后张力 q h =(4.30-0.5H)×10 平均张力 ()/2H h q q q =+ 第14~15项:第14项平均变形抗力 1.15s k σ=; 第15项考虑张力影响 1.15s k σσ'=-。
第16~18项:第16项轧前长度L1轧前长度由铸锭或上一道次的轧后长度而定;第17项轧后长度L2轧后长度L 2,根据体积不变原理有2112B h L H B L ⨯⨯⨯=求得,其中B1=B2;第18项轧制速度V 。
第19~20项:第19项轧制时间21L t V=;第20项辅助时间取2t =5s 。
第21项:摩擦系数,取f=0.15。
第22项:接触弧水平投影hR L ∆⨯=其中R 为工作辊直径,取325mm 。
第23~24项:第23项2/()m f L H h =+,其中L =第24项4/()y a f k H h '=+ ,其中/9500a R = , 第25项m '由m 、y,可查表得。
第26~27项:第26项轧辊弹性压扁弧水平投影''()/(2)L m H h m =⨯+⨯; 第27项参数='2/()f L H h δ=⨯⨯+。
铜板带的冷轧轧制力计算步骤

冷轧轧制力计算1.平面变形抗力K :(1):由轧前总加工率εH 和轧后总加工率εh 查图分别得到轧前屈服极限σsH 和轧后屈服极限σsh ,取平均值得实际变形抗力ϕσ。
ϕσ=2sH shσσ+(2):由平均加工率2H h εεε+=查图直接得实际变形抗力ϕσ K = 1.155q ϕσ- ϕσ:平均屈服极限q :平均张应力,12q q q =+后前() 2.压扁后的接触面积Fl ':压扁后的变形区长度 计算22()fl m h =,及2afK y h=,其中(/)95000R a mm MPa = 由m 2,y 查图得m ' 由fl m h''=得m h l f ''= F =B ·l '3.应力状态影响系数P K(1)按斯通公式计算1m P e K m '-='(直接计算或查表) (2)按采列克夫公式计算由2l H μδ'=∆和道次加工率ε查图得到P K(3)按陈家民公式由 l h' 与摩擦系数f 查图得P K 4.轧制力P P =P K ·K ·F例:冷轧H62黄铜,退火厚度为H 退=0.4mm ,第三道次轧前厚度H=0.16mm ,第三道次轧后h=0.13mm ,直径D=150mm ,B=216mm ,f = 0.07,q h = 178MPa , q H = 188MPa ,计算冷轧轧制力。
解:(1)计算K 值轧前总加工率εH = -退退H H H ╳ 100%=-0.40.160.4╳ 100%=60% 轧后总加工率εh = -退退H h H ╳ 100%=-0.40.130.4╳ 100%=67.5% 2H hεεε+==60%67.5%2+=63.8% 由ε=63.8%查图(铜合金屈服极限与压下率的关系图)直接得平均屈服极限ϕσ=610 MPaK ’=1.155ϕσ-2H h q q +=1.15╳610-1781882+=521.6 MPa (2)计算压扁后的弧长l ’ 150752R mm == 0.160.130.14522H h h mm ++=== 0.160.130.03H H h mm ∆=-=-=0.160.1318.8%0.16H h H ε--===1.5l mm ===2220.07 1.50.5240.145fl z h ⨯⎛⎫⎛⎫=== ⎪ ⎪⎝⎭⎝⎭ '752521.60.072950000.3980.145afK y h⨯⨯⨯=== 由z 2和y 得''1.21fl m h == ''1.210.1452.510.07m h l mm f ⨯=== (3)应力状态影响系数P K 按斯通公式计算1m P e K m '-='(直接计算或查表4-1)=1.945 (4)计算轧制力 P = P K·K ·F=1.945×521.6×2.51×216×10-3=550KN 方法二:按陈家民的混合摩擦规律 由' 2.5117.30.145l h ==,f=0.07查图4-16得P K =1.93 P = P K·K ·F=1.93×521.6×2.51×216×10-3=546KN 方法三:按采利柯夫公式 由220.07 2.5111.70.03fl H δ'⨯⨯===∆,18.8%ε=查图4-13 P K=1.93 P =P K·K ·F=1.93×521.6×2.51×216×10-3=546KN。