2018年机电工、机修工技术比武评分标准
机修技能比武评定办法2

机修车间比武评定办法
一.比武类型
工种个人比武(钳工、焊工)
二.比武方式
技术比武包括理论知识和实际操作考试二部分。
钳工、焊工理论占考试总成绩的30%,其他两项实际操作各占总成绩的35%计入比武总成绩确定最后名次。
三.比武内容、时间
钳工、焊工理论考试均为闭卷考试(为体现员工综合水平,考试题为100道选择、100道判断),满分100分.时间90分钟。
参考资料:
钳工:《机泵维修钳工》中国石化出版社
《机泵维修钳工习题集》中国石化出版社
《机修车间钳工学习资料汇总》
焊工:《焊工工艺与技能训练》中国劳动社会保障出版社
《机修车间焊工学习资料》
钳工操作包括机泵校正同轴度、压缩机十字头刮研,焊工操作包括气割、金属焊接。
为了提高员工自身业务水平,有一定专业基础水平的员工可以参加两项工种的考试。
比武地点:大车间、老常减压机泵区
四.评分标准(见附件)。
机电工综合评分方法和标准

10分
突出表现
2.1-3.3.1
拾金不昧价值超过1000元
10分
2.1-3.3.2
提出合理的节能降耗建议,并实施达到0.5—1万元/年经济效益
10分
2.1-3.3.3
提出合理的节能降耗建议,并实施达到1—5万元/年经济效益
晋档
2.1-3.3.4
提出合理的节能降耗建议,并实施达到5万元/年以上经济效益
门禁系统控制失灵不及时修复
2分
2.1-3.9.8
设备保养停电时间安排不恰当
2分
2.1-3.9.9
不填写维修、保养质量记录
4分
2.1-3.9.10
发现事故隐患不及时报告或处理
4分
2.1-3.9.11
对违章装修、搭建等制止不力
4分
2.1-3.9.12
业主装修造成安全隐患,不采取措施整改
4分
2.1-3.9.13
2分
2.1-3.6.2
未敲门进入上级领导或其它部门办公室
2分
2.1-3.6.3
与业主或访客发生矛盾时,言语不逊,态度恶劣,动作粗鲁
业主或访客发生求助时不予援助
3分
2.1-3.6.4
见到上司、同事、业主不主动问候者
3分
工作
纪律
2.1-3.7.1
迟到、早退;溜(窜)岗;不参加班前(后)集合
2分
2.1-3.7.2
2.1-3.7.14
在业主家中服务时,吃饭或接受物品
5分
2.1-3.7.15
上级下达的任务不执行
10分
卫生
2.1-3.8.1设备房、维修间、管Fra bibliotek、电井及仓库不整洁
电气技术比武评分标准

电气技术比武评分标准
电气操作技术比武评判标准
机电科电机现场操作评判标准采用十分制,根据员工的各方面表现综合评定。
技术比武要求参加员工身着工装,工具佩戴完整。
听从指令员的指令开始比武,不得私自进行。
在检修过程中,不得交头接耳,不得寻求帮助,一旦违反,立刻取消比武资格。
检修完成后要将检修时产生的现场垃圾及时清理。
评判标准如下:
1、穿着是否整齐并佩戴相关工具1分
2、是否听从考试指令1分
3、检修前,是否询问设备已停电1分
4、检修设备故障判断准确度2分
5、检修设备是否在规定时间内完成2分
6、检修设备电气工艺水平2分
7、检修完成,是否将现场线头等垃圾带走1分。
电工技术比武评判标准

选手姓名:
裁判员:
总分:
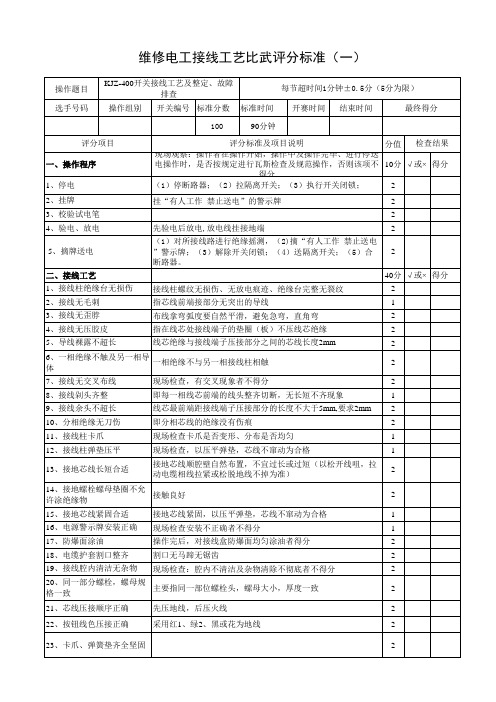
评分项目
评分标准及项目说明
分值
一、操作程序 1、停电 2、挂牌 3、校验试电笔 4、验电、放电 5、摘牌送电
现场观察:操作者在操作开始,操作中及操作完毕、进行停 送电操作时,是否按规定进行规范操作,否则该项不得分
10分 2 2 2 2 2
二、接线工艺
40分
1、接线柱绝缘台无损伤 接线柱螺纹无损伤、无放电痕迹、绝缘台完整无裂纹
3
2、接线无毛刺
指芯线前端接部分无突出的导线
3
3、接线无歪脖
布线拿弯弧度要自然平滑,避免急弯,直角弯
3
4、接线无压胶皮
指在线芯处接线端子的垫圈(板)不压线芯绝缘
3
5、导线裸露不超长
线芯绝缘与接线端子压接部分之间的芯线长度不大于4mm
配电箱不能正常使用者本项不得分
检查结果 得分 得分
得分 得分 得分
现场检查,以压平弹垫,芯线不窜动为合格
2
12、电缆护套割口整齐
割口无马蹄无锯齿
2
13、接线腔内清洁无杂物 现场检查:腔内不清洁及杂物清除不彻底者不得分
2
14、同一部分螺栓,螺母规 格一致
主要指同一部位螺栓头,螺母大小,厚度一致
2
15、平垫、弹簧垫(双帽) 齐全坚固
使用线鼻子可不用平垫圈
2
三、 配电箱评分
3
6、一相绝缘不触及另一相导 体
一相绝缘不与另一相接线柱相触
3
7、接线无交叉布线
现场检查,有交叉现象者不得分
3
8、接线剁头齐整
即每一相线芯前端的线头整齐切断,无长短不齐现象
3
9、接线余头不超长
2018年技术比武考试大纲及评分标准

2018年技术比武实操考试大纲及评分标准一、竞赛项目:打眼工,耙斗机司机,钻车司机本次技术比武以打眼工,耙斗机司机,钻车司机的主要操作为竞赛项目,竞赛分理论考试和实际操作两部分。
其中理论考试和实际操作均实行百分制,并分别按照30%和70%的比例计入总分。
二、实操竞赛地点和内容:(1)打眼工1、竞赛时间:9月5日2、竞赛地点:第二项目部3、实际操作项目竞赛现场选择在支护完好的岩巷内进行,每位选手根据作业规程要求使用YT-28风钻打三个炮眼,炮眼深度800mm,间距500mm、垂直迎头岩面,对其具体操作及时间进行考核打分。
(2)耙斗机司机1、竞赛时间:9月5日2、竞赛地点:第二项目部3、实际操作项目竞赛现场选择在使用耙斗机配合矿车出砟的巷道内进行,每位选手根据作业规程要求使用耙斗机自工作面装砟1矿车,对其具体操作及时间进行考核打分。
(3)钻车司机1、竞赛时间:9月6日2、竞赛地点:四矿第一项目部四分队3、实际操作项目钻孔作业主要考核参赛选手对钻机的操作熟练情况,钻孔作业应安全作业,操作规范,钻孔符合质量要求。
钻孔作业标准用时为15分钟,在标准用时基础上,每节约1分钟加1分,每超过1分钟扣1分,最多加3分。
对其具体操作及时间进行考核打分。
三、考核评分理论考试评分以试题标准答案及评分办法为准。
实际操作以技能考核为主,由裁判员现场记录加、扣分环节,然后会商确定选手综合得分,考核评分以评分办法及细则为准。
四、比赛规则1、各参赛人员必须听从现场组织人员的安排及要求,确保比武安全、公正、顺利进行。
2、参赛选手现场操作中,不允许询问与比赛无关的内容,应该独立完成比武内容。
3、实际比赛相关人员,必须注意安全,遵守相关安全要求。
做好自保、互保,参赛选手如出现违章行为或工伤,立即取消比赛资格,退出比赛现场。
4、比赛结束后选手和裁判须在评分表上签字确认成绩。
打眼工实践操作比赛标准及评分表选手抽签号:时间:裁判员(签字):耙斗机司机实践操作比赛标准及评分表选手抽签号:时间:裁判员(签字):凿岩台车实际操作评分表。
技术比武实际操作项目及评分标准

一、井下机械安装工实际操作1、比赛地点:机厂。
2、竞赛方式:两人操作,分一组进行。
3、考试项目:MD155-30×3多级离心泵、底座等设备的安装工作,水泵底座、水泵的起吊运输,水泵联轴器的安装,水泵与吸排水管路的连接,水泵与电机的主轴心线找平找正,机电设备的安全间隙等工作。
4、实际操作评分标准二、井下电气安装工实际操作1、比赛地点:机厂。
2、竞赛方式:两人操作,分两组进行。
3、考试项目:安装75KW以下矿用隔爆型电机(带底座)、找平找正,安装KBZ16-200型矿用隔爆型真空馈电开关、QBZ-120/1140(660)矿用隔爆型真空电磁起动器。
开关压接电缆,安装接地线、接地极包括绝缘测试记录、开关接线腔上盖螺栓拆卸、电缆做头接线、接线腔上盖螺栓紧固。
4、评分标准三、采掘电钳工操作项目内容及评分标准1、比赛地点:机厂。
2、竞赛方式:单人操作,分两组进行。
3、考试项目:QBZ-120/1140(660)A矿用隔爆型真空电磁启动器采用3×35mm2橡套电缆接线,并故障处理。
4、采掘电钳工实际操作评分标准四、矿井维修电工操作模板及评分标准1、比赛地点:机厂。
2、竞赛方式:单人操作,绘图同时进行,操作分二组进行。
3、考核项目:可编程控制器控制三相异步电动机Y/△减压起动控制线路的配线,根据原理图绘制出PLC梯形图程序及按照完好标准配线并试机。
4、评分标准五、电焊工实际操作1、比赛地点:机厂。
2、竞赛方式:单人操作,分一组进行。
3、竞赛试题:采用单面焊双面成型,V型坡口板对接仰焊。
4、评分标准六、矿井维修钳工1、竞赛地点:机厂。
2、竞赛方式:单人操作。
5人一组,分2组进行。
3、考试项目:制作圆柱六角体。
4、评分标准七、电机车修配工实际操作1、竞赛地点:机厂。
2、竞赛方式:单人操作。
5人一组,分两组进行。
3、考试项目:查找电机车故障并修理。
4、评分标准八、矿灯管理工实际操作及评分标准1、竞赛地点:矿灯房。
维修电工职工技能竞赛评分标准

试题1 三相异步电动机星三角降压启动控制线路的安装(50分)
考核要求: 1、根据电路图对主回路及控制回路进行安装接线,并进行通电调试。
2、外接电机和按钮使用端子进行连接,按钮线使用电缆连接。
1.选手在比赛规定时间内提前完成者由本场裁判员记录完成时间,最终由裁判长从实操成
绩中酌情加分。
2.实操考试中电工工具佩带齐全,工作衣、绝缘鞋正确穿戴,遵守操作规程,尊重裁判员,
讲文明礼貌,考试结束要清理现场,遵守考场纪律,不能出现重大安全事故。
安全文明生产贯穿于整个技能考核的全过程。
违反安全生产操作规程由裁判组从该项实操成绩中酌情扣除1~5分。
3.出现重大安全事故,由裁判组集体商定最高可判定本项比赛成绩为零分。
试题2 PLC-变频器-三相异步电动机综合控制项目(50分)
要求:使用PLC、变频器对电动机进行速度分段控制,当按下启动按钮后,电动机以15HZ 的频率运转,10s后电动机以35HZ的频率运转,再停10s后电机以50HZ的速度运行,按停止按钮电动机停止运行。
考核要求:1、写出元件的输入、输出分配表;2、画出PLC接线图并进行接线:3、画出梯形图;4、按照接线图进行安装接线;5、设置变频器参数(电机参数不
操成绩中酌情加分。
1、写出元件的输入、输出分配表;
2、画出PLC接线图;
3、画出梯形图(画在反面);。
技术比武评分标准电工
现场观察:操作者在操作开始,操作中及操作完毕、进行停送 电操作时,是否按规定进行瓦斯检查及规范操作,否则该项不 10分 √或× 得分 得分 2 (1)停断路器;(2)拉隔离开关;(3)执行开关闭锁; 挂“有人工作 禁止送电”的警示牌 2 2 2 2 40分 √或× 得分 2 1 2 2 2 2 2 1 2 2 1 1 2 2 1 1 2 2 2 2 2 2 2
14、接地螺栓螺母垫圈不允 接触良好 许涂绝缘物 15、接地芯线紧固合适 16、电源警示牌安装正确 17、防爆面涂油 18、电缆护套割口整齐 19、接线腔内清洁无杂物 接地芯线紧固,以压平弹垫,芯线不窜动为合格 现场检查安装不正确者不得分 操作完后,对接线盒防爆面均匀涂油者得分 割口无马蹄无锯齿 现场检查:腔内不清洁及杂物清除不彻底者不得分
1、密封圈合格
0
A、接线后紧固件的紧固程度 以抽拉电缆不窜动压紧螺栓齐全 为合格,但线嘴压紧应有余量,不亲口密封圈端面与器壁应严 2、进线嘴总件齐全,连接紧 密结合。 B、线嘴与密封圈之间应加金属垫圈(厚度不小于 固 2mm,外径与密封圈外径相同) C、压叠式线嘴压电缆的压紧 扁量不超过电缆外径的10% A、备用线嘴与密封圈之间应加不小于2mm厚度的钢垫板(挡 板直径比引入装置内径差不大于2mm) B、紧固程度:螺旋线 3、备用线嘴总件齐全,连接 嘴用手拧紧为合格,但不得出现乱扣,锈蚀等现象,压叠式线 紧固 嘴用手晃不动为合格 C、挡板放在密封圈外边,金属圈放在挡 板与线嘴之间。 4、电缆护套伸入室壁长度合 标准为:要求10mm, (标准为:5mm~15mm) 适 5、接线盒盖螺栓垫圈齐全, 以不缺螺栓、 弹垫及弹垫压平者为合格;螺栓松动或滑扣为不 紧固 合格。 6、防爆面无锈蚀及油漆 7、防爆面无人为严重划痕 8、防爆间隙合格 四、文明生产 1、设备卫生清理 设备外表无灰尘、油污 2、施工场地杂物清除干净彻 现场检查:清除不干净、不彻底者不得分 底 3、工具排放整齐 五、 安全 六、开关设置及整定计算 现场检查:排放不整齐者不得分 出现破皮伤者扣5分 如有锈迹用棉纱擦净后,留有呈青褐色氧化亚铁云状痕迹,用 手触摸无感觉者仍算合格,否则为失爆 划痕宽度与深度不大于0.5mm,长度应保证剩余无伤面,有 效长度不小于规定长度的2/3 防爆开关大盖防爆面间隙≤0.5mm,接线室防爆面间隙≤0.4mm, 接线盒防爆面间隙≤0.4mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
现场观察焊件得3~0分
3
⑻焊缝0~2mm
现场观察焊件得3~0分
3
⑼焊缝表面应保持原始状态,不许补焊、反修焊
现场观察焊件得3~0分
3
17.工件加工完毕后,应符合图纸要求。
现场测量焊件得20~0分
20
18.焊接强度检测:试件经锤击后出现断裂
出现断裂不得分
10
19.每节超时间1分钟±0.5分
±5分为限
合计 得分
2
4.点火前的准备:检查割矩各部及接头是否漏气
不检查不得分
2
5.点火时的气阀开启:先稍开氧气阀,再开乙炔阀
开启不正确不得分
2
6.预热火焰:预热火焰应采用中间火焰
火焰不对不得分
3
7.氧气压力调节:割件厚时,压力调节大,反之调节小
无调节动作不得分
2
8.气割速度:割件厚实运行速度稍慢,反之运行快,但快慢要适当
电气焊制作工艺比武评分标准
操作题目
按图纸加工制作
选手号码 操作组别 基础分 标准时间 考核项目 开赛时间 结束时间 时间得分
100分
60分钟 实际得分
实际操作
评分标准
分值
1.检查氧气、乙炔瓶之间的距离
不检查不得分
2
2.乙炔瓶应直立
卧放者不得分
3
3.气割防护准备:⑴配戴有色眼睛⑵穿好工作服及胶鞋
每缺一项扣1分
每缺一项扣1分
4
13.焊前准备:⑴检查电焊机导线及焊钳的完好性⑵检查无误后送电
每缺一项扣2分
2
14.焊条直径的选择:⑴工件厚≤5mm时选Ф3.2mm⑵工件厚≥8mm 时 根据工件厚度不经选
选Ф4mm
择或选择不对不得分
4
15.电流调节:⑴电流过大时,焊缝熔身大,焊缝低,两边出现咬边 ⑵电流过小时,焊缝窄而高,出现粗糙
运行速度不合适2~0分
2
9.割嘴离割件表面的距离:一般为3~5mm
距离不适当得2~0
2
10.停火:应先关乙炔阀,再关氧气阀,以防止发生回火和产生黑烟 关阀顺序不正确不得分
3
11.检查割件切口质量:⑴要切口平整,无熔渣⑵切口成一条直线,直 线度或圆滑度不超过±1mm
每项不合格扣2分
4
12.焊接防护准备:⑴配戴面罩⑵穿好工作服、胶鞋及戴好电焊手套
评审员签字
评审组长 签字
现场观察焊件 酌情得6~0分
6
⑴起点无伤痕,出现凹坑,深度≤2mm
现场观察焊件得3~0分
3
⑵焊缝无气孔
现场观察焊件得3~0分
3
⑶焊缝无夹渣
现场观察焊件得3~0分
3
⑷焊缝无焊瘤
现场观察焊件得3~0分
3
16.焊接质量 ⑸换接焊条处无
⑹焊接无烧穿
现场观察焊件得3~0分
3
⑺表面不出现裂纹和未熔合现象