游标卡尺校验记录表
量具内部校准规程
1、游标卡尺内部校准规程1目的对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于普通游标卡尺及带表游标卡尺的内部核准。
3校验基准外校合格的量块。
4环境条件室温5校验步骤检查卡尺测量接触面是否平整、干净、无污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
调校零位,或使指针对准零点。
取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《量具内部校验记录表》内。
允许误差范围根据不同卡尺的精度分为±、±。
测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±、±,将其平均值记录在《量具内部校验记录表》中。
可根据不同量程的卡尺选用不同的基准量块或组合进行校准;历次测量值与标准值之差,均在允许误差范围内,判校准合格;6校准周期每年一次7相关记录《量具内部校验记录表》2、千分尺内部校验规程1目的对千分尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于千分尺的内部校准。
3校验基准外校合格的标准量块。
4环境条件室温5校验步骤检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
扭动千分尺螺栓调校零位,使刻度对准零点。
根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。
每块量块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《量具内部校验记录表》内。
允许误差范围为±。
外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测量端张开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差范围内。
游标卡尺操作规程

4、环境条件:室温
5、校验步骤
检查卡尺测量接触面是否平整、干净、无污渍和锈迹,刻度是否清晰,推动表头是否平稳、平滑。
Байду номын сангаас调校零位,或使指针对准零点。
取2~3块任意基准量块进行度量,量块被测面要干净、平整。每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。允许误差范围根据不同卡尺的精度分为±0.01mm、±0.02mm。
否则量爪若在错误位置上将使测量结果把卡尺的活动量爪张开使量爪能自由地卡进工件把零件贴靠在固定量爪上然后移动尺框用轻微的压力使活动量爪接触零件锁紧调节螺母读取尺寸
游标卡尺校准规程
编号
批号
日期
1、目的
对游标卡尺进行校准,确保其准确性和适用性保持完好。
2、范围
本规程适用于适用于游标卡尺(包括长爪内测游标卡尺、深度游标卡尺等)的内部核准。
历次测量值与标准值之差,均在允许误差范围内,判校准合格;
6、校准周期:每年一次
7、相关记录:《检测设备校验记录表》
编写人
审核人
批准人
游标卡尺操作规程
编号
批号
日期
1、目的
对游标卡尺操作,确保其操作的准确性。
2、范围
本规程适用于适用于普通游标卡尺(包括长爪内测游标卡尺、深度游标卡尺等)。
3、操作步骤
测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。这个过程称为校对游标卡尺的零位。
测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。测量值与标准值根据不同卡尺的精度分为±0.01mm、±0.02mm,将其平均值记录在《检测设备校验记录表》中。
游标卡尺的测量误差与校准
游标卡尺的测量误差与校准作者:王丽丽来源:《中国科技博览》2013年第31期[摘要]文章阐述了游标卡尺的测量误差,以及分析产生测量误差的原因。
阐述校准的步骤和注意事项。
[关键词]游标卡尺测量误差测量结果校准中图分类号:TB52+1 文献标识码:TB 文章编号:1009―914X(2013)31―0579―01游标量具是机械制造业中应用十分广泛的量具,可测量内外尺寸、高度、深度以及齿厚等。
游标量具按用途分一般有游标卡尺、高度游标卡尺、深度游标卡尺和齿厚游标卡尺等。
在此,我们主要谈谈游标卡尺。
一、游标卡尺的结构及缺陷游标卡尺按外形分为三用卡尺、二用卡尺、双面卡尺、单面卡尺、无视卡尺、大尺寸卡尺、带表卡尺和电子卡尺。
主要由尺身、尺框和内外量卡构成,尺身的主尺刻度为毫米整数,是利用尺身刻线间距与游标刻线间距差来进行小数读数。
游标卡尺的精度不同,游标分度值也就不同。
为了操作方便,游标卡尺尺身与尺框之间配合为间隙配合,它们在结构上存在共同的缺点:1、因游标刻线面与主尺刻线面有一定的距离,易产生视差。
而且游标卡尺本来存在阿贝误差。
2、没有稳定测量力的装置,操作者用力不同,会使测量结果因测量力的不同而不同。
3、尺身、尺框间隙配合量大小直接影响测量结果的精度。
二、游标卡尺的测量误差首先,游标卡尺的测量误差除了刻线误差外,尚有游标卡尺受力使尺框发生倾斜所引起的示值误差。
游标卡尺在测量时的受力状态。
如图1—1图1—1卡尺受力状况在用游标卡尺进行测量时,夹在尺身和尺框量爪之间的被测量力与千分尺的不同,卡尺没有控制测量力的装置,它将随着使用者的不同而有所差异。
量爪平面度误差将直接反映在测量结果中,通常规定两个量爪的平面度公差相等,因此由它引起的测量误差为△X3=△=0.0028,式中△为量爪的平面度公差:0.002mm。
两量爪测量面的平行度误差也直接反映在测量结果中,它通常以两量爪测量面闭合时的最大间隙作为度量,由此引起的测量误差为△X4=△,式中△为两量爪测量面闭合后的最大间隙,允差为0.06mm测量力引起的变形产生的误差。
卡尺内校作业指导书
卡尺内校作业指导书1.目的确保校准结果的准确性,使校准作业规范化。
2.范围本标准适用于本公司现有各种类型之卡尺,包括高度尺、游标卡尺、带表卡尺。
电子数显卡尺。
3.定义无4.权责卡尺保管人:负责所属卡尺维护和保养。
品保部:卡尺专用量块的维护和保养。
校验人:卡尺内校结果的记录和校验标识标签的确认。
5.作业流程图:略6. 作业内容说明:6.1 卡尺结构:(见下页)6.1.1游标卡尺结构如下图所示。
6.1.2 电子数显卡尺结果如下图所示。
6.1.3 带表卡尺结构如下图所示。
6.1.4 电子数显深度卡尺结构如下图所示。
6.2 校准基准:标准量块(外校合格的标准件)。
6.3 校准环境及周期:温度20+/-5℃、湿度≤80%RH,静置2小时以上,校准周期为半年。
6.4 校准步骤:6.4.1 校准前:①目测尺身、量爪、深度测量杆是否有弯曲变形;②检验游尺与本尺全程滑动时是否顺畅;③归零后,目测观察内外径的测量面是否完全密合;④检查深度测量杆的磨损状况;⑤检查影响测量内外径的测量面是否完全密合⑥紧固螺丝的作用是否有效;⑦带表卡尺需检查卡尺指针运动是否平稳、灵活。
⑧电子数显类卡尺需检验数字显示是否平稳、灵敏。
6.4.2 校验中:①将适当的标准量块(外校合格的标准件)放在平台上对卡尺进行校正;②0-150mm测量范围内的卡尺,其校正件受检点为:51.2mm、101.2mm、121.8mm,每点校正两次,取平均值;③150-300mm测量范围内的卡尺,其校正件受检点为:101.2mm、191.8mm、291.8mm,每点校正两次,取平均值;④300mm以上测量范围内的卡尺,其校正件受检点为:10mm、20mm、51.2mm、101.2mm、191.8mm、291.8mm,每点校正两次,取平均值;⑤选择20mm深的标准量块,对卡尺深度进行校验;⑥选择合适内径物,用多把卡尺进行对比;⑦取用标准量块时,须戴好手套,并小心不可将其掉落地上;⑧将量测读数值减去标准量块值即为误差值。
内部校准规程

1、游标卡尺内部校准规程1目的对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于普通游标卡尺及带表游标卡尺的内部核准。
3校验基准外校合格的量块。
4环境条件室温5校验步骤5.1检查卡尺测量接触面是否平整、干净、无污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
5.2调校零位,或使指针对准零点。
5.3取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围根据不同卡尺的精度分为±0.01mm、±0.02mm。
5.4测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±0.01mm、±0.02mm,将其平均值记录在《检测设备校验记录表》中。
5.5可根据不同量程的卡尺选用不同的基准量块或组合进行校准;5.6历次测量值与标准值之差,均在允许误差范围内,判校准合格;6校准周期每年一次7相关记录《检测设备校验记录表》2、千分尺内部校验规程1目的对千分尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于千分尺的内部校准。
3校验基准外校合格的标准量块。
4环境条件室温5校验步骤5.1检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
5.2扭动千分尺螺栓调校零位,使刻度对准零点。
5.3根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。
每块量块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围为±0.01mm。
5.4外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测量端张开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差范围内。
测量仪器校验记录表
用游标卡尺去测量锻铸件毛坯或精度要求很高的尺寸,都是不合理的。 前者容易损坏量具,后者测量精度达不到要求,因为量具都有一定的示值误差。 游标读数值 示值总误差
0.02 ±0.02 0.05 ±0.05 0.10 ±0.10
游标卡尺的示值误差,就是游标卡尺本身的制造精度,不论你使用得怎样正确,卡尺本身就可能产生这 些 例误如差,。用游标读数值为0.02mm的0~125mm的游标卡尺(示值误差为±0.02mm),测量 50mm的轴时,若游 标卡尺上的读数为50.00mm,实际直径可能是 50.02mm,也可能是 49.98mm。这不是游标尺的使用方法上 有什么问题,而是它本身制造精度所允许产生的误差。 四 游标卡尺的使用方法 量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事 故,对国家造成不必要的损失。所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得 正确的测量结果,确保产品质量。 使用游标卡尺测量零件尺寸时,必须注意下列几点: 1 测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应 无明显的间隙,同时游标和主尺的零位刻线要相互对准。这个过程称为校对游标卡尺的零位。 2 移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象。用固定螺钉固定尺框时,卡尺的读 数不应有所改变。在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了。 3 当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能歪斜。 测量沟槽时,应当用量爪的平面测量刃进行测量,尽量避免用端部测量刃和刀口形量爪去测量外尺寸。 而 4 当对测于量圆零弧件形的沟内槽尺尺寸寸时,:则要应使当量用爪刃分口开形的量距爪离进小行于测所量测,内不尺应寸当,用进平入面零形件测内量孔刃后进,行再测慢量慢。张开并轻轻接 触零件内表面,用固定螺钉固定尺框后,轻轻取出卡尺来读数。取出量爪时,用力要均匀,并使卡尺沿 着孔的中心线方向滑出,不可歪斜,免使量爪扭伤;变形和受到不必要的磨损,同时会使尺框走动,影 响 5 用测下量量精爪度的。外测量面测量内尺寸时,在读取测量结果时,一定要把量爪的厚度加上去。即游标卡尺上的 读数,加上量爪的厚度,才是被测零件的内尺寸。 6 用游标卡尺测量零件时,不允许过分地施加压力,所用压力应使两个量爪刚好接触零件表面。如果测量 压力过大,不但会使量爪弯曲或磨损,且量爪在压力作用下产生弹性变形,使测量得的尺寸不准确(外尺 寸小于实际尺寸,内尺寸大于实际尺寸)。 在游标卡尺上读数时,应把卡尺水平的拿着,朝着亮光的方向,使人的视线尽可能和卡尺的刻线表面垂 直,以免由于视线的歪斜造成读数误差。 7 为了获得正确的测量结果,可以多测量几次。 即在零件的同一截面上的不同方向进行测量。对于较长零件,则应当在全长的各个部位进行测量,务使 获得一个比较正确的测量结果。 为了便于记忆,更好的掌握游标卡尺的使用方法,把上述提到的几个主要问题, 整理成顺口溜: 量爪贴合无间隙,主尺游标两对零。 尺框活动能自如,不松不紧不摇晃。 测力松紧细调整,不当卡规用力卡。 量轴防歪斜,量孔防偏歪, 测量内尺寸,爪厚勿忘加。 面对光亮处,读数垂直看。
校验记录表格
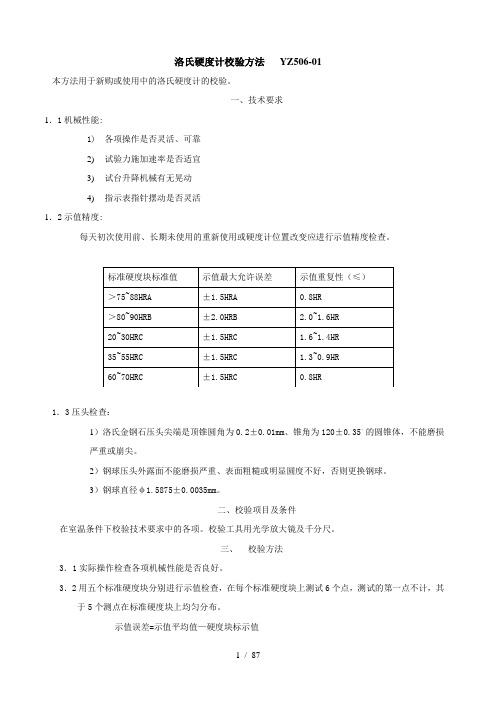
洛氏硬度计校验方法YZ506-01本方法用于新购或使用中的洛氏硬度计的校验。
一、技术要求1.1机械性能:1) 各项操作是否灵活、可靠2)试验力施加速率是否适宜3)试台升降机械有无晃动4)指示表指针摆动是否灵活1.2示值精度:每天初次使用前、长期未使用的重新使用或硬度计位置改变应进行示值精度检查。
1.3压头检查:1)洛氏金钢石压头尖端是顶锥圆角为0.2±0.01mm、锥角为120±0.35。
的圆锥体,不能磨损严重或崩尖。
2)钢球压头外露面不能磨损严重、表面粗糙或明显圆度不好,否则更换钢球。
3)钢球直径φ1.5875±0.0035mm。
二、校验项目及条件在室温条件下校验技术要求中的各项。
校验工具用光学放大镜及千分尺。
三、校验方法3.1实际操作检查各项机械性能是否良好。
3.2用五个标准硬度块分别进行示值检查,在每个标准硬度块上测试6个点,测试的第一点不计,其于5个测点在标准硬度块上均匀分布。
示值误差=示值平均值—硬度块标示值示值重复性=示值最大值—示值最小值3.3用光学放大镜检查金钢石压头和钢球压头表面质量3.4用千分尺量测钢球直径。
四、校验结果处理全部校验项目均符合技术要求为合格。
五、校验周期校验周期为12个月或使用前校验。
通知各项目试验室:铁路信息网发布的《工程试验仪器校验检验方法》(TGX001-086-2008)从2009年1月1日执行,原《工程试验专用仪器校验方法》(TGX001-060-2006)作废。
新方法中所涉及的自校用计量器具如下,各项目试验室必配的有第1、2、3、4、8(其中适用的)、15、22、26项,其它项可根据需要购置并送检后使用。
校验用计量器具:1、秒表:分度值0.1S2、塞尺:量程1.0-2.5mm3、游标卡尺:①量程300mm,分度值0.02mm②量程150mm,分度值0.01mm4、直角尺:量程大于300mm,分度值1 mm5、弧度板6、砝码:①300g,②四等200g7、电子计时表8、标准温度计:①0-400℃,②10-200℃,0.5℃,③0-100℃,0.1℃,④负50-50℃,0.5℃9、电笔10、刻度放大镜:放大倍数40倍,测量精度0.0111、钢直尺:量程500mm,分度值0.1mm12、天平:①量程2000g,分度值0.1g②量程10kg,感量1g13、台秤:100kg,分度值50g14、案秤:10kg,分度值5g15、万能角度尺:量程360度,分度值1分16、声级计:误差小于正负2dB(A)17、二级机械式测振仪:维勃稠度仪用18、钢卷尺:2m长19、角度规:量程180度,分度值0.2度20、干湿温度计:量程50℃,分度值0.5℃21、标准块22、框式水平仪23、外径千分尺:分度值0.001mm24、角尺25、读数显微镜:量程6mm,分度值0.01mm26、直尺:量程大于300mm,分度值0.1mm计试中心2009年1月10日雷氏膨胀测定仪校验记录TGX002-2008校验编号:________雷氏夹校验记录TGX003-2008校验编号:________水泥抗压夹具校验记录TGX005-2008校验编号:________水泥沸煮箱校验记录TGX004-2008校验编号:__________净浆标准稠度与凝结时间测定仪校验记录校(检)验证书_______字第_______号仪器名称_______________________________________________型号_______________________________________________制造厂_______________________________________________出厂编号_______________________________________________送校(检)单位____________________________________________校(检)验结论____________________________________________校(检)验日期年月日校(检)验周期个月有效日期年月日至年月日校(检)验员核验员技术负责人校(检)验单位(章)水泥标准筛校验记录透气法比表面积仪检定记录胶砂试模校验记录水泥胶砂流动度测定仪校验记录光电式液塑限联合测定仪TGX041-2008校验编号________土工用环刀校验记录TGX040-2008校验编号________土工电动及手动击实仪校验记录TGX043-2008校验编号________无侧限抗压试模校验记录TGX045-2008校验编号________相对密度仪校验记录TGX046-2008校验编号____________路面弯沉仪校验记录TGX074-2008校验编号____________新型路面水分渗透仪校验记录TGX075-2008校验编号____________动力触探(标准贯入)仪校验记录TGX077-2008校验编号____________灌砂仪校验记录TGX047-2008校验编号________沥青针入度仪校验记录TGX061-2008校验编号________TGX062-2008校验编号________TGX063-2008校验编号_________沥青蜡含量测定仪校验记录TGX064-2008校验编号_________沥青薄膜加热烘箱校验记录TGX065-2008校验编号_________沥青脆点仪器校验记录TGX066-2008校验编号_________沥青混合料自动拌合机校验记录TGX067-2008校验编号_________沥青含量快速抽提仪校验记录TGX068-2008校验编号_________马歇尔电动击实仪校验记录TGX069-2008校验编号_________沥青混合料车辙试验机校验记录TGX070-2008校验编号_________沥青软化点仪校验记录校验编号_________恒温水浴锅校验记录TGX071-2008校验编号_________电热鼓风干燥箱校验记录TGX080-2008校验编号__________坍落度筒、捣棒校验记录TGX020-2008校验编号________________试模校验记录TGX029-2008校验编号__________TGX030-2008校验编号__________TGX031-2008校验编号__________砂浆稠度仪校验记录TGX021-2008校验编号__________砂浆分层度仪校验记录TGX022-2008校验编号__________试验室用混凝土搅拌机校验记录TGX023-2008校验编号__________试验室用砂浆搅拌机校验记录TGX024-2008校验编号__________混凝土碳化深度仪校验记录TGX038-2008校验编号__________混凝土电通量测量仪校验记录TGX039-2008校验编号__________TGX007-2008校验编号_________TGX008-2008校验编号_________。
游标卡尺内部校准规程

1游标卡尺内部校准规程1目的:对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2范围:适用于普通游标卡尺及带表游标卡尺的内部核准。
3校验基准:外校合格的量块。
4环境条件:室温5校验步骤5.1检查卡尺测量接触面是否平整、干净、无污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
5.2调校零位,或使指针对准零点。
5.3取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围根据不同卡尺的精度分为±0.01mm、±0.02mm。
5.4测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±0.01mm、±0.02mm,将其平均值记录在《检测设备校验记录表》中。
5.5可根据不同量程的卡尺选用不同的基准量块或组合进行校准;5.6历次测量值与标准值之差,均在允许误差范围内,判校准合格;6校准周期:每年一次7相关记录《检测设备校验记录表》2千分尺内部校验规程1目的:对千分尺进行内部校准,确保其准确度和适用性保持完好。
2范围:适用于千分尺的内部校准。
3校验基准:外校合格的标准量块。
4环境条件:室温5校验步骤5.1检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
5.2扭动千分尺螺栓调校零位,使刻度对准零点。
5.3根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。
每块量块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围为±0.01mm。
5.4外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测量端张开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差范围内。