BS EN 14640-2005 焊接消耗品.铜和铜合金熔焊用实心焊丝和焊棒.分类
各种材料的钎焊
各种材料的钎焊 Last revised by LE LE in 2021中国焊接服务平台:中国焊接服务平台博客:各种材料的钎焊一、碳钢和低合金钢的钎焊 1、钎焊材料(1)钎料碳钢和低合金钢的钎焊包括软钎焊和硬钎焊。
软钎焊中应用量广的钎料是锡铅儿料,这种钎料对钢的润湿性随含锡量的增加而提高,因而对密封接头宜采用含锡量高的钎料。
锡铅钎料中的锡与钢在界面上可能形成FeSn2金属间化合物层,为避免该层化合物的形成,应适当控制钎焊温度和保温时间。
几种典型的锡铅钎料钎焊的碳钢接头的抗剪强度如表1所示,其中以w(Sn)为50%的钎料钎焊的接头强度最高,不含锑的钎料所焊的接头强度比含锑的高。
表1 锡铅钎料钎焊的碳钢接头的抗剪强度碳钢和低合金钢硬钎焊时,主要采用纯铜、铜锌和银铜锌钎料。
纯铜熔点高,钎焊时易使母材氧化,主要用于气体保护钎焊和真空钎焊。
但应注意的是钎焊接头间隙宜小于0.05mm,以免产生因铜的流动性好而使接头间隙不能填潢的问题。
用纯铜钎焊的碳钢和低合金钢接头具有较高的强度,一般抗剪强度在150~215MPa,而抗拉强度分布在170~340MPa之间。
与纯铜相比,铜锌钎料因Zn的加入而使钎料熔点降低。
为防止钎焊时Zn的蒸发,一方面可在铜锌钎料中加入少量的Si;另一方面必须采用快速加热的方法,如火焰钎焊、感应钎焊和浸沾钎焊等。
采用铜锌钎料钎焊的碳钢和低合金钢接头都具有较好的强度和塑性。
例如用B-Cu62Zn钎料钎焊的碳钢接头抗拉强度达420MPa,抗剪强度达290MPa,银铜站钎料的熔点比铜锌钎料的熔点还低,便于针焊的操作。
这种钎料适用于碳钢和低合金钢的火焰钎焊、感应钎焊和炉中钎焊,但在炉中钎焊时应尽量降低Zn的含量,同时应提高加热速度。
采用银铜锌钎料钎焊碳钢和低合金钢,可获得强度和塑性均较好的接头,具体数据列于表2中。
表2 银铜锌钎料钎焊的低碳钢接头的强度(2)钎剂钎焊碳钢和低合金钢时均需使用钎剂或保护气体。
常见焊条焊丝成分表
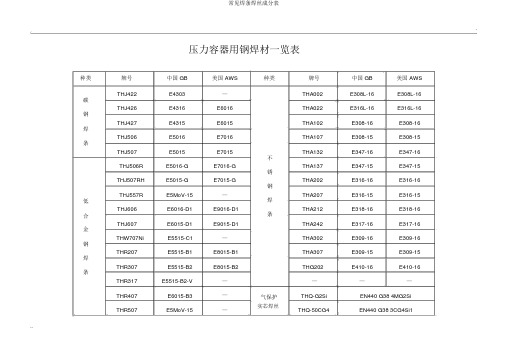
.压力容器用钢焊材一览表种类牌号中国 GB美国 AWS 碳THJ422E4303—钢THJ426E4316E6016焊THJ427E4315E6015条THJ506E5016E7016THJ507E5015E7015THJ506R E5016-G E7016-GTHJ507RH E5015-G E7015-GTHJ557R E5MoV-15—低THJ606E6016-D1E9016-D1合金THJ607E6015-D1E9015-D1钢THW707Ni E5515-C1—焊THR207E5515-B1E8015-B1条THR307E5515-B2E8015-B2THR317E5515-B2-V—THR407E6015-B3—THR507E5MoV-15—种类不锈钢焊条气保护实芯焊丝牌号中国 GB美国 AWSTHA002E308L-16E308L-16THA022E316L-16E316L-16THA102E308-16E308-16THA107E308-15E308-15THA132E347-16E347-16THA137E347-15E347-15THA202E316-16E316-16THA207E316-15E316-15THA212E318-16E318-16THA242E317-16E317-16THA302E309-16E309-16THA307E309-15E309-15THG202E410-16E410-16———THQ-G2Si EN440 G38 4MG2SiTHQ-50CG4EN440 G38 3CG4Si1型号牌号GBTHT49-1ER49-1THT-10MnSi ER50-GTHT50-6ER50-6〔 TIG-J50 〕THT55-B2ER55-B2THT55-B2V ER55-GTHT-307H09Cr21Ni9Mn4Mo THS-307THT-307SiH10Cr21Ni10Mn6Si1 THS-307SiTHT-308H08Cr21Ni10Si THS-308THT-308LH03Cr21Ni10Si THS-308LTHT-308LSiH03Cr21Ni10Si1 THS-308LSiTHT-309H12Cr24Ni13Si THS-309THT-309MoH12Cr24Ni13Mo2 THS-309MoTHT-309LH03Cr24Ni13Si THS-309L类型碳钢焊丝珠光体耐热钢焊丝不锈钢焊丝.氩弧焊焊丝主要用途用于船舶、石化、核等高压管的对接及角焊用于薄板及打底焊接构造用于管道、平板等需作抛光度正确时的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设施构造的焊接用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设施构造的焊接用于防弹钢、覆面不锈钢及碳钢异材的焊接用于高锰钢、硬化性耐磨钢及非磁性钢的焊接用于 308、 301、304 等不锈钢构造的焊接用于 304L 、 308L 等不锈钢构造的焊接用于改良填补金属的工艺性、焊接操作性及流动性用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接用于 Cr22Ni12Mo2复合钢以及异种钢的焊接用于 309S、 1Cr13、 1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接. THT-309LSi用于 309 型不锈钢以及 304 型不锈钢与碳钢的焊接H03Cr24Ni13Si1THS-309LSiTHT-309LMo用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接H03Cr24Ni13Mo2THS-309LMoTHT-310用于高温条件下工作的耐热钢以及1Cr5Mo 、 1Cr13 等不可以进行预热及后热办理的焊接H12Cr26Ni21SiTHS-310THT-312用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔状况的焊接H15Cr30Ni9THS-312THT-316用于磷酸、亚硫酸、醋酸及盐类腐化介质构造的焊接H08Cr19Ni12Mo2SiTHS-316THT-316L用于尿素、合成纤维等构造及不可以进行热办理的铬不锈钢及复合钢的焊接H03Cr19Ni12Mo2SiTHS-316LTHT-316LSi用于同样种类不锈钢以及复合钢构造的焊接H03Cr19Ni12Mo2Si1THS-316LSiTHT-317用于重要的耐腐化化工容器的焊接H08Cr19Ni14Mo3THS-317THT-317L用于重要的耐腐化化工容器的焊接H03Cr19Ni14Mo3THS-317LTHT-321用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr19Ni10TiTHS-321THT-347用于 304、 321、347 型不锈钢以及耐热钢的焊接H08Cr20Ni10NbTHS-347THT-410用于 410、 420 型不锈钢以及耐蚀耐磨表面的堆焊H12Cr13THS-410THT-420用于 Cr13 马氏体不锈钢耐腐化性资料的堆焊H31Cr13THS-420THT-430用于腐化〔硝酸〕、耐热同种类不锈钢表面堆焊H10Cr17THS-430THT-2209用于含 Cr22% 双相不绣钢的焊接H03Cr22Ni8Mo3NTHS-2209.碳钢焊条型号牌号GBJ421E4313 THJ421X E4313 THJ421Fe18E4324 THJ422E4303 THJ422GM E4303THJ423E4301E4310 THJ425XE4311熔敷金属化学成分〔 %〕〔≤〕熔敷金属力学性能〔≥〕C MnSi S PRm A AKV其余MPa MPa%J355440/220℃—57047330420170℃—27330420170℃—47330420220℃—27330420220℃—2733042022-20℃—2733042022-30℃—27特色与用途焊接低碳钢构造,特别合用于薄板小件及短焊缝的中断焊和盖面焊。
焊接标准目录
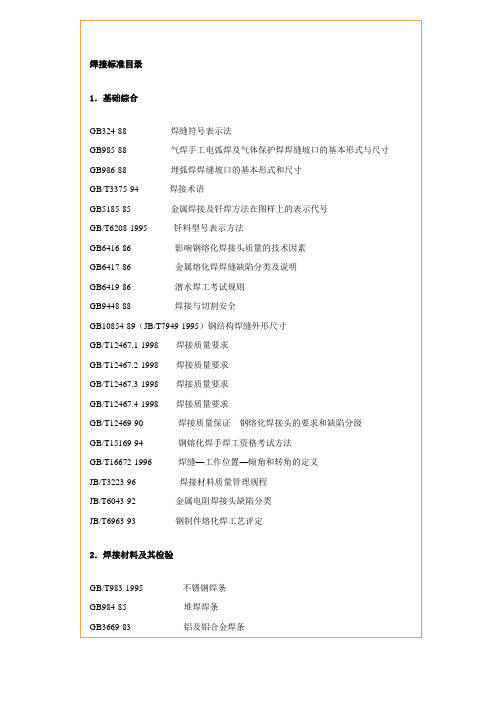
焊接标准目录1.基础综合GB324-88 焊缝符号表示法GB985-88 气焊手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB986-88 埋弧焊焊缝坡口的基本形式和尺寸GB/T3375-94 焊接术语GB5185-85 金属焊接及钎焊方法在图样上的表示代号GB/T6208-1995 钎料型号表示方法GB6416-86 影响钢熔化焊接头质量的技术因素GB6417-86 金属熔化焊焊缝缺陷分类及说明GB6419-86 潜水焊工考试规则GB9448-88 焊接与切割安全GB10854-89(JB/T7949-1995)钢结构焊缝外形尺寸GB/T12467.1-1998 焊接质量要求GB/T12467.2-1998 焊接质量要求GB/T12467.3-1998 焊接质量要求GB/T12467.4-1998 焊接质量要求GB/T12469-90 焊接质量保证钢熔化焊接头的要求和缺陷分级GB/T15169-94 钢熔化焊手焊工资格考试方法GB/T16672-1996 焊缝—工作位置—倾角和转角的定义JB/T3223-96 焊接材料质量管理规程JB/T6043-92 金属电阻焊接头缺陷分类JB/T6963-93 钢制件熔化焊工艺评定2.焊接材料及其检验GB/T983-1995 不锈钢焊条GB984-85 堆焊焊条GB3669-83 铝及铝合金焊条GB/T3670-1995 铜及铜合金焊条GB/T5117-1995 碳钢焊条GB/T5118-1995 低合金钢焊条GB/T13814-92 镍及镍合金焊条JB/T6964-93 特细碳钢焊条GB3731-83 涂料焊条效率,金属回收率和熔敷系数的测定GB/T3965-1995 熔敷金属中扩散氢测定方法JB/T7853-95 铬镍奥氏体不锈钢焊缝金属中铁素体数的测量JB/T8423-96 电焊条焊接工艺性能评定方法GB/T8110-1995 气体保护电弧焊用碳钢,低合金钢焊丝GB9460-88 铜及铜合金焊丝GB10044-88 铸铁焊条及焊丝GB10045-88 碳钢药芯焊丝GB10858-89 铝及铝合金焊丝GB/T15620-1995 镍及镍合金焊丝GB5292-85(JB/T7948-95)熔炼焊剂系列化学分析方法GB5293-85 碳素钢埋弧焊用焊剂GB12470-90 低合金钢埋弧焊用焊剂GB3131-88 锡铅焊料GB/T6418-93 铜基钎料GB10046-88 银基钎料GB10859-89 镍基钎料GB/T13679-92 锰基钎料GB/T13815-92 铝基钎料GB/T15829.1-1995 软钎焊用钎剂分类标记与包装GB/T15829.2-1995 软钎焊用钎剂树脂类钎剂GB/T15829.3-1995 软钎焊用钎剂有机物类钎剂GB/T15829.4-1995 软钎焊用钎剂无机物类钎剂JB/T6045-92 硬钎焊用钎剂GB11364-89 钎料铺展性及填缝性试验方法JB/T7520-94 铜磷钎料系列化学分析方法JB3168-82 喷焊合金粉末技术条件JB3169-82 喷焊合金粉末硬度粒度测定JB3170-82 喷焊合金粉末化学成分分析方法3.焊接接头及焊缝的试验与检验GB2649-89 焊接接头机械性能试验取样方法GB2650-89 焊接接头冲击试验方法GB2651-89 焊接接头拉伸试验方法GB2652-89 焊缝及熔敷金属拉伸试验方法GB2653-89 焊接接头弯曲及压扁试验方法GB2654-89 焊接接头及堆焊金属硬度试验方法GB2655-89 焊接接头应变时效敏感性试验方法GB2656-81 焊缝金属及焊接接头的疲劳试验法GB3323-87 钢熔化焊对接接头射线照相及质量分级GB4675.1-84 焊接性试验斜Y型坡口焊接裂纹试验方法GB4675.2-84 焊接性试验搭接接头(CTS)焊接裂纹试验方法GB4675.3-84 焊接性试验T型接头焊接裂纹试验方法GB4675.4-84 焊接性试验压板对接(FISCO)焊接裂纹试验方法GB4675.5-84 焊接性试验焊接热影响区最高硬度试验方法GB5618-85(JB/T7902-95)线型象质计GB7032-86 T型角焊接头弯曲试验方法GB8619-88 钎缝强度试验方法GB9446-88 焊接用插销冷裂纹试验方法GB9447-88 焊接接头疲劳裂纹扩展速率试验方法GB11345-89 钢焊缝手工超声波探伤方法及探伤结果分级GB11363-89 钎焊接头强度试验方法GB/T12605-90 钢管环缝熔化焊对接接头射线透照工艺和质量分级GB/T13450-92 对接焊接头宽板拉伸试验方法GB/T13816-92 焊接接头脉动拉伸疲劳试验方法GB/T13817-92 对接接头钢性拘束焊接裂纹试验方法GB/T15111-94 点焊接头剪切拉伸疲劳试验方法GB/T15747-1995 正面角焊缝接头拉伸试验方法GB/T15830-1995 钢制管道对接环焊缝超声波探伤方法和结果的分级JB4291-86 焊接接头裂纹张开位移(COD)试验方法JB/T5104-91 焊接接头脆性破坏的评定JB/T6044-92 焊接接头疲劳裂纹扩展速率侧槽试验方法JB/T6061-92 焊缝磁粉检验方法和缺陷磁痕的分级JB/T6062-92 焊缝渗透检验方法和缺陷磁痕的分级JB/T6966-93 钎缝外观质量评定方法JB/T7716-95 焊接接头四点弯曲疲劳试验方法JB/T7717-95 焊接接头ECO试验方法4.焊接工艺方法及工装辅具JB4251-86 摩擦焊接通用技术条件JB/T6046-92 碳钢低合金钢焊接构件焊后热处理方法JB/T6965-93 焊接操作机JB/T6967-93 电渣焊通用技术条件JB/Z261-86 钨极惰性气体保护焊工艺方法JB/Z286-87 二氧化碳气体保护焊工艺规程ZBJ33 002-90 焊接变位机ZBJ33 003-90 焊接滚轮架5.切割GB5107-85 焊接和切割用软管接头GB5108-85(JB/T7947-1995)等压式焊炬割炬GB10860-89(JB/T7950-1995)快速割嘴JB3092-82 火焰切割面质量技术要求JB5101-91 气割机用割炬JB/T5102-91 坐标式气割机JB6104-92 摇臂仿形气割机JB/T6968-93 便携式微型焊炬JB/T6969-93 射吸式焊炬JB/T6970-93 射吸式割炬JB/T7436-94 小车式气割机JB/T7437-94 干式回火保险器JB/T7438-94 空气等离子弧切割机ZBJ59 002.1—88 热切割方法和分类ZBJ59 002.2—88 热切割术语和定义ZBJ59 002.3—88 热切割气割质量和尺寸偏差ZBJ59 002.4—88 热切割等离子弧切割,质量和尺寸偏差ZBJ59 002.5—88 热切割气割表面质量样板打印本页| 关闭窗口。
大西洋铜及铜合金焊丝使用说明
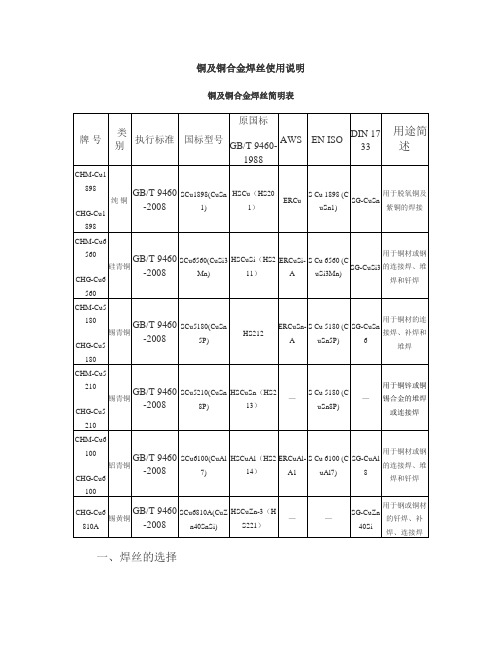
铜及铜合金焊丝使用说明铜及铜合金焊丝简明表一、焊丝的选择选用铜及铜合金焊丝时,除了满足对焊丝的一般焊接工艺性能、冶金性能要求外,最重要的是控制其中杂质的含量和提高其脱氧能力,防止焊缝出现热裂纹及气孔等缺陷。
焊接紫铜用焊丝主要加入了Si、Mn、P等脱氧元素,对导电性要求高的紫铜焊件,不宜选用含P焊丝。
在黄铜焊丝中加Si可以防止Zn的蒸发、氧化,提高熔池金属的流动性、抗裂性及耐蚀性。
加入Al可作合金剂,同时可脱氧和细化焊缝组织,提高接头塑性、耐蚀性。
焊丝中加入Fe可提高焊缝的强度、硬度和耐磨性,但塑性有所降低。
Sn加入焊丝中可提高熔池金属的流动性,改善焊丝的工艺性能。
在焊丝中加入单个或复合元素Ti、Zr、B可以起到脱氧及细化焊缝组织的效果,在气体保护焊中得到了很好的应用。
纯铜焊接时可以选择含Si、Mn、P和Sn的(SCu1898)焊丝,以避免焊缝产生热裂纹和气孔。
焊接青铜时首选同质青铜焊丝,但有时选择铝青铜焊丝焊接其它青铜(如硅青铜)也能保证接头的力学性能。
惰性气体保护焊焊接黄铜时,为了防止Zn的大量蒸发,应避免选用黄铜焊丝,改选用硅青铜焊丝,Si可抑制Zn的烧损,可获得较好的结果。
二、气体选择铜及铜合金的MIG和TIG焊用气体为纯氩气、纯氦气或氩气-氦气混合气体。
气体纯度通常要求在99.99%以上,否则容易出现气孔。
三、焊接缺陷及防止方法铜及铜合金的焊接过程中出现的主要是气孔、裂纹、未熔合、咬边和夹渣等缺陷。
1、气孔产生原因:铜焊接气孔主要是氢进入焊接熔池而形成的。
氢来源有:母材、焊丝、保护气体、送丝机构、焊工的手套和环境湿度太高等,如焊丝被污染、材料及焊丝本身的氧化膜、送丝机构上有油污或冷凝汗渍等。
预防措施:a.材料及焊丝内的含氢量≤0.4mL/100g;b.焊件表面应去除油污及氧化膜,存放时间不超过4h。
表面清理后应用干燥、洁净、不起毛的物件覆盖坡口及两侧;c.焊丝尽量使用抛光焊丝,不然处理方法同上;d.保护气体内杂质含量:H2≤0.001%、O2≤0.02%、N2≤0.01%、H2O≤0.0 2%。
焊接材料焊丝培训资料

焊接材料焊丝培训资料1.1 焊丝分类按制造方法可分为实芯焊丝和药芯焊丝两大类,其中药芯焊丝又可分为气保护和自保护两种。
按焊接工艺方法可分为埋弧焊焊丝、气保焊焊丝、电渣焊丝、堆焊焊丝和气焊焊丝等。
按被焊材料的性质又可分为碳钢焊丝、低合金钢焊丝、不锈钢焊丝、铸铁焊丝和有色金属 焊丝等。
2.3.2 实芯焊丝实芯焊丝是热轧线材经拉拔加工而成的。
产量大而合金元素含量少的碳钢及低合金钢线材,常采用转炉冶炼;产量小而合金元素含量多的线材多采用电炉冶炼,分别经开坯、轧制而成。
为了防止焊丝生锈,除不锈钢焊丝外都要进行表面处理。
目前主要是镀铜处理,包括电镀、浸铜及化学镀铜等方法。
不同的焊接方法应采用不同直径的焊丝。
埋弧焊时电流大,要采用粗焊丝,焊丝直径在2.4~6.4mm;气保焊时,为了得到良好的保护效果,要采用细焊丝,直径多为0.8~1.6mm 。
1.埋弧焊用焊丝埋弧焊接时,焊缝成分和性能主要是由焊丝和焊剂共同决定的。
另外,埋弧焊接时焊接电流大,熔深大,母材熔合比高,母材成分的影响也大,所以焊接规范变化时,也会给焊缝成分和性能带来较大影响。
埋弧焊焊丝的选择既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合F 也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求指标及焊接规范大小的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
低碳钢用焊丝 由于焊缝中合金成分不多,故可采用焊丝渗合金,也可采用焊剂渗合金。
通过焊剂向焊缝中过渡时,有利于改善焊缝的抗热裂纹能力和抗气孔性能;通过焊丝向焊缝中过渡时,有利于提高焊缝的低温韧性。
焊接低碳钢时多采用低碳焊丝(H08A 等),当母材含碳量较高或强度要求较高、而对焊缝韧性要求不高时,也可采用含碳量较高的焊丝,如H15A 或H15Mn 等。
高强度钢用焊丝 根据对焊缝强度级别和韧性的要求,分别采用不同成分的焊丝。
焊材复验标准2005-1-26

焊接材料入厂检验程序规定1.主题内容与适用范围本程序规定了焊接材料复验的准则、验收标准、试验程序等内容。
本程序适用于我公司所有入厂的焊接材料。
2.引用标准GB/T983-1995《不锈钢焊条》GB/T5117-1995 《碳钢焊条》GB/T5118-1995 《低合金钢焊条》GB/T8110-1995 《气体保护电弧焊用碳钢、低合金钢焊丝》GB/T14957-94 《熔化焊用焊丝》GB/T14958-94 《气体保护焊用焊丝》YB/T5092-1996 《焊接用不锈钢丝》JB/T4747-2002 《压力容器用钢焊条定货技术条件》AWS A 5.4-92 《不锈钢手工电弧焊焊条》AWS A5.9-93 《不锈钢焊丝及填充丝》AWS A5.11-97 《镍和镍合金手工电弧焊条》AWS A5.14-97 《镍和镍合金裸填充丝及焊丝》AWS A5.22-95 《弧焊用不锈钢药芯焊丝和钨极气体保护焊用不锈钢药芯焊丝》《日本油脂公司不锈钢钨极氩弧焊焊丝》QG/FJ07.002-2004 《压力容器焊接管理标准》《抚顺机械设备制造有限公司焊接材料技术协议汇编》(2006版)3.名词解释:例检:对某一品牌焊接材料,只验证质保单、外观,及焊条的焊接工艺性,而不进行理化试验的检验程序。
4.复验准则4.1 入厂的焊接材料应按工号交检入库并委托复验,多个工号共用的焊材,按技术要求高的交检。
4.2用于三类产品压力容器受压元件焊接的焊接材料必须复验。
执行例检的除外。
4.3 用户在设备制造技术条件中规定或有正式要求的必须复验。
4.4 对于新供货商提供的首批焊接材料必须复验。
4.5对已执行例检的焊接材料,每年首批供货时,需要复验,如果合格继续例检;不合格,则取消该牌号焊接材料例检资格,需重新执行复验程序。
4.6使用单位对某种焊材质量提出疑义,或焊缝质量有下降趋势,由使用单位提出, 焊接负责人根据反馈意见确定对该种焊材是重新进行复验。
BS EN英国及欧洲标准中文版目录

BS EN英国及欧洲标准中文版目录(此标准为中文版)BS EN标准合订本(一)英国-欧洲标准中译本资料(一)焊接、钢材、法兰及垫片含13个标准(此标准为中文版)1. BS EN 287-1:1992/A1:1997 焊工评定—熔焊第1部分钢(此标准为中文版)2. BS EN 288-1:1992/A1:1997 金属材料焊接工艺评定第1部分熔焊通则(此标准为中文版)3. BS EN 288-2:1992/2A1:1997 金属材料焊接工艺评定第2部分电弧焊焊接工艺试验(此标准为中文版)4. BS EN 288-3:1992/A1:1997 金属材料焊接工艺评定第3部分钢的弧焊焊接工艺试验(此标准为中文版)5. BS EN 1503-1:2000 阀门—阀体、阀盖及盖板材料第1篇欧洲标准中规定的钢种(此标准为中文版)6. BS EN 1503-2:2000 阀门—阀体、阀盖及盖板材料第2篇欧洲标准中没有规定的钢种(此标准为中文版)7. BS EN 1503-3:2000 阀门—阀体、阀盖及盖板材料第3篇欧洲标准中规定的铸铁(此标准为中文版)8. BS EN 1515-1:2000 法兰及其连接件—螺栓第1篇螺栓的选择(此标准为中文版)9. BS EN 12560-1:2001 法兰及其连接件—法兰用垫片(英制)第1篇带或不带填充物的非金属平垫片(此标准为中文版)10. BS EN 12560-2:2001 法兰及其连接件—法兰用垫片(英制)第2篇钢制法兰用螺旋缠绕垫片(此标准为中文版)11. BS EN 12560-3:2001 法兰及其连接件—法兰用垫片(英制)第3篇非金属聚四氟乙烯(PTFE)包覆式垫片(此标准为中文版)12. BS EN 12560-4:2001 法兰及其连接件—法兰用垫片(英制)第4篇钢制法兰用带或不带填充物的波形、平或齿形金属垫片(此标准为中文版)13. BS EN 12560-5:2001 法兰及其连接件—法兰用垫片(英制)第5篇钢制法兰用金属环连接垫片(此标准为中文版)BS EN标准合订本(二)英国-欧洲标准中译本资料(二)工业阀门含16个标准(此标准为中文版)1. BS EN 736-3:1999 阀门—术语第3篇术语的定义(此标准为中文版)2. BS EN 1171:2002 工业阀门—铸铁闸阀(此标准为中文版)3. BS EN 1267:1999 阀门—以水为试验介质,测试阀门流阻(此标准为中文版)4. BS EN 1349:2000 工业过程控制阀(此标准为中文版) 5.BS 1414:1975(R1998、R1999) 石油、石化及相关工业用(法兰端和对焊端)钢制楔式闸阀(此标准为中文版)6.BS EN 1984:2000 工业阀门—钢闸阀(此标准为中文版)7. BS EN ISO 5211:2001 工业阀门—部分回转执行器附件(此标准为中文版)8. BS EN 12334:2001 工业阀门—铸铁止回阀(此标准为中文版)9. BS EN 12351:1999 工业阀门—法兰端阀门的保护罩(此标准为中文版)10. BS EN 12569:1999 工业阀门—化工和石油化工加工工业用阀门要求和试验(此标准为中文版)11. BS EN 12570:2000 工业阀门—确定操作元件尺寸和方法(此标准为中文版)12. BS EN 12627:1999 工业阀门—钢制阀门的对焊端(此标准为中文版)13. BS EN 12760:1999 阀门—钢制阀门的承插焊端(此标准为中文版)14. BS EN 12982:2000 工业阀门—对焊端阀门的(端-端和中心-端)结构长度(此标准为中文版)15. BS EN 13397:2002 工业阀门—金属材料制成的隔膜阀(此标准为中文版)16. BS EN ISO 14723:2002 石油天然气工业—管线传输系统—海底管线阀。
中外焊条国家标准对照表
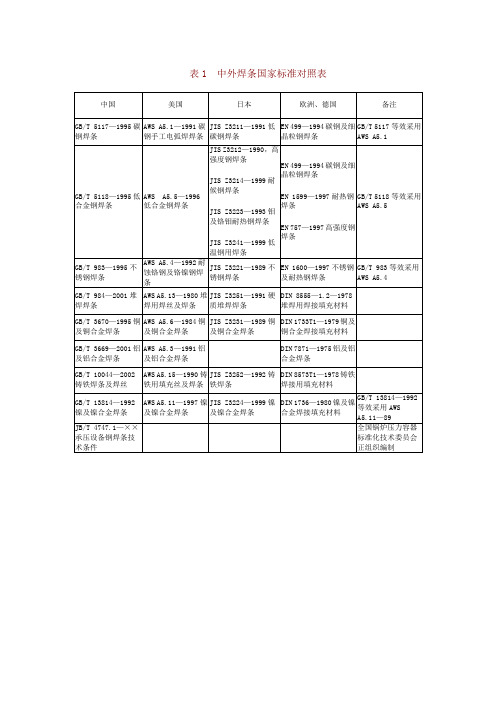
中国
美国
日本
欧洲、德国
备注
GB/T 5117—1995碳钢焊条
AWS A5.1—1991碳钢手工电弧焊焊条
JIS Z3211—1991低碳钢焊条
EN 499—1994碳钢及细晶粒钢焊条
GB/T 5117等效采用AWS A5.1
GB/T 5118—1995低合金钢焊条
AWS A5.5—1996低合金钢焊条
GB/T14958—1994气体保护焊用钢丝(已废止)
GB/T8110—1995气保焊用碳钢、低合金钢焊丝
AWS A5.18—1993碳钢用气保焊焊丝和填充丝
AWS A5.28—1996低合金钢用气保焊焊丝和填充丝
JIS Z3312—1999碳钢及高强钢MAG焊接用实芯焊丝
JIS Z3325—1999低温钢MAG焊接用实芯焊丝
GB/T 10858—1989铝及铝合金焊丝
AWS A5.10—1999铝及铝合金焊丝和填充丝
JIS Z3232—1990铝及铝合金焊丝和填充丝
DIN 1732—1988铝及铝合金焊丝和填充丝
JB/T 4745—2002附录D压力容器用钛及钛合金焊丝
AWS A5.16—1990钛和钛合金焊丝和填充丝
JB/T 4745—2002附录D等效采用AWS A5.16—1990
JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T 5293—1999埋弧焊用碳钢焊丝和焊剂
AWS A5.17—1997碳钢用埋弧焊焊丝和焊剂