三菱QPLC与山武温控仪的通讯
三菱Q系列PLC与温度模块AJ65SBT-64RD的CCLINK链接笔记
学习自动化知识,以实物和逐步操作讲解为基础,手把手学会自动化知识,需要操作演示笔记的同学可以留言。
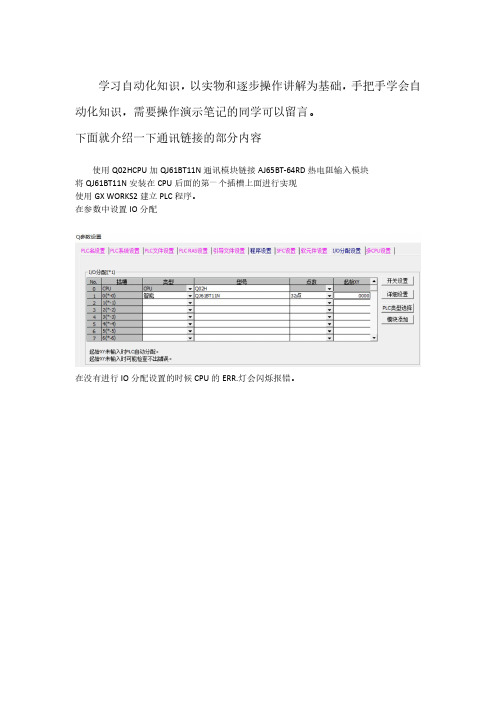
下面就介绍一下通讯链接的部分内容使用Q02HCPU加QJ61BT11N通讯模块链接AJ65BT-64RD热电阻输入模块将QJ61BT11N安装在CPU后面的第一个插槽上面进行实现使用GX WORKS2建立PLC程序。
在参数中设置IO分配在没有进行IO分配设置的时候CPU的ERR.灯会闪烁报错。
在进行PLC诊断的时候可以看到错误信息这是因为CPU检测到插槽上面有模块插入,但是参数中没用设置,所有要将设置的参数下载到CPU中。
首先进行通讯连接这里使用的是串口通讯电缆,连接以后进行一下测试然后写入参数和程序接下来要进行网络参数的设置然后对站信息设置保存后将程序和参数写入PLC中。
使用专用通讯电缆将本地模块与远程模块连接,模块接入24V直流电源。
在没有对模块进行通讯速率,站号等设置的时候,模块的指示灯L.RUN熄灭,SD闪烁,RD 常亮,这样说明通讯没有成功。
接下来设置模块的转码开关B.RATE设置为0站号设置为01MODE模式为0序号名称描述1站号设置开关X10为站号十位设置X1为站号个位设置2波特率设置开关0.156KBPS1.625KBPS2.2.5MBPS3.5MBPS4.10MBPS3模式开关0.正常操作模式,选择此模式可以结束测试模式1-4在测试模式下测试CH通道,执行每一个通道的偏置增益9.在进行偏置增益调整时,选择TEST,2秒后进入测试模式4偏置增益设置在内存中设置偏置增益值5加减调整增加或减少选择通道的偏移值,增益值不超过1.5秒每次增加或减少0.025度持续1.5秒以上,每0.04秒增加或减少0.1度在诊断中找到CC-LINK链接诊断项网络中已经出现连接的模块说明一切正常下面开始程序的编写,来读取数字量在连接实验的最初阶段可以使用简单的几步程序就将模块的数字量读取出来,读出的数值应带有一位小数点,可以在后面的程序中做一下转换,以此来显示正确的温度。
触摸屏、plc与温控仪无程序通讯控制论文

触摸屏、plc与温控仪无程序通讯控制论文摘要:在工业自动化控制领域内,电器部件之间使用有协议无程序方式通过通讯控制还有很多,例如:欧姆龙PLC-CP1L与欧姆龙变频器3G3MX2使用MODBUS通讯协议,可以无程序通讯实现控制。
三菱PLC-FX2N可以与欧姆龙E5CC温控仪采用MC通讯协议,可以无程序通讯实现控制等等。
总之自动化通讯控制方式日新月异,它们的控制方式会向着更智能、更简单、更人性化的方向发展。
前言在我们公司贴标机是产品贴商标用的。
在此设备上我们使用了步科触摸屏1只、欧姆龙PLC 1只、欧姆龙温控仪3只,通过使用欧姆龙HOST LINK通讯协议、无程序的通讯控制方式,对加热模板分别进行温度控制,当加热模板达到工艺温度后,将加热模板压到商标上,通过热溶方式使的商标粘贴外包装上。
1 HOST LINK 通讯协议的构成和特点及无程通讯的功能1.1 HOST LINK通讯构成和特点HOST LINK通讯协议窜口动态链接库(DLL),是欧姆龙公司为了满足工业通讯需要,针对工业领域要求上位机对PLC实时采集与控制的组态编程而设计。
通讯连接图(1-1)HOST LINK协议的特点:(1)实时性,可靠性、可根据通讯数据量自行调整通讯;(2)适用于PLC联网和上位机通信,满足多方面的需要;(3)函数接口功能全,操作简单;(4)支持USB 、PC扩展卡等扩展串口号;(5)支持多种操作系统win9/win2000/win xp;(6)可以在多种编程情况下使用。
1.2无程序通讯是指通过可编程控制器(以下简称PLC)的存储器、读写温仪内的参数、运行或停止温控仪的功能。
2触摸屏与PLC的通讯图2-1在图2-1中触摸屏串口通讯接口,COM0/COM1,3脚为TX,2脚为RX,5脚为GND;PLC串口1的通讯线接线图,3脚为RD,2脚为SD,9脚为GND,4脚RTS与5脚CTS短接;PLC串口1的通讯接口,选件板的型号为CP1W-CIF0。
PLC与温控器通讯
台达PLC COM1通讯口介绍
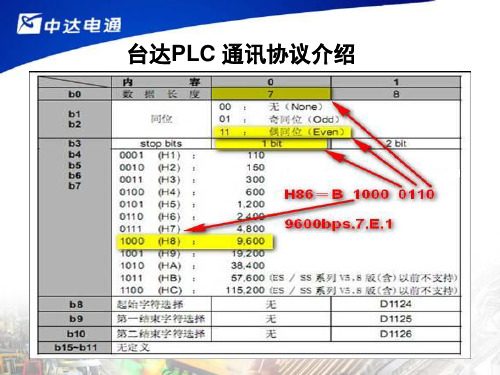
通讯格式设定 1、通讯格式由D1036设定,默认H86 2、特M1138通讯设定保持 3、ASCII/RTU通讯模式设定M1139,
ON为RTU模式,OFF为ASCII模式(默认)
台达PLC COM2通讯口介绍
通讯格式设定 1、通讯格式由D1120设定,默认H86 2、特M1120通讯设定保持 3、ASCII/RTU通讯模式设定M1143,
ON为RTLeabharlann 模式,OFF为ASCII模式(默认)
台达PLC COM3通讯口介绍
通讯格式设定 1、通讯格式由D1109设定,默认H86 2、特M1136通讯设定保持 3、COM3仅支持ASCII格式,最高38400bps
台达PLC与温控表通讯实训 Step1
台达PLC与温控表通讯实训 Step2
台达PLC与温控表通讯实训 Step3
台达PLC与温控表通讯实训 Step4
台达PLC与温控表通讯实训 Step5
台达PLC与温控表通讯实训 Step6
S7300与WINCC通讯设置

三菱PLC通讯

三菱PLC与上位机通讯三菱PLC:FX1N + FX1N-232-BDFX2N + FX2N-232-BD计算机:Windows XP中文企业版+ V isual Basic 6.0中文企业版Windows 98中文版+ V isual Basic 6.0 中文企业版两者之间连接使用的是FX-232CAB-1电缆线(2-3,3-2,4-6(8),5-5)一.三菱PLC的设置三菱FX PLC在进行计算机链接(专用协议)和无协议通讯(RS指令)时均须对通讯格式(D8120)进行设定。
其中包含有波特率、数据长度、奇偶校验、停止位和协议格式等。
在修改了D8120的设置后,确保关掉PLC的电源,然后再打开。
此外,对于采用RS485形式1:N计算机链接的还必须对站点号(D8121)进行设定。
设定的范围从00H到0FH(即0到15)。
在这里对D8120采用下述设置:b15 b00110 1000 1000 11106 8 8 E即数据长度为7位,偶校验,2位停止位,波特率为9600bps,无标题符和终结符,采用计算机链接(RS-232C),自动添加和校验码,采用专用协议格式1。
同时设定站号为0。
具体设定如下所示:FX PLC进行计算机链接时可用的专用协议有两种:格式1和格式4。
两种格式的差别在于是否在每一个块上添加了CR + LF,其中添加了CR + LF的是格式4。
在这里采用格式1。
二.上位机程序的编制这里采用Microsoft公司的Visual Basic 6.0中文企业版编制上位机程序。
Visual Basic中提供了一个名为MSComm的通信控件便于设计串行通信的程序。
MSComm控件的主要属性有:1.CommPort属性CommPort属性用于指定所要使用的串行端口的号码。
虽然Windows操作系统可以容纳最多256个串行通信端口,不过Visual Basic的MSComm控件则仅限于16个端口。
2.Settings属性Settings属性用于设置初始化参数。
三菱Q系列PLC调试及三菱触摸屏报警使用说明详解
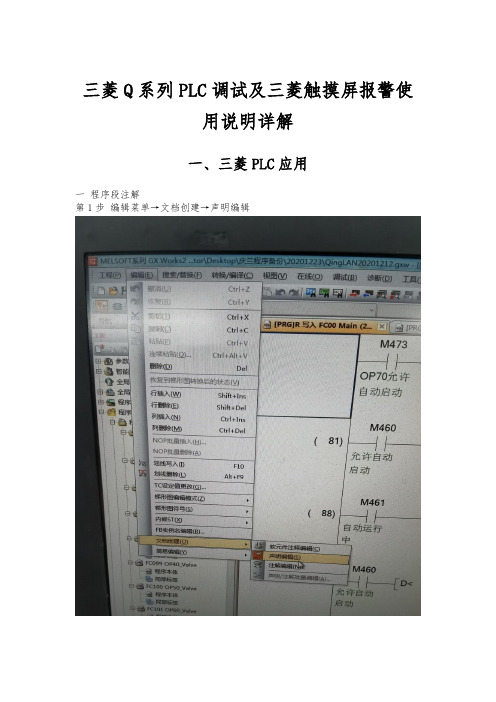
三菱Q系列PLC调试及三菱触摸屏报警使用说明详解一、三菱PLC应用一程序段注解第1步编辑菜单→文档创建→声明编辑第2步在左侧空白处双击→弹出行间声明输入弹窗→输入申明内容第3步显示如图,转换+全部编译二插入比较指令第1步编辑菜单→梯形图编辑模式→写入模式第2步在需要插入指令的地方双击→输入指令内容第3步显示如图,转换+全部编译三搜索软件—交叉参照—软元件使用列表—批量替换1 编辑菜单→梯形图编辑模式→读取模式2 在空白处双击鼠标左键→输入需要查找的软元件3 选择软元件→右键→软元件使用列表4 选择软元件→右键→交叉参照四在线连接1 左下侧→连接目标2 双击Connection13设置——可编程控制器侧I/F4 通讯测试在线离线下载程序等5 编程指令说明书查看光标选择需要查看的指令→快捷键F1三菱软件GX-Works2帮助中的操作手册打开为英文,看起来不太方便。
今天用一个方法可以打开中文的手册,现将方法分享一下:第1步:在三菱官网上下载GX-Works2的相应中文版操作手册(帮助文件中手册共7本,下载与帮助文件中相同的手册中文版7本);第2步:打开GX-Works2软件安装路径如C:\Program Files\MELSOFT\GPPW2,在此文件夹中有(sh080779engq.pdf等7个PDF文件即软件可打开的帮助文件,另外几个文件其中不同的数字分别是780、781、784、787、788、921);第3步:将下载的中文版复制到第2步打开的文件夹,先打开英文版确认内容,然后将英文版文件名复制——英文版文件删除——中文版文件名变更为刚复制的英文文件名,其它6个相同的方法操作。
第4步:打开软件,再点击帮助——操作手册(英文)——随便点击一个帮助文件,打开的就是中文啦!6 帮助手册中指令的说明书为英文,可以到中文版的说明书文档里查询:第1步光标选择需要查看的指令→快捷键F1-第2步复制指令位置编号第3步在中文指令文档中,用上一步复制的位置编号查找五扫码程序解析1 PLC程序4 SWAP5 PLC程序6 PLC程序六比较有用的SM和SD辅助继电器和寄存器SM203 stop状态指示SM400 启动后开始一个时钟,可以作为开始信号脉冲SM402 启动后常开触点,可以作为启动标志SM409 0.001s时钟(总时长)SM410 0.1sSM411 0.2SSM412 1S时钟SM413 2S时钟SM414 2n s 时钟(n为可定义项,定义寄存器下面说明)SD414 输入值范围 0~32767SM415 2N MS时钟(同上)SD415 同上输入范围SM8000 RUN监视,常开触点SM8001 常闭触点SM8002 初始脉冲,常开触点SM8003 常闭触点SM8004 出错指示SM8011 10ms时钟SM8012 100ms时钟SM8013 1S时钟SM8014 1min时钟SM8015 写入停止计时SM8031 非锁存寄存器全部清除SM8032 锁存寄存器全部清除SM8033 RUN到STOP时寄存器的保持选项SM8034 禁止所有输出(但是程序输出还在继续运行)SM8045 STL切换时上一状态内输出不自动清除复位SD200 CPU状态信息(0RUN 1STOP)SD201 LED灯状态信息(具体参见说明书)SD203 CPU动作指示(0RUN 2STOP 3FAUST)SD210 年SD8018 同上RTC用SD211月SD8017同上RTC用SD212 日SD8016 同上RTC用SD213 时SD8015 同上RTC用SD214 分SD8014 同上RTC用SD216 星期 SD8039 恒定扫描时间(可设置,范围为2-20000)SD8019 同上 SD412 RUN后每秒记一次(变化方向0-32767到-32767-0)二、三菱触摸屏应用1、系统配置:三菱触摸屏GT1000/GT2000系列触摸屏2、添加报警注释步骤如下:2.1 新建一个工程。
PLC与温度仪表通信方案浅析
PLC与温度仪表通信方案浅析游和平【摘要】本文通过通信控制器CMC15G实现了三菱PLC与山武温度仪表之间的通信,使得工艺过程参数可采集到PLC中并通过上位机或HMI显示出来;同时通过上位机或HMI也可改变数据寄存器D中的值,进而可以远程改变仪表的设定值。
【期刊名称】《汽车制造业》【年(卷),期】2016(000)007【总页数】3页(P29-31)【关键词】三菱PLC 温度仪表通信方案通信控制器数据寄存器过程参数 HMI上位机【作者】游和平【作者单位】东风设计研究院有限公司【正文语种】中文【中图分类】TP311.1本文通过通信控制器CMC15G实现了三菱PLC与山武温度仪表之间的通信,使得工艺过程参数可采集到PLC中并通过上位机或HMI显示出来;同时通过上位机或HMI也可改变数据寄存器D中的值,进而可以远程改变仪表的设定值。
汽车厂涂装车间内的设备主要分为机械化输送设备和涂装工艺设备两大类。
机械化输送设备的控制以开关逻辑控制为主,通过PLC(可编程逻辑控制器)进行控制。
涂装工艺设备包括前处理、电泳和烘干炉等设备,这些设备的运行温度对汽车涂装质量起着关键的作用,温度的控制往往通过智能温控仪表进行。
如何将PLC系统与仪表温控系统简单经济地融合起来,是汽车涂装生产线监控必须解决的问题。
针对此问题,本文介绍了一种解决方案。
该系统接线如图1所示。
三菱PLC(Q00CPU)与山武温度仪表SDC25TC的连接,中间通过了三菱的串口通信模块QJ71C24N以及通信控制器CMC15G。
通信控制器CMC15G共提供4个通道与外部设备连接:其中通道1,9针D型连接器,连接RS232串口设备;通道2,连接RS485五线制串口设备;通道3、通道4,RS485三线制,主要用于连接山武温度仪表,每个通道可以连接31台SDC 仪表。
在本案例中通信控制器CMC15G的通道2以RS485五线制与三菱的串口通信模块QJ71C24N连接,通信控制器CMC15G通道4以三线制与多台山武的温度仪表SDC25TC连接,采用RS485 1 : N的串行通信方式。
三菱QPLC与山武温控仪的通讯

三菱QPLC与山武温控仪的通讯三菱QPLC与山武温控仪的通讯摘要:在工业控制中,可编程控制器(PLC)使用非常广泛。
然而在设备控制中经常使用到不少现场控制仪表,这些仪表通过与PLC交换数据,在设备控制中发挥着各种各样的作用,而且他们与PLC 的通讯方式也是多种多样的。
本文详细介绍了三菱Q系列PLC与山武温度仪通过RS485协议通讯的应用。
Abstract:In the industry control, the PLC used very popular. But in the equipment control, many instruments are be used, these instrument communication with PLC and exchange data. They play various roles in the equipment control and there are various communication way. The article introduce the MITSUBISHU Q series PLC used RS485 protocol to communicate with the YAMATAKE controller SDC15.关键词:三菱Q系列PLC 串行通讯RS485通讯温控仪Keywords:MITSUBISHI Q series PLC serial communication RS485 temperature controller一、引言Q系列PLC是三菱全新的一款中大型PLC,它和小型系列FXPLC 不一样,采用模块化结构,处理功能非常强大,广泛应用于机械设备、生产线控制场合,也应用于电厂、水处理等大型项目中。
在工业控制场合中,网络通信应用越来越广泛,而三菱公司的Q 系列PLC共有三层网络,上层信息层,也即以太网层,用于上位计算机和现场PLC之间的数据通讯;中间控制层,即为H网,用于PLC与PLC之间的数据通讯;底层设备层,即为现场总线CC-Link,用于控制现场的I/O输入以及多方厂家的控制设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三菱QPLC与山武温控仪的通讯摘要:在工业控制中,可编程控制器(PLC)使用非常广泛。
然而在设备控制中经常使用到不少现场控制仪表,这些仪表通过与PLC交换数据,在设备控制中发挥着各种各样的作用,而且他们与PLC 的通讯方式也是多种多样的。
本文详细介绍了三菱Q系列PLC与山武温度仪通过RS485协议通讯的应用。
Abstract:In the industry control, the PLC used very popular. But in the equipment control, many instruments are be used, these instrument communication with PLC and exchange data. They play various roles in the equipment control and there are various communication way. The article introduce the MITSUBISHU Q series PLC used RS485 protocol to communicate with the YAMATAKE controller SDC15.关键词:三菱Q系列PLC 串行通讯RS485通讯温控仪Keywords:MITSUBISHI Q series PLC serial communication RS485 temperature controller一、引言Q系列PLC是三菱全新的一款中大型PLC,它和小型系列FXPLC不一样,采用模块化结构,处理功能非常强大,广泛应用于机械设备、生产线控制场合,也应用于电厂、水处理等大型项目中。
在工业控制场合中,网络通信应用越来越广泛,而三菱公司的Q系列PLC共有三层网络,上层信息层,也即以太网层,用于上位计算机和现场PLC之间的数据通讯;中间控制层,即为H网,用于PLC与PLC之间的数据通讯;底层设备层,即为现场总线CC-Link,用于控制现场的I/O输入以及多方厂家的控制设备。
CC-Link由三菱公司开发,并联合各大厂家成立一个CC-Link协会组织,推广使用CC-Link现场总线,凡是加入厂家中的产品均可以免费获得协议用于开发适合CC-Link的产品。
虽然CC-Link 用来控制现场设备,但是目前国际上的现场总线并没有一个统一的标准,而CC-Link现场总线只是其中一种被广泛使用的现场总线,就算是加入了CC-Link协会的厂家也有很多产品不能够连接到CC-Link中,由此这些设备和PLC通讯只能够使用国际上有通用标准的RS232以及RS485/422标准协议进行串行通讯。
二、串行通信简介RS-232、RS-422与RS-485都是串行数据接口标准,最初都是由电子工业协会(EIA)制订并发布的,RS-232在1962年发布,命名为EIA-232-E,作为工业标准,以保证不同厂家产品之间的兼容。
RS-422由RS-232发展而来,它是为弥补RS-232之不足而提出的。
为改进RS-232通信距离短、速率低的缺点,RS-422定义了一种平衡通信接口,将传输速率提高到10Mb/s,传输距离延长到4000英尺(速率低于100kb/s时),并允许在一条平衡总线上连接最多10个接收器。
RS-422是一种单机发送、多机接收的单向、平衡传输规范,被命名为TIA/EIA-422-A标准。
为扩展应用范围,EIA又于1983年在RS-422基础上制定了RS-485标准,增加了多点、双向通信能力,即允许多个发送器连接到同一条总线上,同时增加了发送器的驱动能力和冲突保护特性,扩展了总线共模范围,后命名为TIA/EIA-485-A标准。
由于EIA提出的建议标准都是以“RS”作为前缀,所以在通讯工业领域,仍然习惯将上述标准以RS作前缀称谓。
RS-232、RS-422与RS-485标准只对接口的电气特性做出规定,而不涉及接插件、电缆或协议。
1、RS-232串行接口标准目前RS-232是PC机与通信工业中应用最广泛的一种串行接口。
RS-232被定义为一种在低速率串行通讯中增加通讯距离的单端标准。
RS-232采取不平衡传输方式,即所谓单端通讯。
一般的计算机中均配置有RS232串口,而RS485/422只有在用于工业控制的工控机中才有配置。
2、RS-422与RS-485串行接口标准RS-422、RS-485与RS-232不一样,数据信号采用差分传输方式,也称作平衡传输,它使用一对双绞线,将其中一线定义为A,另一线定义为B,如图1。
图1RS-422标准全称是“平衡电压数字接口电路的电气特性”,它定义了接口电路的特性。
图2是典型的RS-422四线接口。
实际上还有一根信号地线,共5根线。
图4是其DB9连接器引脚定义。
由于接收器采用高输入阻抗和发送驱动器比RS232更强的驱动能力,故允许在相同传输线上连接多个接收节点,最多可接10个节点。
即一个主设备(Master),其余为从设备(Salve),从设备之间不能通信,所以RS-422支持点对多的双向通信。
图5由于RS-485是从RS-422基础上发展而来的,所以RS-485许多电气规定与RS-422相仿。
如都采用平衡传输方式、都需要在传输线上接终接电阻等。
RS-485可以采用二线与四线方式,二线制可实现真正的多点双向通信,参见图6。
而采用四线连接时,与RS-422一样只能实现点对多的通信,即只能有一个主(Master)设备,其余为从设备,但它比RS-422有改进,无论四线还是二线连接方式总线上可多接到32个设备。
参见图7。
图6 图7其实二线和四线制又可以称作为3线制和5限制,因为无论是二限制还是四线制都必须要有SG 作为信号接地线。
三、串行通讯模块和山武温控仪简介1、串行通讯模块(QJ71C24N)三菱Q系列PLC采用模块式结构,因此它有各种各样的特殊功能模块,串行通讯模块就是其中一个,型号为QJ71C24N(简称C24模块)。
C24模块是连接Q系列PLC CPU和外部设备的模块,通过使用RS232或者RS485/422串行通讯电缆,来实现与外部设备的数据通讯。
这里的外部设备范围比较广泛,有PC,显示设备(HMI)、打印机、条码扫描仪以及外部测量设备如温控仪等。
C24模块有多种多样的通讯方式,包括三菱自己开发的MELSEC通讯协议(简称MC协议),无顺序协议,双向通讯协议等。
与不同的设备的通讯采用的不同的通讯方式,一般来说与计算机等可以读、写控制PLC编程的外部设备进行通讯采用MC协议或者双向通讯协议;而与打印机、条码扫描仪以及外部测量设备通讯则需要采用无顺序协议。
2、山武温控仪简介(SDC15)山武SDC15温控仪采用了新的算法保证了高速度和高精度的控制,它的最优PID整定和即时适应都可以在一个多功能PC下载软件里控制,它同时有加热冷却功能,可以选择数字输入和输出(DI/DO),同时可以进行3线制RS485通讯。
通讯的接线如下:①3线制场合图8②5线制场合图9四、C24模块与山武SDC15的通讯1、接线方式C24模块485接口是5线制的,因此接线方式按照图9进行。
这种接线方式由于主局也就是C24模块上的SDA和RDA短接、SDB和RDB短接,因此在发送数据的同时会接收到同样的回传数据,因此就必须在梯形图编程的时候必须使用一个判断,才能够得出使自己所需要接受的数据还是回传数据。
2、通讯设置C24模块和SDC15通讯采用的是无顺序协议的方式进行。
由于485通讯中需要对多种参数如通讯速率、设备地址、数据形式(数据长)、数据形式(校验)、数据形式(停止位)等进行设置,而且这些设置必须要在主站(C24模块)以及各个从站(SDC15)两边的设置一致的时候才能够通讯,否则通讯不能够进行。
SDC15设置方式如下图:图10 SDC15参数设置3、通讯步骤:C24模块使用无协议和SDC15通讯的步骤如下:①从主站(C24模块)送命令电文到1号本机(子站)。
②子站接受到命令电文,根据电文的内容进行读写处理。
③子站发送处理内容对应的应答电文。
④主站接收到应答电文。
数据通讯的通讯电文构成如下:图11 电文格式电文分为数据链接层和应用层两类。
数据链接层是指通讯必要的基本信息层,拥有通信电文去向、电文检查信息等。
应用层指数据读写层。
内容根据读或者写指令的不同而不同。
所有数据中,除了⑦检验以外,其余的都可以通过查手册得出其相应的数值,而“⑦检验”用于检验通讯途中是否因任何异常(如干扰)应起变化的值。
因为链接的站数量比较多,而且每个站的检验值不一样,因此通过编写梯形图程序,由程序来计算检验值。
这样就大大减轻了计算量。
该程序如下:图13 和校验梯形图程序4、C24模块设置:C24模块的设置如下:设置屏幕:图14 C24开关设置其中Switch3和Switch4代表了C24模块485通道的参数值。
“07C2”代表了通讯速率19200,数据位8,无奇偶检验,1个停止位,有和校验码,允许Run运行期间写,允许设置修改。
“0006”设置代表了使用“无协议通讯”。
*15、C24无协议通讯:使用无顺序协议进行数据通讯是一种在PLC和外部设备之间发送及接收数据的功能,这种通讯使用由用户指定的信息格式和传送控制步骤。
下面将简单介绍一下使用无顺序协议进行数据通讯时的基本传送和接收方法。
1、数据接收有两种接收数据的方法:接受可变长度信息的“通过接收完成码接收”和接收固定长度信息的“通过接收数据计数接收”。
图15 数据存储格式接收信息存储在Q系列C24的缓冲存储器(接收数据存储区),按照低位地址(L) (H)、下一地址(L) (H)的顺序,数据存储在接收数据存储区中。
在数据接收中使用到的指令为INPUT指令,以下说明一下指令的使用以及程序示例。
下例表示一个使用无顺序协议把接收数据存储在D3100及其后软元件中的程序。
图16 接收数据梯形图程序在这里,X3是C24内部的接收数据读请求信号,X4是接受异常检测信号五、结束语三菱Q系列C24模块和山武SDC15温控仪通讯的整个过程就是如此,在生产中使用可靠,两者相互配合,机械设备能够很好的控制在正常的温度下工作。