模具保养项目表及日常保养记录表
合集下载
模具保养计划

发现异常;此作业是每次模具生产后,
在放入完好模具区域之前进行
在模具进行压铸生产的状态中,会出现
某些变化问题,形成无法继续压铸的状
态,例如顶杆、芯杆断或尺寸不符合要
2
故障保养
每次模具出 现问题
求等情况,发生异常而开始进行模具维 护的内容,因此在维修后生产了一批产
模具维修工
√
√
√
√
√
√
√
√
√
√
√
√
二级保养
品之后,针对模具已出现故障的位置, 进行必要的修复,防止下次使用时,出
现相同的问题
定期维护是在模具使用达到一定模次时
3
定期保养
每二个月
进行实施,在达到规定的模次数后,进 行维护,是计划性的维护,容易掌握保
模具维修工
√
√
√
√
√长模具寿命,维护周期加长,提
4
三级保养 改良保养 每季度 升产品质量,容易保养等目的,针对改 模具维修工 √
√
√
√
进模具的部分和结构而进行的特别维护
说明: 月份上面打“√”为计划要做的项目月份。各级保养的责任人在完成相关保养项目后,保养一副模具,填写一份《模具维修保养记录表》
编制:
审核:
批准:
序号 保养级别 保养形式 保养周期
XXX汽车部件有限公司
模具保养计划
保养说明
责任人
文件编号: 月份 1 2 3 4 5 6 7 8 9 10 11 12
是指正常的模具清扫,及对模具动定镶
块,分型面进行上油等作业。此作业是
1
一级保养 日常保养 每次使用 经常确认模具处于正常状态,也能早起 模具维修工 √ √ √ √ √ √ √ √ √ √ √ √
五金模具维护保养记录表

东莞XX五金制品有限公司
五金模具维护保养记录表
工作令号
模具名称/编号
SG-W-F-016
物料号
产品名称
产品型号
使用材质 保养类别
保养时间
□ 量产前保养
□ 生产结束保养
检查确认: 确认合格 √ 不合格 ×
保养员 □ 定期保养
模具无此项目可不填
序号
检查项目
1 模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
不合格处理方式
处理对策:
保
□ 不可以
审 核:
记录:
9 模具气孔有无堵塞,吹气是否顺畅,接头是否损坏
项
10 模具定位销是否缺失或断裂
11 上下模座是否撞伤、压印、缺陷或不平
目
12 脱料板/凹模板是否撞伤、压印、缺陷或不平
13 弹簧是否缺失、断裂、生锈、压死或失效
14 模具定位是否缺失与配套
15 冲子有无缺失、断裂或磨损
16 凹模入子有无缺失或磨损
状态确认 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
2 导柱/导套是否松动、缺失、破损、
3 模具螺丝是否松动、缺失、滑牙、断裂
4 模具镶针、镶块是否松动、缺失、断裂、错位
5 滑块是否缺失、断裂、错位、变形、拉伤、卡死
保
6 滑块加注润滑油,并检查滑动是否灵活准确
7 导柱加注润滑油,模具开合是否灵活准确
养
8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油
五金模具维护保养记录表
工作令号
模具名称/编号
SG-W-F-016
物料号
产品名称
产品型号
使用材质 保养类别
保养时间
□ 量产前保养
□ 生产结束保养
检查确认: 确认合格 √ 不合格 ×
保养员 □ 定期保养
模具无此项目可不填
序号
检查项目
1 模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
不合格处理方式
处理对策:
保
□ 不可以
审 核:
记录:
9 模具气孔有无堵塞,吹气是否顺畅,接头是否损坏
项
10 模具定位销是否缺失或断裂
11 上下模座是否撞伤、压印、缺陷或不平
目
12 脱料板/凹模板是否撞伤、压印、缺陷或不平
13 弹簧是否缺失、断裂、生锈、压死或失效
14 模具定位是否缺失与配套
15 冲子有无缺失、断裂或磨损
16 凹模入子有无缺失或磨损
状态确认 □ □ □ □ □ □ □ □ □ □ □ □ □ □ □ □
2 导柱/导套是否松动、缺失、破损、
3 模具螺丝是否松动、缺失、滑牙、断裂
4 模具镶针、镶块是否松动、缺失、断裂、错位
5 滑块是否缺失、断裂、错位、变形、拉伤、卡死
保
6 滑块加注润滑油,并检查滑动是否灵活准确
7 导柱加注润滑油,模具开合是否灵活准确
养
8 顶针有无断裂、缺失、顶出是否灵活准确并加注润滑油
成型冲压模具保养规范(含表格)

成型冲压模具保养规范
2.大保养:
①所有冲模连续冲2000万次检查引导针等高套垫片是否断裂. 连续冲5000万次检查模具内导套(滚珠衬套)是否需要更换,连续冲8000万次检查内外滚珠导柱是否更换.
3.模具保养注意事项:
①大、小保养的时间、内容均需如实填写,并记录于模具保养卡内。
②小保养中下料冲子、刀口的研磨量,视其磨损程度决定,原则上将其钝化部分磨掉即可,有崩损部分全部磨掉;有直深部位的刀口,直深部位磨掉后,一定要更换。
③模板凹陷视其程度决定研磨量。
④断裂、变形之模板导柱、衬套必须更换。
⑤成型冲与压料冲、浮料冲,视其磨损程度更换,可修复使用的修整再用。
模具保养记录表

编制日期:
FormNo.RMD-93005-2017-F01-A
审核日期:
保存期限:从记录 起保存一年
保养异常记录及对策:□有
□无
□无 清理模具面油渍: □有
□无
□无 导柱、导套是否插伤:□有
□无
□无 紧固螺钉是否松动: □有
□无
□无 检查模具是否有裂纹: □有
□无
□无
检查滑块,斜顶机构有无润滑:□有 无
□
ห้องสมุดไป่ตู้
□无
检查顶针斜顶有无断裂或缺失:□有 无
□
□无 油/水路是否畅通,有无漏水:□有 □无
□无 其它:
产品名称
注塑模具保养记录表
模具名称
材料名称及排号
保养类别
定期大保养
保养员
保养时间
保养项目
检查模芯是否生锈:
□有
导柱、导套、机构润滑:
□有
检查模面是否有铁屑或异物压伤:□有
检查弹簧是否断裂:
□有
是否有废料堵流道或产品未顶出:□有
热流道加温是否正常:
□有
检查模具有无配件缺失:
□有
检查抛光面有无划伤:
□有
模具保养记录表
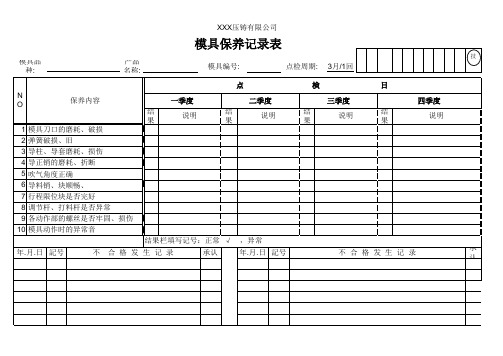
XXX压铸有限公司
模具保养记录表
技
模具品 种:
产品 名称:
模具编号:
点检周期: 3月/1回
点 検 日
N O
保养内容
1 模具刀口的磨耗、破损
一季度
结 果
说明
二季度
三度
结 果
说明
结 果
说明
结 果
四季度 说明
2 弹簧破损、旧
3 导柱、导套磨耗、损伤
4 导正销的磨耗、折断
5 吹气角度正确
6 导料销、块顺畅、
7 行程限位块是否完好
8 调节杆、打料杆是否异常
9 各动作部的螺丝是否牢固、损伤
10 模具动作时的异常音
结果栏填写记号:正常 √ ,异常 ×
年.月.日 記号
不 合 格 发 生 记 录
承认
年.月.日 記号
不合格发生记录
承 认
模具保养记录表
技
模具品 种:
产品 名称:
模具编号:
点检周期: 3月/1回
点 検 日
N O
保养内容
1 模具刀口的磨耗、破损
一季度
结 果
说明
二季度
三度
结 果
说明
结 果
说明
结 果
四季度 说明
2 弹簧破损、旧
3 导柱、导套磨耗、损伤
4 导正销的磨耗、折断
5 吹气角度正确
6 导料销、块顺畅、
7 行程限位块是否完好
8 调节杆、打料杆是否异常
9 各动作部的螺丝是否牢固、损伤
10 模具动作时的异常音
结果栏填写记号:正常 √ ,异常 ×
年.月.日 記号
不 合 格 发 生 记 录
承认
年.月.日 記号
不合格发生记录
承 认
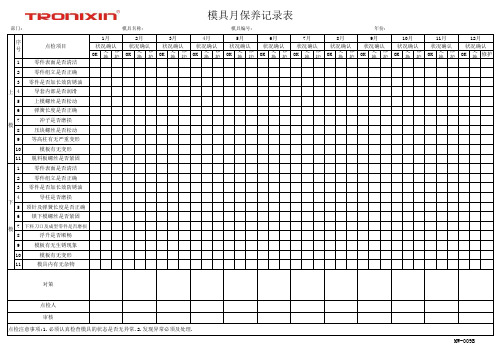
模具月保养记录表
OK
更换修护OK
更换修护OK
更换修护OK
更换修护OK
更换修护OK
更换修护OK
更换修护OK
更换修护OK
更换修护OK
更换修护OK
更换修护OK 更换
修护
1零件表面是否清洁2零件组立是否正确3零件是否加长效防锈油4导套内部是否润滑5上模螺丝是否松动6弹簧长度是否正确7冲子是否磨损8压块螺丝是否松动9等高柱有无严重变形10模板有无变形11脱料板螺丝是否紧固1零件表面是否清洁2零件组立是否正确3
零件是否加长效防锈油
4导柱是否磨损5顶针及弹簧长度是否正确6锁下模螺丝是否紧固7下料刀口及成型零件是否磨损8浮升是否顺畅
9模板有无生锈现象10模板有无变形11
模具内有无杂物
状况确认状况确认状况确认7月状况确认状况确认状况确认状况确认MW-009B
点检注意事项:1.必须认真检查模具的状态是否无异常.2.发现异常必须及处理.
状况确认状况确认下
模
部门: 模具名称: 模具编号: 年份:
状况确认12月5月6月10月状况确认11月9月8月点检人 上 模
序号点检项目1月对策
2月3月4月状况确认模具月保养记录表
审核。
模具一二三级维护保养表

模具一二三级维护保养表
客户: 申请日期:
保养项目
模具编号: 保养级别
完成日期:
一级保养
保养要求
二级保养 申请人:
良/OK 否/NG 保养者
三级保养 记录
一级保养
限位柱、限位块、限位销的紧固状态及安全性
1.滑动机构
二级保养 三级保养
拆检滑动部件及抽芯并清洁
间隙过大需更换磨损的导轨(间隙大于0.05mm 时需做调整)
顶杆无弯曲变形、无拉蹭痕迹、无杂音
一级保养
顶针油、润滑油等
清洁、润滑(WD40等)
顶杆导套无磨损
2.项出结构
螺丝无缺失、紧固 定位销无缺失
二级保养
推板导柱无弯曲变形、无拉蹭痕迹
第
一
推杆导套无磨损
联
紧固、无磨损、清洁
保 养
顶出顺畅,无干涉
部
门
三级保养
配合状态稳定(最后一模产品无飞边)
水路畅通、无渗水
一级保养
10.其它
备注:在保养时不适用的部分打N/A,要量测的部分需填写数据,有异常时请记录清楚。
审核 :
确认:
表单编号:TM-QF-
水管无老化、开裂
3.冷却系统
二级保养
无渗水、漏水 水路畅通
第 二 联
水管卡箍安全牢靠
品
质
三级保养
密封效果良好
部
油管无磨损、开裂、漏油
4.油路系统
一级保养
无内泄漏、无渗油 无缺失、紧固
无渗油、漏油
一级保养
正常升温
第
5.热流道系统
二级保养
无漏料
三 联
无漏油、渗水
申
6.信号系统
客户: 申请日期:
保养项目
模具编号: 保养级别
完成日期:
一级保养
保养要求
二级保养 申请人:
良/OK 否/NG 保养者
三级保养 记录
一级保养
限位柱、限位块、限位销的紧固状态及安全性
1.滑动机构
二级保养 三级保养
拆检滑动部件及抽芯并清洁
间隙过大需更换磨损的导轨(间隙大于0.05mm 时需做调整)
顶杆无弯曲变形、无拉蹭痕迹、无杂音
一级保养
顶针油、润滑油等
清洁、润滑(WD40等)
顶杆导套无磨损
2.项出结构
螺丝无缺失、紧固 定位销无缺失
二级保养
推板导柱无弯曲变形、无拉蹭痕迹
第
一
推杆导套无磨损
联
紧固、无磨损、清洁
保 养
顶出顺畅,无干涉
部
门
三级保养
配合状态稳定(最后一模产品无飞边)
水路畅通、无渗水
一级保养
10.其它
备注:在保养时不适用的部分打N/A,要量测的部分需填写数据,有异常时请记录清楚。
审核 :
确认:
表单编号:TM-QF-
水管无老化、开裂
3.冷却系统
二级保养
无渗水、漏水 水路畅通
第 二 联
水管卡箍安全牢靠
品
质
三级保养
密封效果良好
部
油管无磨损、开裂、漏油
4.油路系统
一级保养
无内泄漏、无渗油 无缺失、紧固
无渗油、漏油
一级保养
正常升温
第
5.热流道系统
二级保养
无漏料
三 联
无漏油、渗水
申
6.信号系统
模具保养记录表
已生产模数
库存保养
待生产前检查
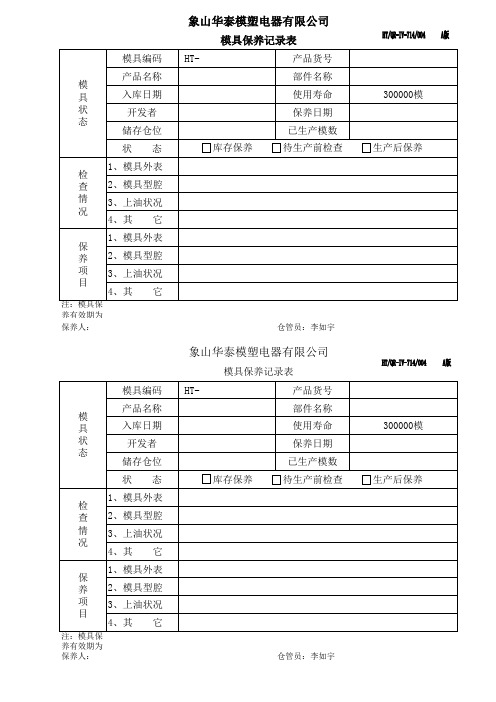
仓管员:李如宇
300000模 生产后保养
300000模 生产后保养
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保 养有效期为 保养人:
象山华泰模塑电器有限公司
模具保养记录表
HT-
产品货号
部件名称
使用寿命
保养日期
已生产模数
库存保养
待泰模塑电器有限公司
模具保养记录表
HT-
产品货号
部件名称
使用寿命
保养日期
模具编码
产品名称 模
具
入库日期
状
开发者
态
储存仓位
状态
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
4、其 它
1、模具外表 保 养 2、模具型腔 项 3、上油状况 目
4、其 它
注:模具保 养有效期为 保养人:
模具编码
产品名称
模
具
入库日期
状
开发者
态
储存仓位
状态
1、模具外表 检 查 2、模具型腔 情 3、上油状况 况
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注
要求每12H小时清扫一次。
① 排气槽,排气孔是否堵塞,及时清扫;
3
排气槽确认
要求每12H小时清扫一次。
① 每天定期检查导柱是否有磨伤,加黄油;
4
导柱润滑状况
每12H作一次润滑保养。
① 确认顶针,斜顶是否有卡死,断裂,变形现象;
5
顶针,斜顶的 是否顺畅
运动
② 顶出是否顺畅,回退是否到位;
每12H作一次润滑保养。
要求每12H检查一次。
① 定位环,扣机,拉杆,定距拉板的固定螺丝是否
9
螺丝确认
有漏打,松动,歪曲变形的情况;
要求每12H检查一次。
① 确认行程限位开关是否有断缝,感应端是否
10
限位开关
变形,是否有弹性;
要求每12H检查一次。
① 温控机是否正常;
② 热流道模具的加热线,感温线,气压管是否
11
电路检测
有压损,工作是否正常;
① 滑块磨擦面油槽是,回退是否到位;
每12H作一次润滑保养。
① 确认弹簧是否老化,断裂
(包括返还弹簧,滑块弹簧等);
7
弹簧确认
② 确认滑块弹珠是否失效,能否准确定位;
要求每12H小时检查一次。
① 是否有漏水现象;
8
水路确认
② 水路是否堵塞,水流量是否正常;
模具保养项目表
NO
确认项目
确认内容
① 模胚外侧是否有喷油漆,是否有大面积锈斑;
② 模具停止生产时,型腔应及时喷上防锈油;
1
模具外观保养
③ 模具保存时将模具锁紧,防止灰尘进行型腔;
④ 顶针板底部是否有异物。
① 分型面是否有胶粒,油污,严重锈斑;
2 分型面(PL面) 清洁 ② 模具生产时每天定时用模具清洗剂打扫PL面;
按注塑机的大小进行定期全面保养:
① 30~160T 每生产6万模保养一次;
② 160T~
每生产4万模保养一次。
12
定期全面保养 项目
FM/TD-001 (保存三年)
停止生产,将模具分解进行保养: 模具 ① 检查导柱,顶针,斜顶,滑块,镶件,弹簧等是否有
磨损,老化,变形,断裂情况,及时换新或修正; ② 清理水路; ③ 清除模具锈斑; ④ 对所有活动部件打润滑油; ⑤ 清扫PL面,顶针板下以及排气槽上的异物。