发电机励磁碳刷事故分析和对策(正式)
发电机励磁碳刷打火原因分析与处理

发电机励磁碳刷打火原因分析与处理发布时间:2021-02-19T09:15:06.563Z 来源:《电力设备》2020年第31期作者:戴明建[导读] 摘要:发电机在大负荷期间长期运行,碳刷发生不同程度的发热甚至打火现象,对发电机安全运行造成了一定的隐患。
(大唐观音岩水电开发有限公司云南省昆明市)摘要:发电机在大负荷期间长期运行,碳刷发生不同程度的发热甚至打火现象,对发电机安全运行造成了一定的隐患。
需对发电机集电环和碳刷进行改造消除安全隐患。
增加碳刷,减少单个碳刷的电流密度;改造发电机碳粉吸收装置及排风管道,提高吸尘效果,降低集电环室内温度;打磨由于长期电腐蚀而导致集电环表面产生的凹坑;调节碳刷刷握及卡簧压紧力。
关键词:碳刷发热;原因分析;防范措施;技术改造一、概述某电站五台机组全部投产发电,发电机型号SF600-66/16990,励磁方式:静止可控硅,额定容量666MV A,额定电压20000V,额定励磁电压:460V,额定励磁电流3057A,励磁碳刷采用恒压形式,主励每极36条碳刷,碳刷型号为E468 38*34*64(重庆华能产)。
发电机在大负荷期间长期运行,1~5号发电机部分碳刷均发生过不同程度的发热甚至打火现象,碳刷温度最高达到150℃,并且打火形成环火,对发电机运行造成了极大的安全隐患。
发电机碳刷温度异常影响机组稳定运行,机组停运将造成公司重大经济损失。
因此,通过监测发电机碳刷温度变化趋,分析碳刷发热原因,进而解决发电机碳刷发热的问题是十分必要的。
二、碳刷发热可能造成的危害、风险发电机运行中碳刷打火是常见的故障之一,如不及时消除,可能会导致发电机环火,严重时会烧毁滑环造成失磁而被迫停机。
就大型发电机而言,紧急停机不仅造成系统出力下降,影响系统稳定运行和企业的效益,而且对发电机本身也危害极大。
所以我们有必要对发电机组的碳刷打火原因进行认真的分析,监测设备运行状况,拟定相应的对策来防止或消除发电机碳刷打火现象。
发电机励磁系统常见故障分析及处理
11 逆励 磁产生的原 因应根据具体情况分析 .
11 1 发 电机 在 升 压 并 列 前 励 磁 机 发 生 逆 励 磁 。如 . .
新安装 的发 电机 由于没有参加 运行 , 的剩磁很 弱 , 它 在
作 电气试验 ( 如测量 电阻) 上试 验电压 时 , 正负极 加 若 性 接反就会将 剩磁抵 消或 将剩磁 方 向改变 , 造成 励磁
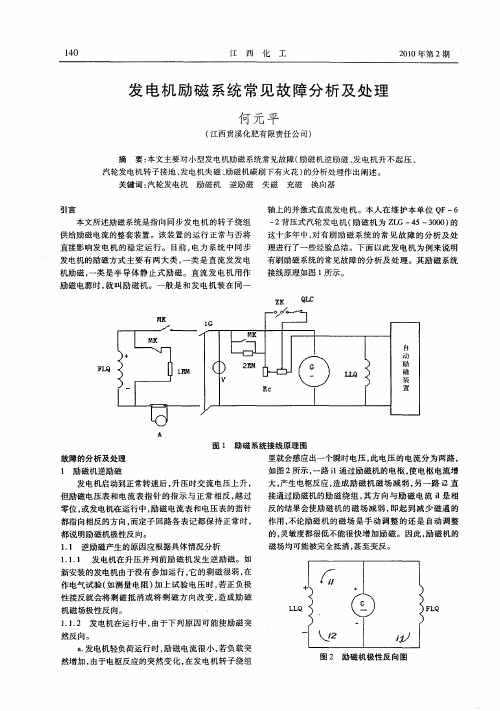
个 大 于额 定 电 流 1 以 上 的 瞬 时 短 路 电 流 , 个 电 0倍 这
流在转子绕组 中 出现一个 瞬时 电压 , 个 电压 可能 比 这 励磁 电压大 , 如果它的方向与原有 电压相 反 , 么便 会 那
逆励磁。例 如( ) 3 ,
F Q L L Q L
1 2
如图 2所示 , 一路 i 通过励磁机的电枢 , 电枢 电流增 l 使 大, 产生 电枢反应 , 造成励 磁机 磁场减 弱 , 另一路 直 接通过励磁机的励磁绕组 , 方 向与励 磁 电流 i是 相 其 l 反的结果会使励磁 机的磁 场减 弱 , 即起 到减少 磁通 的 作用 , 不论励磁 机的磁场 是手 动调 整 的还是 自动 调整 的, 灵敏度都很低不能很快增 加励磁 。因此 , 磁机的 励
10 4
江
西
化
工
见故 障分 析及 处 理
何 元 平
( 江西贵溪化肥有限责任公 司)
摘 要 : 文 主要 对小 型发 电机 励 磁 系 统 常 见 故 障 ( 磁 机 逆 励 磁 、 电 机 升 不 起 压 、 本 励 发 励磁机 逆励磁 失磁 充磁 换 向器
2l年 6 00 月
发 电机励磁系统 常见故 障分析及处理
Il 4
b 当 系统 发 生 短 路 时 , 电 机 定 子 绕 组 就 会 通 过 . 发
发电机励磁碳刷异常分析和对策

36 滑环 电刷 表面 污 垢 .
由于 积 灰 和 碳 刷 粉 末加 上 轴 承 座 轴 封 处 漏 出 的油 气侵 入 , 会 在 碳 刷 和 滑 环 表 面 聚 集 许 多油 污 , 塞 滑 环 通 风 使 得 碳 阻 L,
2 引起 碳刷 发热 的 因素
碳刷 的发热 由三部 分组成 : 碳刷 自身 电阻发热 ; 碳 刷 j
38 电流 平 衡 的 破 坏 . 在 正 常 情 况 ,2块 碳 刷 工 况 相 近 ,每 块 碳 刷 的 电流 接 近 相 7
等 , 体 的平 均 温度 较 低 , 刷 间 电流 相 对稳 定 平 衡 , 行 一 段 刷 碳 运 时 间 后 , 出 现 氧 化 膜 , 膜 , 涩 等 因 素 , 刷 接 触 面 的 接 触 会 气 卡 碳 紧 力减 小 , 刷 间 电流 二 次 再 分 配 。每块 碳刷 的 电流 差 别 增 大 , 碳
止 半 导 体 整 流 供 给 ,交 流 励 磁 机 的 励 磁 由 同 轴 永 磁 式 4 0 Z 0H 副励 磁 机 经 可 控硅 整 流 供 电 , 电机 和 主 励 磁 机 都 采 用 顺 德 市 发 盈 通 实 业 有 限 公 司 生 产 的 D1 2型 号 的碳 刷 , 磁 碳 刷 均 采 用 7 励 恒 压 形式 , 力 靠 恒 压 弹 簧 提供 。 励 磁 机 碳 刷 共 8块 , 电机 压 主 发 碳刷共有 7 2块 。 D1 2碳 刷 主 要 参 数 见表 1 7 。
1 事 件经 过
20 0 5年 5月 1 1日 ,00 2 :0交 接 班 检 查 # 3发 电机 碳 刷 时 发 现 发 电机 碳 刷 滑 环 火 花 极 大 , 近 环 火 现 象 , 多 个 碳 刷 辨 碳 接 有 化 变 白 , 断刷 辨 的碳 刷 有 5个 , 烧 3个 刷 握 孔烧 红 熔 化 。
一起发电机碳刷烧损事件分析

一起发电机碳刷烧损事件分析事件描述:事件分析:1.设备老化:发电机在长期使用过程中,机械部件会因为磨损和老化而失去原有的功能。
碳刷作为发电机的重要部件之一,也会因长期的磨损而导致工作效果下降,甚至烧损。
2.设备维护不当:在发电机的日常使用中,如果没有定期的维护保养,会导致设备内部灰尘积聚、机油不足等问题,进而对碳刷的正常工作产生不良影响。
3.过大负荷:过大负荷是指发电机工作过程中,负载远远超过其额定负载的情况。
过大的负荷会导致发电机产生过多的热量,从而损坏碳刷。
4.设备故障:设备本身的故障也可能导致碳刷烧损,如电路系统的短路、电压过高等问题都会对碳刷的正常工作造成影响。
5.不合适的使用环境:发电机的使用环境也会对碳刷的使用寿命产生影响。
如环境过于潮湿、温度过高等因素都会导致碳刷过早失效。
事件影响:1.经济损失:由于碳刷的烧损导致发电机无法正常工作,会造成停工期间的经济损失。
同时,更换碳刷也需要耗费一定的费用,并且可能会导致设备维修周期的延长。
2.生产延误:发电机无法正常工作,会导致工作场所的停电,进而影响到生产线的正常运转。
这不仅会延误生产进度,还会对产品质量产生负面影响。
3.安全风险:发电机在出现故障或短路的情况下,可能会对周围环境和人员产生安全风险。
如温度过高可能引发火灾,电流过大可能对人员造成触电等危险。
预防措施:1.定期维护保养:定期对发电机进行维护保养,清理内部灰尘,检查机油量,以确保发电机的正常运转。
2.负载合理分配:合理控制发电机的负荷,避免过大负荷导致发电机无法正常工作。
3.选择合适的使用环境:确保发电机的使用环境干燥、温度适宜,避免过湿或过高温度对设备的损坏。
4.定期检查电路系统:定期对电路系统进行检查,以确保没有短路或电压过高的情况。
5.及时更换磨损的碳刷:一旦发现碳刷磨损或老化,应及时更换,以保证设备的正常工作。
总结:一起发电机碳刷烧损事件是由多种因素引起的,如设备老化、维护不当、过大负荷、设备故障和不合适的使用环境。
发电机组励磁碳刷事故分析和对策
发电机组励磁碳刷事故分析和对策常少杰【摘要】碳刷是发电机进行正常发电和传导电流的重要部件之一。
因碳刷选取不当或是发电机在运行过程中缺乏对碳刷的维护管理,导致发电机非计划停运,给企业造成重大的经济损失,所以说碳刷在发电机中能否正常运行,将直接影响着发电机安全运行。
%Carbon brush is one of the important parts of the normal power generator and conduction current. The faults of carbon brush or the lack of carbon brush maintenance management in the running process lead to unplanned outage of generators, it causes great economic loss for the enterprise, so the normal operation of carbon brush in the generator will directly affect the safety operation of generator.【期刊名称】《价值工程》【年(卷),期】2016(035)008【总页数】2页(P126-127)【关键词】碳刷;危害;对策;方法【作者】常少杰【作者单位】山西大唐国际云冈热电有限责任公司,大同037039【正文语种】中文【中图分类】TM621碳刷即电刷。
运行中的发电机组碳刷如果维护不到位,或检查缺失将造成机组降出力,甚至损坏设备及停机事故。
发电机励磁系统中碳刷的运行和维护技术属于传统技术,多年来始终被沿袭和使用,但鲜有创新。
所以,由于日常对碳刷运行情况关注较少,维护技术水平达不到,造成碳刷异常运行情况越来越多。
集团公司系统发电厂由于发电机碳刷与集电环间的打火,有的发展成环火,最终导致刷架和集电环烧损而发生的机组非停事件时有发生,造成较严重的经济损失。
发电机励磁碳刷打火原因分析及处理

发电机励磁碳刷打火原因分析及处理在发电机的使用过程中,经常会遇到励磁碳刷打火的问题。
这个问题一旦出现,会导致设备无法正常工作,严重的还可能对设备造成较大的损坏。
因此,及时分析并解决这个问题非常重要。
励磁碳刷打火的原因可以从以下几个方面来分析:1. 轴承磨损导致碳刷贴紧:处于励磁位置的碳刷,通常贴合在旋转轴承的滑环上。
如果轴承磨损过大,轴承内部的位置会发生移动,导致碳刷牢固地贴紧不放,产生摩擦,进而导致碳刷打火。
2. 碳刷磨损:碳刷用久了会磨损,从而减小了碳刷的密合度。
当碳刷和旋转零部件的滑环之间的接触区域变小时,电流密度就会增加,从而导致碳刷打火。
3. 励磁调节不当:发电机的励磁是由励磁电流、励磁电压和励磁转矩等参数来控制的。
如果励磁调节不当,会使励磁电压过高,从而导致碳刷打火。
4. 碳刷质量问题:碳刷的质量问题也是碳刷打火的原因之一。
如果碳刷的材料不好,成分不均衡,或者硬度不够,就容易导致碳刷打火。
了解了励磁碳刷打火的原因之后,我们就可以针对性地对这个问题进行处理。
具体措施如下:1. 检查轴承状态:检查轴承是否磨损,如果发现问题,就需要及时更换。
同时,还需要注意轴承的润滑情况,防止因润滑不良而导致碳刷打火。
2. 定期更换碳刷:定期更换碳刷是保证设备正常运行的关键。
一般来讲,建议每隔一年或更短时间更换碳刷,特别是在设备频繁使用的情况下。
3. 调整励磁电压:励磁时需要控制好电压,避免励磁电压过高或过低。
在发现碳刷打火的情况时,可以通过调整励磁电压的大小来降低碳刷打火的风险。
4. 使用质量较好的碳刷:选择质量好的碳刷对于保证设备的稳定性非常重要。
在选择碳刷时,建议选择一些知名品牌的产品,同时要注意对比碳刷的材料和硬度等参数。
总之,励磁碳刷打火是一个比较常见的问题,但是只要我们适当维护和使用,就可以有效地降低碳刷打火的风险,进而保证设备的正常运行。
发电机励磁故障分析及处理对策

发电机励磁故障分析及处理对策摘要:近年来,我国对电能的需求不断增加,发电厂建设越来越多。
水轮发电机运行时励磁回路直流电压约数百伏,励磁回路对地电压约为励磁电压的一半,转子绕组及励磁系统对地绝缘,当励磁回路发生一点接地时,不会构成对发电机的直接危害,可平稳停机后再排查故障点。
因此本文就发电机励磁故障及处理对策进行研究,以供参考。
关键词:发电机;励磁系统;故障引言电励磁直驱水电机组是我国水力发电机常用的机组,机组主传动链使用双列圆锥滚子轴承,整个传动轴系采用单主轴承、外圈旋转结构,内圈通过过盈固定到支撑锥轴上,发电机为电励磁的内转子、外定子布局。
1低励限制原理水力发电机励磁系统的主要原理为:励磁电压的控制权由励磁控制系统中的主环稳定器以及低励控制中的控制信号通过竞比门方式决定。
开始低励限制动作前,通过电压稳定器实现水力发电机励磁系统的控制;低励限制动作开始后,励磁控制由低励限制实现。
2发电机励磁故障2.1励磁AVR柜报警电气专业对励磁系统的相关报警进行检查,信息如下。
(1)AVR柜控制面板警报。
AVR柜控制面板显示“警报(Alarm)”“出错(Error)”,按故障时报警时刻的先后时序。
通过查阅报警(Alarm)的故障代码“25010”,提示励磁系统发生可控硅异常,同时从表2中获知,励磁AVR通道1(CH1)及AVR通道2(CH2)均发生故障,触发励磁故障动作跳闸(Trip)。
(2)AVR装置故障录波情况。
查阅AVR装置,确认在故障时刻AVR装置自带的故障录波功能录取了相关的数据波形记录,但记录的是数据文件,在装置显示器上无法查阅波形,需要导出文件后在电脑上用专用软件复原数据文件形成电气波形。
(3)发变组保护盘动作检查。
故障发生后,检查发变组保护盘(A盘、B盘)仅存在“Trip”“Alarm”指示灯亮,86T3出口继电器动作,无详细保护动作指示灯亮;控制面板仅记录低频保护动作信息。
检查发变组保护压板,发现0号机发变组保护盘改造后图纸中标注为“备用”的LP13压板存在手写字样“AVR联跳”且处于投入状态,但查阅保护图纸,发现LP13压板的联跳信息及回路在图纸中缺失,即存在图纸与实际跳闸回路不相符合的问题。
发电机碳刷运行中烧毁原因分析及对策
发电机碳刷运行中烧毁原因分析及对策pengyi摘要碳刷是发电机中动静接触和交换能量的设备,碳刷运行的好坏,直接关系到发电机的运行安全,因此,碳刷的运行问题不容忽视。
关键词碳刷问题分析对策1 引言发电机碳刷运行中冒火花或温度升高是比较常见的故障,若不及时予以消除,将会加剧碳刷磨损和滑环损伤,对安全发电构成直接威胁,甚至会引起机组被迫停机,本文所述就是一起典型的碳刷运行中长期冒火花或温度升高未被发现,而导致大部分碳刷烧毁被迫紧急停机的事故。
通过认真分析事故的原因,制定出相应的对策,可有效防止类似故障的再次发生。
双河电站系九寨沟水电开发有限责任公司在白水江流域梯级开发的第二个电站,属一库七级中的第六级,始建于2005年12月,第一台机组于2009年6月26日正式并网发电,电站为压力隧洞引水式地面厂房,压力隧洞全长6279.88m,设计引用流量102 m3/s,总装机容量为3×27MW,励磁方式为静止晶闸管励磁,额定励磁电流725A,额定励磁电压140V,采用恒压弹簧,上、下滑环共有碳刷26个,励磁机罩四周采用栅格结构用于散热。
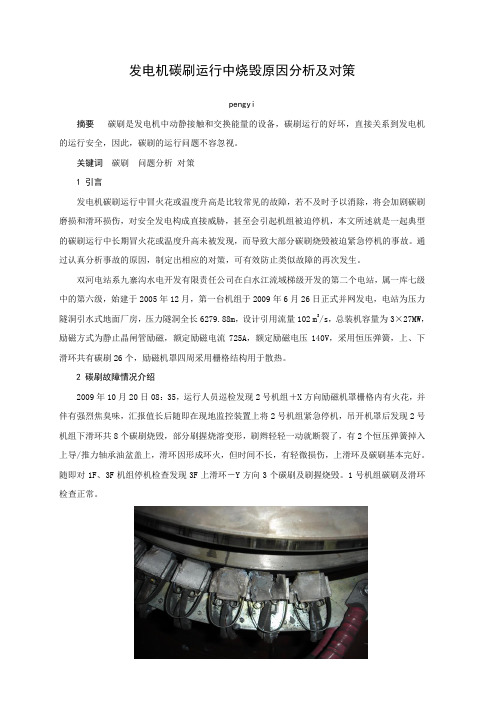
2 碳刷故障情况介绍2009年10月20日08:35,运行人员巡检发现2号机组+X方向励磁机罩栅格内有火花,并伴有强烈焦臭味,汇报值长后随即在现地监控装置上将2号机组紧急停机,吊开机罩后发现2号机组下滑环共8个碳刷烧毁,部分刷握烧溶变形,刷辫轻轻一动就断裂了,有2个恒压弹簧掉入上导/推力轴承油盆盖上,滑环因形成环火,但时间不长,有轻微损伤,上滑环及碳刷基本完好。
随即对1F、3F机组停机检查发现3F上滑环-Y方向3个碳刷及刷握烧毁。
1号机组碳刷及滑环检查正常。
图片1:烧毁的碳刷3 故障处理做好2F、3F 机组的安全措施后,将2F机组上滑环与3F上滑环互换,并对3F滑环、刷握上的碳粉进行吹扫,回装后摇测转子绝缘500MΩ,15:40将3F机组并入系统。
2009年10月21日待碳刷备品到后将2F机组烧坏的碳刷和刷握全部更换,对2F机组滑环、碳刷等上的碳粉进行清扫,对下滑环回装后摇测转子绝缘500MΩ,09:39将2F机组并入系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编订:__________________
审核:__________________
单位:__________________
发电机励磁碳刷事故分析和对策(正式)
Deploy The Objectives, Requirements And Methods To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level.
Word格式 / 完整 / 可编辑
文件编号:KG-AO-9332-99 发电机励磁碳刷事故分析和对策(正
式)
使用备注:本文档可用在日常工作场景,通过对目的、要求、方式、方法、进度等进行具体的部署,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。
下载后就可自由编辑。
沙角A电厂1,2号机曾因励磁碳刷环火造成2次停机事故。
机组容量200 MW,发电机的励磁形式为它励,额定励磁电流1765 A,励磁碳刷采用非恒压形式,主励每极32条碳刷,碳刷型号为D172HT-25×32×65,20xx年6月2号机组大修增容改造时,励磁碳刷改为恒压形式,每极30条碳刷,碳刷形号为D172HT-25×32×100。
D172碳刷主要参数见表1。
表1 D172碳刷主要参数
长度L/mm
磨擦系数k
正压力P/Pa
接触压降△E/V
电流密度I/(A/cm²)额定电流I/A
最高速度v(m/s)
电阻率、p/Ω·m
电阻率R/Ω
65
9.8×2500
0.25
1.25
12
96
70
12×10-6(-6标在右上位置) 0.00105
100
9.8×2500
0.25
1.25
12
96
70
10×10-6
0.00162
1 事故经过
(1) 2001-06-29T08:00交接班检查1号机组碳刷无火花机,14:45检查发现主励磁机负极滑环碳刷环火,减负荷和减励磁电流、调整处理无效,碳刷刷辫
相继发红烧断,并伴有弧光,14:55,值长令解列停机,事故过程约10 min,结果造成20个碳刷刷辫烧断,4个刷握孔熔化。
当时机房内温度35~40℃,有功负荷200 MW,无功负荷90 Mvar,励磁电流1650 A。
(2) 2001-09-18,机房内温度35~40℃,2号机组有功负荷210 MW,无功负荷87 Mvar,励磁电流1550 A,班中检查发现励磁负极的其中一条碳刷断辫,滑环碳刷火花大,取出该组(3条)碳刷更换,滑环环火,并发现其它碳刷相继发红断辫,减励磁电流,有功减至140 MW调整处理无效,解列停机。
整个过程约15 min,结果造成10只碳刷刷辫烧断,部分采集电环及销钉固定孔烧化,“V”架部分销钉烧断。
2 引起碳刷发热的因素
碳刷发热由3部分组成:碳刷自身电阻发热,碳刷接触压降发热和磨擦发热。
碳刷自身电阻发热功率:W₁=I²R
碳刷接触压降发热功率:W₂=I△E 磨擦发热功率:W₃=Fv
其中:I-流过碳刷的电流;
R-碳刷电阻;
△E-接触压降;
F-碳刷压紧力;
v-碳刷与滑环的相对运动速度。
3 碳刷发热的原因
3.1 碳刷使用过程中电阻值逐渐增大
将购买的500条D172HT-25×32×100碳刷,用电桥法测量其电阻值为0.0012~0.0020Ω,电阻分散性不大;一部分碳刷在2号机组使用一段时间后更换下来,测得电阻值为0.0012~0.01Ω,即部分碳刷的电阻增大了;2号机碳刷事故停机后,拆下的碳刷测得电阻值为0.0012~0.3Ω,电阻分散性很大,电阻也大了许多,电阻值的增大使碳刷的电阻发热增加。
3.2 碳刷卡阻
碳刷通过电流后发热,刷体膨胀,易卡在刷握,这时拉动刷辫感觉很紧;部分碳刷由于振动、刷握不垂直等原因,会在刷握一侧的上沿和另一侧下沿产生明显卡阻,这几种形式卡阻,用钳表仍可测得电流,容易被误导(刷辫处磁场较强,测量方法不同,钳表测
得数值误差大,测量值只作定性分析),碳刷却已经失效,致使其它碳刷分配的电流增加,电阻发热增加。
3.3 碳刷压力减小
非恒压碳刷,压紧弹簧后碳刷接触压降小,发热少,在碳刷磨短后,弹簧压力明显减少,压力小到一定程度,接触不稳定,接触压降增大,接触压降发热明显增加。
3.4 碳刷接触面形成气膜
D172碳刷最大圆周速度为70 m/s,发电机励磁滑环直径为445 mm,折算后滑环表面园周速度为69.9 m/s,碳刷在允许最大速度下运行,很容易在碳刷接触面产生气膜和跳动,流过碳刷的电流不稳定。
在滑环表面开凹槽和磨花碳刷接触面可破坏气膜。
但开凹槽使碳刷实际的接触面积减小。
3.5 滑环氧化膜的形成
滑环氧化膜太厚,使碳刷接触电阻大大增加,励磁电流分流到其它回路电阻小的碳刷上。
3.6 电流平衡的破坏
一般情况下,非恒压弹簧碳刷新换上和压紧弹簧,碳刷与滑环接触面的接触紧力较大,即接触压降小,所有32条碳刷工况相近,每条碳刷的电流接近相等,刷体的平均温度较低,碳刷间电流相对稳定平衡(称作强平衡)。
运行一段时间后,碳刷的磨损量相近,但出现了氧化膜、气膜、卡阻等因素,碳刷磨短了或弹簧压力降低了,碳刷接触面的接触紧力减小,碳刷间电流二次再分配,每条碳刷的电流差别增大,处于不稳定平衡(称作弱平衡)。
这个阶段时间长,逐渐变化,不容易引起警觉。
当环境温度升高或励磁电流增加时,
随时可造成弱平衡破坏。
4 碳刷事故原因
滑环表面形成了一定厚度的氧化膜,增大了碳刷的接触压降,加上个别碳刷卡阻失效,碳刷处于弱平衡状态,事故时室内气温高,机组负荷加满,励磁电流增加,碳刷间弱平衡破坏,个别碳刷电流迅速增大,严重过热,刷体发红膨胀卡死,大电流转移到其它碳刷,并相继出现膨胀卡死,滑环环火恶性发展,使得短时间内大量碳刷刷辫烧断。
5 关于2号恒压励磁碳刷事故
20xx年6月,2号机组大修时将刷架改为恒压励磁刷架,主励磁机每极碳刷由10组“V”架组成,每个“V”架装3条碳刷,“V”架与集电环靠一根销钉转动9°卡接,“V”架两侧面与集电环面接触通过电流。
5.1 “V”架销钉磨蚀
“V”架销钉磨蚀有2种,一种是电流流经销钉产生腐蚀,另一种是销钉与“V”套径向线接触,“V”架与“V”套接触紧力使销钉产生应力磨损。
5.2 “V”架与集电环接触不好
“V”架与集电环“V”套配合差,虽然装配要求接触面大于80%,实际上达不到要求,“V”架装上后前后左右可晃动,造成“V”架两侧面很多烧伤弧坑。
5.3 弹簧压力不足
恒压弹簧压力不足,用手拉动励磁弹簧,可明显感觉不同弹簧的压力差异,且弹力比其它机组非恒压弹簧小很多,由于弹簧压力不足,刷握和碳刷加长增
加了碳刷侧面磨擦阻力,碳刷被阻在握内。
上述缺陷增加了2号机碳刷事故的几率,而2号机事故当时取出1组碳刷更换则加剧了碳刷弱平衡的破坏。
6 改进维护处理措施
(1) 将消除碳刷火花的被动管理形式改为控制
碳刷电流分配和温度的主动管理形式。
在生产现场配备直流钳表和测温表,每班测量和掌握每个碳刷电流和温度,碳刷电流控制在10~90 A,刷体温度控制在不大于80℃,及时消除电流不平衡、气膜、氧化膜、卡阻等因素,保证碳刷在强平衡状态工作。
有条件时,专人负责碳刷的维护更换工作跟踪,效果会更好。
(2) 出现个别碳刷断辫,可先减小励磁电流;出现环火,则大量减小励磁电流,调整碳刷电流平衡后再换碳刷。
(3) 规定碳刷磨损掉1/3,必须更换,每月更换碳刷不少于20条,月更换量达到30%,消除碳刷太短、电阻值变大、卡阻、阶梯形四面体等现象。
(4) 在“V”架导电两侧面涂导电脂,消除紧力不足引起的导电不良。
定期检查“V”架销钉和紧力,定期检查弹簧压力。
7 结论
采取上述措施以后,3台机组励磁碳刷实现了无火花、刷辫无变色、无断辫运行,先后及时消除了个别碳刷小电流(卡阻)以及3号主励磁碳刷正极一周8只碳刷无电流(机端盖渗油引起)问题。
从一段时间的
运行情况看,不论是变压弹簧还是恒压弹簧,碳刷维护管理从控制碳刷无火花改为碳刷状态平衡控制,较好地实现了强平衡状态运行目的,避免了人为因素的影响。
2号机由于设备先天不足,虽然个别碳刷小电流现象经常出现,电流平衡问题仍得到较好控制。
(彭远崇)
请在这里输入公司或组织的名字
Enter The Name Of The Company Or Organization Here。