钛合金激光修补焊接技术
钛合金零部件激光焊修工艺
基体金属
焊接钛合金 的方法 主要有钨极氩弧焊 、熔化极气体保护
2 焊缝气孔 问题 . 钛及钛合金焊接 时,往往 在熔 合线附近形成气孔 。气 孔
焊、激光焊、等离子弧焊 、电子柬焊及扩 散焊等 。由于 飞机
零部件对接头性能及成形要求很高 ,常规焊接方法有其局限
【 收稿 日期 】2 1- 3 2 00 0- 9 【 作者简介】杨萍 ( 9 9 ) ,河南信阳人 ,空军第一航空 学院讲师 ,从 事金属材料热处理研 究。 16 一 ,女
( )钛 合金 焊接性 问题 一
般情况 下,钛及其 合金具有 良好 的焊接 性能,焊 接后 接头的机械性能略低于基体金属 ,但 已能够满 足飞机零件的 使用要求 。由于钛是一种活泼元素 ,如用 手工氩弧焊、等离 子弧焊或真空 电子束焊 ,焊接后 出现 的突 出问题是气体等杂 质污染而 引起焊接接头脆 化。此外,还可能产 生气孔和裂纹 。
21 0 0年第 7期 f 总第 1 1 ) 3期
大 众 科 技
DA ZHONG KEJ I
NO 7。 1 . 2 0 0
( u l i lN , 1 C mu te o1 ) av y s
钛合金零部件 激光焊修 工艺
杨 萍
6 0 0) ( 空军第一航 空学院,河 南 信 阳 4 4 0
一
{ f
、 f
1气体等杂质污染而引起焊接 接头脆化 . 在常温下钛及钛合金 是比较稳 定的。但实验证 明,随着 温 度的升高,钛及钛合金吸收氧 、氮及氢 的能力也 随之 明显 上 升。若钛 受了这些气 体的污染,塑性将严重下降 。如把工 业纯钛 薄板在 空气 中加热到 6 0 I0 " 5 O 0C区问并保持不 同时 间,研究其对冷弯角变化 的影响 ,其结果如 1图所示 。由该 图可 以看 出,温度越 高,保温 时间越 长,冷 弯角越小,也就 是 塑 性 越差 。
航空钛合金件的激光修复技术_佟永军
2009/3由于钛合金具有比强度高,耐腐蚀等优异性能,因此在航空领域的应用越来越广泛。
我国从20世纪60年代开始生产钛合金板材,早期通常用钛合金板材冲压加工成薄壁型零件应用于飞机结构,并沿用铝合金结构的主要连接方法——铆接,制成飞机结构中温度相对较高部位如蒙皮、隔框等构件。
钛合金也通常经过焊接(钨极氩弧焊)与机加工制成航空发动机的机匣、延伸管、收放或转向式喷口等部位的零件,可在较高温度下(350℃)长期工作。
飞机、发动机的钛合金构件除了在工作状态下承受载荷外,还因发动机的起动—停车循环形成热疲劳载荷,在交变应力和热疲劳双重载荷作用下,产生不同程度的裂纹,严重影响了飞机、发动机的使用寿命,甚至危及飞行安全。
因此,需要研究航空钛合金结构的损伤修复方式,发挥其性能优势,并得以更广泛地使用。
航空钛合金件的传统工艺钛合金件的传统工艺一般采用铆接和传统焊接。
钛合金铆钉在常温下难以直接变形形成镦头,需要通过加热使钛合金铆钉进入其超塑性温度区变形、镦粗,在使用过程中易产生裂纹。
通常采用的修复工艺有贴补法和挖补法。
贴补修复工艺为:先打止裂孔,用与零件同材料同厚度的衬板铆接以恢复原有的刚度、强度。
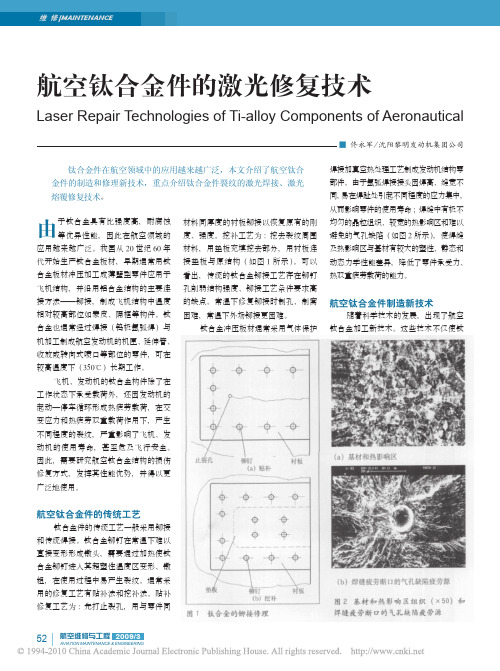
挖补工艺为:挖去裂纹周围材料,用垫板充填挖去部分,用衬板连接垫板与原结构(如图1所示)。
可以看出,传统的钛合金铆接工艺存在铆钉孔削弱结构强度、铆接工艺条件要求高的缺点。
常温下修复铆接时制孔、制窝困难,常温下外场铆接更困难。
钛合金冲压板材通常采用气体保护焊接加真空热处理工艺制成发动机结构零部件。
由于氩弧焊接接头因焊高、缝宽不同,易在焊趾处引起不同程度的应力集中,从而影响零件的使用寿命;焊缝中有极不均匀的晶粒组织、较宽的热影响区和难以避免的气孔缺陷(如图2所示),使焊缝及热影响区与基材有较大的塑性、静态和动态力学性能差异,降低了零件承受力、热双重疲劳载荷的能力。
航空钛合金件制造新技术随着科学技术的发展,出现了航空钛合金加工新技术。
钛合金焊接技术及应用研究
钛合金焊接技术及应用研究钛合金是一种非常重要的金属材料,被广泛用于航空、航天、医疗和高端装备制造等领域。
但是钛合金的焊接技术一直是一个挑战,因为它的高化学活性和高熔点使焊接过程变得非常困难。
在此背景下,钛合金焊接技术的研究和应用变得越来越重要。
本文将介绍钛合金焊接技术的现状和未来发展趋势。
一、钛合金焊接技术的现状钛合金的高化学活性和高熔点使得传统的焊接技术难以应对。
传统的钨极惰性气体保护焊(TIG)和与钨极极性变化相应的等离子弧焊(PAW)等,因氮、氧等容易与钛发生反应,在钛的表面上产生氧化物和氮化物等,且从焊接材料与氧、氮等的接触中,生成会影响焊缝成型和性能的夹杂物。
因此,确定合适的焊接技术非常重要。
当前,常用的钛合金焊接技术主要包括:1. 激光焊接技术激光焊接技术以其高功率和高能量密度,能够实现快速熔化、快速凝固等优点而备受青睐。
通过激光束对钛合金进行加热,在短时间内使其达到熔化状态,然后再进行快速凝固,从而形成焊缝。
该方法不需要使用气体保护,同时能够保证焊缝的纯洁度和质量。
2. 电子束焊接技术电子束焊接技术是通过聚焦电子束对钛合金进行加热,使其达到熔化状态,从而形成焊缝。
和激光焊接一样,该技术也不需要使用气体保护。
电子束焊接技术具有焊缝质量高、热影响区小等优点。
然而,由于电子束的功率较高,其对环境的辐射量也比较高,需要采取一定的安全措施。
3. 电弧离子镀焊接技术电弧离子镀焊接技术是一种新型的钛合金焊接技术。
离子镀技术使用了高速离子束对焊件进行表面清洗,从而去除氧、氮等不良元素,预处理好焊缝的材料表面。
离子束打在钛合金表面时,与表面原子发生电子跃迁,使原子离开表面并形成离子,达到表面清洁、去毒、增大表面特征能,表面成分和晶格等层面的性质改善的目的;与洗涤表面毒素相对应,另一方面,毒素被打出后,又会汇集到反极板上。
经过离子束清洗的钛合金表面变得光滑洁净,从而有效地提高了焊接质量。
二、钛合金焊接技术的应用研究钛合金焊接技术的应用相当广泛,主要应用在以下领域:1. 航空航天领域钛合金在航空航天领域中被广泛运用,焊接质量的好坏直接影响着航天器的高度和安全性。
钛合金激光焊接技术的探究
2 0 1 3 年 第 2 9 期l 科技创新与应用
钛 合金激光 焊 接 技 术 的 舶 机 械 厂 , 江 苏 南通 2 2 6 0 0 2 )
摘 要: 近年来 , 钛合金焊接得到 了各界广泛的关注。文章主要 对钛合金 的化学特性与焊接特点, 以及激光焊接技 术优势进行 了 简单的介绍 , 并总结了钛合金 激光焊接技术的发展现状 , 分析 了钛合金激光焊接技术的影响 因素。并提 出, 解决这些不利 因素,
才能提 高钛 合金 焊接 的质 量 。 关键词: 钛合 金 ; 激 光 焊接 技 术 ; 机械
钛合金在焊接时, 随着温度 的逐渐升高 , 与氧气 、 氢气等气体很容易 的结合 。温度越高 , 钛合金吸收气体的能力就会也高。 在焊接的过程中 , 如果不做任何 的保护措施 , 焊缝的金属 就会 吸收空中大量 的氧气和氮气 , 在非常高的浓度范 围内, 与钛形 成了 间隙固熔体 , 这些 因素 , 造成 了金属的塑韧性下降 , 而硬度却得到了 提高。 钛在焊接时, 也与氢气有很好的亲和性 。 焊接过程中, 钛与氢 气发生化学反应 , 形成了氢化钛 , 造成了金属 的含氢量 的增加 , 降低 了金属的韧性 。 因此 , 为了在焊接时获得 良好接头性能的焊缝 , 应该 在 焊接 前 采取 最 为严 格 的保 护 措施 。 2 . 2 等 离 子体 对 钛合 金 激光 焊 接 过程 的影 响 在不对等离子体施加任何控制时 , 激光在入射时的能量被等离 子体大量 的吸收 , 而只有一小部分的激 光能量透过等离子体 , 被激 光材料吸收 , 熔化钛合金材料。 但是 , 熔化的深度却不高。 然而 , 在对 等离子体进行侧吹气体的方式控制等离子体时 , 形成 了全熔透的焊 缝。 因此 , 在钛合金激光焊接的过程中 , 要对等离子体加以适 当的控 制措 施 日 。 2 . 3 焦 点位 置 对 钛合 金 激光 焊 接 过程 的影 响 在 激 光 的焊 接过 程 中 ,激 光 焊 接 的接 头 形成 的外 貌 和 质量 , 主 要是 由激 光功 率 、 焊 接 的速 度 以及 离 焦 量 决定 的 。激 光器 决 定 了激 光功率 , 而工作 台的速度决定了焊接 的速度。焦点位置是在实施焊 接之前就已经调节好的。在设计激光器喷嘴时 , 要考虑怎样既快又 准的调节离焦量 , 透镜的焦距只要据顶 了焦点的位置 。目前 , 实际 购买 的透镜的焦距 与标准值存在一定的误差 ,并且在使用 的时候 , 在激 光 束 的热 辐射 长 期 的作 用 下 , 镜 片 的基 体 材 料 的 聚焦 性 能 发生 接方式l l l 。 了很 大 的 变化 , 透 镜 的焦 距 也会 随着 发生 变 化 。 因此 , 必 须要 控 制高 1 . 2 钛合 金 焊 接 的特 点 在 可调 节 的 范 围之 内 , 从而 使 其适 应 不 同 的焦距 的镜 片 。 钛合金 的焊接特性 主要是有合金的成分 以及 微观结构这两个 度方 向 , 3结 束 语 因 素 决定 的 。 例如 : 钛合 金 就具 有 很好 的焊 接性 能 , 接 头 的强 度 以 及塑韧性都 比较 的理想。 而 B钛合金的焊接性能就 比较差 。 但是 , 在 钛合金的优 良特性 , 使其在军事领域 、 航空领域得 到了广泛 的 退火和固熔状态下的某些 + B钛合金也是可以焊接 的,在焊后还 应用 。 随着科技的不断发展, 激光技术也得到了不断的进步 , 基于激 钛合金激光焊接技术成为 了未来发展 的趋势。 因此 , 要进行时效 的处理 。稳定 的 + B钛合金由于在焊缝和热影响区时 光焊接的优势 , 发生了相 的转变 , 造成了其再焊接时容易脆化的现象。 钛合 金 激 光 焊 接 技 术 的 研究 ,对 于 解 决 焊 接过 程 中不 利 因素 的影 钛合金 的加热温度 , 达到了 向 B转变的临界温度 时 , 晶粒是 响 , 以及更新焊接工艺具有重要 的意义。通过研究钛合金激光焊接 以晶界突跳式位移的方式长大的。 晶粒慢慢长大 , 速度却逐渐变缓 , 技术 , 使其能够应用在实 际的生产实践活动 中去 , 从 而提高钛合金 但是在温度继续升高的作用下 ,晶粒长大的速度又会慢慢的加快 。 焊接 的 质量 。 参 考 文献 就一般情况来说 , 钛合金在焊接时 , 焊接 的接头形成的晶粒 都 比较 的大 , 也 显得 很 粗 。 钛合 金 焊 接 时 晶粒 的尺 寸 和 晶粒 内的结 构 , 受 到 [ 1 ] 刘 鹏 飞. 钛 及钛 合 金 结构 焊 接技 术研 究进 展[ J l _ 焊接 与切 割 , 2 0 1 2 . 2 1 l 一1 3 . 加 热 温度 的影 响 和在 此 温度 下 的 停 留 时 间 , 以及 近 缝 区 的冷 却 速 度 0: 的影响。焊接接头的强度和塑韧性 , 随着晶粒 的长大, 逐渐降低 。由 【 2 】 高福 洋, 廖 志谦. 钛及钛合金焊接 方法与研 究现状f J ] . 先进 焊接技 于, 钛的化学特性 , 在一定 的温度下 , 钛合金在焊接时容易吸收空气 术 , 2 0 1 2 . 2 3 ( 2 4 ) : 8 6 — 9 0 . 中的氧气 、 氢气或氮气等气体 , 当焊缝含有较高的氧气 、 氮气 的含量 f 3 】 田锦 , 刘金舍. 钛合金 ’ 活I 『 生激 光 焊接 的初 步研 究 金 属 铸 锻 焊技 时, 焊 接 的缝 隙就 会 变得 很 脆 弱口 。如 果 焊 接 的应 力 过 大 , 就 会 出 现 术 。 2 0 0 8 . 5 ( 3 7 ) : 7 7 — 7 9 . 裂 纹 的现 象 。 『 4 ] T俊 明 , 信冬冬 , 高 阳. 钛 合 金 激光 焊 接 工 艺研 究及 激 光 穿 透 焊 温 度 场数 值模 拟 『 D 1 . 山 东 昌润科 技 有 限公 司试验 , 2 0 1 0 . l - 3 激光 焊 接 技术 的优 势 激 光 焊 接技 术 以其独 特 的优 势 , 受 到 了广 泛 的关 注 和应 用 。它 的主要 优 势 表 现 如下 : ( 1 ) 激 光 焊 接 的速 度 非 常 的快 , 而且 不 存 在 焊接 缝 隙 , 因而 具 有 非常高的焊接质量 。( 2 ) 焊接 时, 由于聚焦后产生很高的功率密度 , 因此 , 焊接 的深度也很大。 ( 3 ) 如果需要焊接的位置是很难接触的地 方, 激光焊接可采取远距离焊接。 ( 4 ) 激光焊接技术也可以对一些微 型的器件实施焊接。( 5 ) 对于像钛 、 石英这样 的难熔 材料 , 采用激光 焊接是非常方便的 , 而且效果也非常的好 。 2钛合金激光焊接中的影响因素 2 . 1氮 、 氢、 氧对钛合金激光焊接过程的影响 钛这种材料与氧具有很强的亲和力 , 具有活泼的化学特性。在 常温状态下 , 能够和氧产生反应 , 形成一层氧化膜 。 由于氧化膜的保 护, 钛在常温下 , 稳定性非常的高 , 并且具有很强的耐腐蚀性 。 但是 ,
钛合金表面缺陷的激光熔覆修复

表2 模拟裂纹氩弧焊修复拉伸试验结果 抗拉强度/MPa 820 995 940 屈服强度/MPa — 937 — 延伸率/% — 2 —
复过程中过大的热输入对焊缝造成基体吸氢吸氧而变 脆, 使氩弧堆焊修复后抗拉强度、 屈服强度和延伸率均 低于激光修复。 2.3 疲劳试验 疲劳试验采用 MTS810 电液伺服疲劳试验机进行。 R =0.1, f =25Hz。试验结 试验条件为应力水平 650MPa, 果如表 3 所示。
1 试验过程及方法
1.1 试验材料 试验选取了生产中常用的 TA15 钛合金材料, 其名
116 航空制造技术·2011 年第 16 期
TEST AND MECHANISM ANALYSIS
测试与机理分析
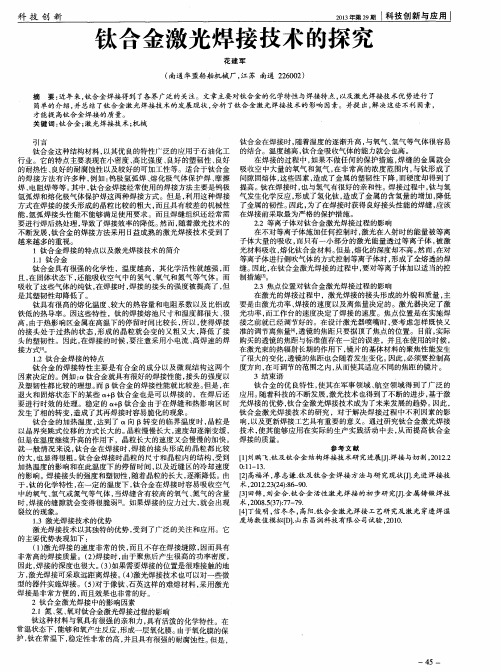
(a) 低倍形貌 (b) 结合界面
100μm
5μm
[ 摘要 ] 采用激光熔覆方法对钛合金试样表面缺 陷进行修复, 对修复结果进行反复测试, 并与氩弧焊修 复进行对比试验。试验结果表明, 激光熔覆可实现对钛 合金表面缺陷的有效修复, 且各方面性能远高于氩弧焊 修复。 关键词:修复 激光熔覆 钛合金表面缺陷 氩弧 焊 [ABSTRACT] Repairing for titanium alloy surface defect with laser cladding method is researched. A number of tests on the coat and the titanium alloy material are carried out. The comparative experiment on the laser cladding method and the argon arc welding is performed. The results prove that the laser cladding method can repair the titanium alloy surface defect well, and the laser cladding coat performances are better than the argon arc welding. Keywords: Repairing Laser cladding Titanium alloy surface defect Argon arc welding 钛合金具有比强度大, 比重量轻、 耐高温以及焊接 性能良好等优点, 广泛的应用于航天、 航空等领域 [1-4]。 实际生产过程中, 刮碰、 操作失误等原因造成钛合金零 件产生凹痕、 裂纹、 尺寸超差等质量问题。因为表面缺 陷导致零件的报废, 将造成巨大的经济损失; 制造新的 零件, 又会延长生产周期, 甚至影响飞机的按期交付。 采取适当的方法对零件的表面缺陷进行修复, 不仅可以 有效地解决这类问题, 而且具有很好的经济效益和社会 效益。 与传统修复方法相比, 激光熔覆技术有以下优点 [5] : 激光束的能量密度高, 作用区域集中, 除作用区域外, 材 料其他部分不受热作用; 激光加工的加热和冷却速度 快, 材料的组织和性能不受破坏, 所形成修复层的表面 组织和性能均优于其他传统方法形成的; 激光加工的表 面没有机械作用, 使得加工速度快, 效率高。因此, 采用 激光熔覆技术能够很好地修复钛合金的表面缺陷。
钛合金激光焊接工艺分析
为典 型 , 对其进 行 激光 焊接 性 能分析 , 并针 对焊接 性 能 开展 激 光 焊接 工 艺分析 , T 系列及 其他 类 型钛 对 C
合 金 激 光 焊 接 加 工 具 有 一 定 现 实指 导 意 义 。 关 键 词 : 合 金 ; 光 ; 接 ; 艺 分 析 钛 T 5.
c nc o a e f r TC e is a he ype f tt ni s re nd ot rt s o ia um as r we dig pr e s l e l n oc s .
Ke r s Ti n u al y,La e ,W e d n y wo d : t i m l a o sr l i g,Pr c s n l ss o e s a ay i
( )
接方 法 一 般 采 用 氩 弧 焊 或 等 离 子 弧 焊 , 2种 方法 均
性能 较 好 , TC 、 2 TC 除 I TC 、 7外 , 他 系 列 均 可 热 其
处理 强 化 , 削加 工 、 切 压力 加 工 性 能 良好 , 温强 度 室 高 , 10 0 在 5 ~5 0℃具有 良好 的耐热 性n 。 ] 钛 合 金 的焊 接 方 法 主要 有 钨 极 氩 弧 焊 、 化极 熔
加 工 工 艺
材 料 研 究
钛 合 金 激 光 焊 接 工 艺 分析 *
王 中林
( 汉软 件 工 程 职 业 学 院 , 北 武 汉 4 0 0 ) 武 湖 3 2 5
摘 要 : 合 金 广泛 应 用 于工业 生 产 , 钛 TC 系列钛 合金 是 其 中应 用 最广 的一 种 。 以 TC 系列钛合 金 作
型钛 合 金 中产量 最 多 、 用 最 广 的一 种 。传 统 的 焊 应
薄板钛合金光纤激光-tig电弧复合焊接工艺研究
薄板钛合金光纤激光-tig电弧复合焊接工艺研究随着航空航天、船舶、化工等领域对材料性能要求的提高,金属材料的焊接工艺也日益趋于高效、高精度、高质量。
对于薄板钛合金的焊接,传统的TIG焊接具有较好的焊缝质量和可靠性,但生产效率低下;而激光焊接速度快,但焊缝质量容易受到板材表面质量和对接精度的影响。
因此,采用光纤激光-TIG电弧复合焊接工艺,可以在保证焊接质量的同时提高生产效率。
光纤激光-TIG电弧复合焊接工艺的实现,需要在TIG焊接过程中引入激光能量,使得焊接部位产生高温,从而提高焊接速度和焊缝质量。
该工艺涉及的关键技术包括激光和TIG焊接机的协同控制、焊接气体种类和流量的优化、焊接参数的匹配等。
在应用实践中,需要根据板材厚度、板材表面质量和对接方式等因素进行针对性的调整和优化。
通过文献综述和实验研究,可以得出光纤激光-TIG电弧复合焊接工艺的一些优点:能够实现高效率、高精度的焊接;焊接质量稳定可靠;适用于不同厚度和形状的钛合金薄板;降低了对板材表面质量的要求;且可实现自动化生产,提高了生产效率。
但该工艺也存在一些缺点,如设备复杂、初步成本较高、对气体流量和焊接参数等参数的精度要求较高等问题,需要在实际生产中进行更多的优化和改进。
钛合金零件的激光成形修复
面磨损,以及此类零件的严重损伤。 合应力及变形控制技术加以保证。
性能具有良好的匹配。
需要指出的
图3给出了采用激光成形匹配
是,要实现零件 修复Ti一6Al_4V合金锻件的低周疲
的高性能激光成 劳寿命曲线。在高应变情况下,匹配
形修复,还必须 修复的疲劳寿命有显著提高,仅略低
克服的一大难题 于Ti一6Al-4V合金模锻件的疲劳寿
氏Q+B板条组织(图2c)。与基体 的细小晶粒组织不同,修复区呈现粗
锻造退火态标准
HB5224——1982
≥895
≥825
≥8一lO
大的初生B柱状晶组织,柱状晶主
用干修复的锻件基体
910~930
855~880
19.5~20.O
轴基本沿激光沉积方向,晶内呈现典 型的魏氏d+B板条组织(图2b)。
激光成形试样(沉积态)
槽、蚀坑、冶金孔洞缺陷等;(2)面尺 体,但是塑性要低于锻件修复基体。 件修复完毕后只需做适当的退火热
寸超差缺陷(简称面缺陷)——缺陷 同时,槽修复和体修复试样的强度要 处理消除应力,保证零件本体性能不
为某一表面的尺寸超差,包括加工超 低于面修复试样,塑性要高于面修复 发生变化。表2给出了一种新型的 差,装配磨损,腐蚀冲刷等;(3)筋板 试样。也就是说,通过激光成形修复, Ti一6A1.4v钛合金激光匹配修复材
损伤缺陷(简称体缺陷)——为某一 钛合金的性能能够得到很好的恢复, 料TX合金的力学性能。可以看到,
关于钛合金激光焊接工艺研究及激光穿透焊温度场数值模拟讲解
钛合金激光焊接工艺研究及激光穿透焊温度场数值模拟摘要钛及钛合金因其比强度大和优良的耐酸腐蚀性能,在各行各业中得到越来越广泛的应用。
激光焊接由于具有能量集中、焊缝成形好、操作简单、易于监测等优点,非常适合焊接钛合金材料。
论文通过激光焊接试验表明钛合金激光焊接的主要缺陷是气孔,空气中的氧气、氮气和工件表面的水分是造成气孔的主要原因。
钛合金激光焊接焊缝强度、硬度提高,塑性、弯曲性能下降。
对1.8mm 厚P20型钛合金板激光拼焊推荐工艺参数为激光功率1600~1800W,焊接速度2.7~3.6ndmin。
激光穿透焊接过程包含着一系列复杂的物理、化学反应现象,表现出快速、复杂、多维、多参数影响等特点。
激光与材料相互作用时,因聚焦激光束功率密度高(通常高达10。
W/cm2以上),被焊材料在极短时间内熔化、汽化乃至蒸发,从而形成小孔,并出现激光诱导的等离子体。
在激光焊接过程中,光致等离子体、小孔以及熔池的行为决定了焊缝成形以及焊接质量。
对激光焊接的模拟尽管前人已经作了大量的研究,但是对激光穿透焊接三维温度场的实时再现仍存在一定的局限。
目前,虽然ANSYS(一种大型有限元软件)正在成为有限元模拟领域研究的热点,但国内外还未见将其应用在激光焊接过程数值模拟的相关报道。
论文探讨了基于ANSYS软件进行激光穿透焊接三维温度场数值模拟的若干关键问题。
论文采用球状热源和柱状热源相结合的双热源模型,用APDL语言开发的ANSYS 计算程序,能有效地对激光穿透焊接过程三维温度场变化情况进行模拟。
论文还针对使用ANSYS软件要求较高的特点,采用面向对象程序设计的方法进行二次开发,在VC++6.0开发环境下将其封装。
这样,通过其友好的人机界面,激光焊接专家只需输入激光穿透焊接工艺参数即可自动调用ANSYS模块进行后台计算,而勿需专门学习有限元理论和ANSYS软件,方便了用户的使用。
关键词:钛合金激光弹接激光穿逸焊三维温度场数宿模拟ABSTRACTWith the advantages of high strength—to—weight rmio,excellent corrosions resistance,titanium and titanium alloy have been applied more and more widely in many fields.Thelaser welding is suitable for the titanium and titanium alloy because of its lligh powerdensity,good welding performance,and easy inspection.Based on experiments of titanium laser welding,the result shows pores are a comnqondefect in the weld for laser welding of titanium alloys.The 02,N2 in the air and the H20absorbed On the surface of the work piece are the main resource of these pores.Thetitanium weld、vim laser welding has higher strength and hardness,lower ductility thanthose of base materials.For the laser welding of titanium alloy witll 1.8mm thickness.1aserpower 1600~1800W and welding speed 2.7-3.6m/min were recommended in the thesis.The process of laser full—penetration welding includes a serial of physical and chemical phenomena.The interaction of high power laser beam wit}l the target materials isa complex,muti—dimensional and muff-parameter system.At power density of the order of1 06W/cm2 typically used in deep penetration welding,the irradiated surface becomesmolten and subsequently vaporizes forming a cavity known as keyhole filled with laser-induced plasma.The welding performance is strongly determined by the behavior of the laser-induced plasma and the various energy-absorption mechanisms,as well as the keyhole and the molten pool shape.Many experts have studied the simulation of laser welding process,but the real-time reproduction of the 3D temperature field is still limited.Now,though ANSYS(a finite element analysis software)becomes the focus of thesimulation research with FEM,there hasn’t a report about using ANSYS for simulation oflaser welding process.The key problems of simulating a 3D temperature field of the laser full—penetrationwelding based on the ANSYS software were studied in the thesis.Using sphere.columnthermal model,the ANSYS code written by APDL language Can simulate the 3DIItemperature field effectively.To deal with the difficulty of using ANSYS.object—orienteddesign was applied during the development on ANSYS software with VC++6.0.By thisway,not learning the finite element theory and ANSYS software,experts of laser weldingcan use ANSYS to simulate the laser welding process easily only inputting parameters intothe system that has a friendly interface.Keywords:Titanium alloy laser welding Laser full—penetration welding3D temperature field Numerical simulationIII1绪论激光焊接由于其飞溅少、热影响区小、焊缝成形美观等优点而广泛应用于航空航天、汽车制造等材料加工及制造领域。
大厚度钛合金窄间隙激光填丝焊接推荐工艺规范
大厚度钛合金窄间隙激光填丝焊接推荐工艺规范1范围本文件规定了钛合金材料窄间隙焊接工艺技术的一般要求、设计要求、质量要求、试件制备、焊接工艺、检验试验方法等。
本文件适用于板厚≥20mm的钛合金窄间隙激光填丝焊。
2规范性引用文件下列文件中的有关条款通过引用而成为本标准的条款。
凡注日期或版次的引用文件,其后的任何修改单(不包括勘误的内容)或修订版均不适用于本标准,但提倡使用本标准的各方探讨使用其最新版本的可能性。
凡不注日期或版次的引用文件,其最新版本适用于本标准。
GB/T2650焊接接头冲击试验方法GB/T2651焊接接头拉伸试验方法GB/T2654焊接接头硬度试验方法GB/T9445无损检测人员资格鉴定与认证GB/T26955金属材料焊缝破坏性试验焊缝宏观和微观检验GB/T29710电子束及激光焊接工艺评定试验方法GB/T30562钛及钛合金焊丝GB/T31910潜水器用钛合金板材GB/T35361潜水器钛合金对接焊缝超声波检测及质量分级GB/T37901高温钛合金激光焊接技术要求GB/T39255焊接与切割用保护气体GJB2505A航空用钛及钛合金板材和带材规范T/CWAN0002—2018焊接车间烟尘卫生标准T/CWAN0008—2018焊接术语-焊接基础T/CWAN0010—2018焊接术语-焊接检验3术语及定义3.1光丝间距bare wire spacing激光光斑中心与焊件上表面交点为A,焊丝端头与焊件上表面相交于点B,A与B两点之间的距离D L 为光丝间距,见图1。
图1激光填丝焊接光丝间距示意图3.2摆动激光焊接oscillating laser welding激光束通过可编程聚焦镜组实现以一定运动方式、运动速度、运动幅度的振荡激光焊接技术。
3.3窄间隙焊narrow-gap welding厚板对接接头,焊前不加工坡口或只加工小角度坡口,并留有窄而深的间隙。
一般通过单道多层或多道多层焊完成整条焊缝的高效率焊接方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钛合金激光修补焊接技术
目前很多金属产品都采用钛合金代替,但是在焊接修补期间,仍然依赖于激光设备,钛合金材质因为强度和耐腐蚀性比其他材质都要高,而代替了其他行业的技术应用,特别是高新技术上的应用,例如:发动机、机件等产品的外用结构等,不仅降低了产品自身的重量,也提高了机器质量安全,为了充分的应用,在生产过程中,往往需要多种设施的搭配应用,比如焊接修补上需要采用激焊接机进行修补焊接,标记也可采用激光镭射机作为主导设备,因此,钛合金材质与激光设备也是互关互联。
采用激光焊接机对待钛合金的焊接从大件到工艺产品,可采用夹具进行加装,实现高效能生产,在精密程度上产品无论复杂结构的程度都不受激光焊接机的操作限制,对于各种规格形状皆可高效快捷的运用,在品质上也存在其他设备所无法相比的高性能快速融合,超过了传统设备的运用水平,如此快捷高效的应用从修补到焊接的周期远远可以缩短,因此在成本上也大有节约,更具有高性价比的匹配性。
从激光焊接机的特点和钛合金的的性能结合分析,对于大型器件的修补采用激光技术往往可以避免传统制造技术对设备及大规格原材料的苛刻要求,对于复杂腔体结构,皆可迎刃而解,因此激光技术在钛合金材质的焊接中从成本和材料都是不二的选择。
钛合金材质往往运用在零件、机械中,因此修补和焊接的位置也比较多,从工艺技术和设备生产的缺陷,到零件的缺陷、裂纹和尺寸等差异产生的问题,严重影响了型号研制进度。
但是基于激光焊接技术的修复技术应运而生,相对常规的修复技术,具有修复体性能高,设备可达性好,受零件尺寸限制小、修复周期短、综合成本低等特点,适用于钛合金等昂贵零件的修复,可最大限度地挽救常规技术不可修复的零件(包括运营飞机的零件),为解决高新技术研制和零件使用过程出现缺陷、损伤、腐蚀等提供了一种新的快捷的解决途径,激光修补技术在国内的应用已经具有小型规模,确保了先期工程的应用和零件的使用,激光焊接和修复全尺寸结构静力与疲劳考核验证,以适合标准为依据进行符合性验证,确保各个行业安全可靠使用;激光焊接机采用修复内在机理深化研究,包括成形及热处理工艺与组织、性能控制,内应力分布规律及消除,抑制变形开裂等基础研究;激光焊接和修复质量评价技术研究,建立成套技术文件体系,包括制造标准和试验标准等;激光焊接和修复制造技术研究,开发工程化应用成套设备,提高成形稳定性,完善实时检测手段,实现精度(尺寸与形状)和速率的最佳匹配。