焊接材料对照表
材料焊接对照表
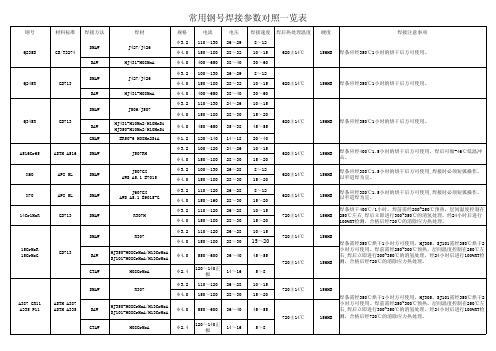
常用钢号焊接参数对照一览表钢号材料标准焊接方法焊材规格电流电压焊接速度焊后热处理温度硬度焊接注意事项Q235B GB/T3274SMAW J427/J426φ3.2110~13026~298~12620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3210~15SAW HJ431-H08MnAφ4.0400~65038~4030~60Q245R GB713SMAW J427/J426φ3.2100~13026~298~12620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3210~15SAW HJ431-H08MnAφ4.0400~65038~4030~60Q345R GB713SMAW J506/J507φ3.2110~13024~2610~15620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3015~20SAWHJ431-H10Mn2/H10MnSiHJ350-H10Mn2/H10MnSiφ4.0450~65035~3845~55GMAW ER50-6 H08Mn2SiAφ1.2120~14014~1820~40A516Gr65ASTM A516SMAW J507RH φ3.2100~12024~2610~15620±14℃156HB焊条应经400℃1.5小时的烘干后方可使用,焊后可做-46℃低温冲击。
φ4.0150~18028~3015~20X60API 5L SMAWJ507GXAWS A5.1 E7015φ3.2100~13026~288~12620±14℃156HB焊条应经380℃1.5小时的烘干后方可使用,焊接时必须短弧操作,以窄道焊为宜。
φ4.0150~18028~3015~20X70API 5L SMAWJ607GXAWS A5.1 E9015-Gφ3.2110~12026~288~12620±14℃156HB焊条应经380℃1.5小时的烘干后方可使用,焊接时必须短弧操作,以窄道焊为宜。
焊接材料对照表
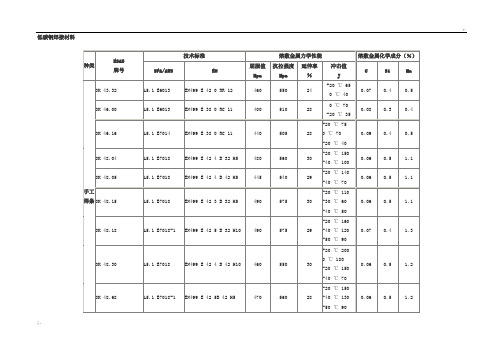
低碳钢焊接材料低合金钢焊接材料不锈钢焊接材料及高合金钢焊接材料镍基焊接材料铝合金焊接材料OK AristoRod 新一代无镀层 MAG 焊丝性能介绍: OK AristoRod 是为满足高性能自动化和机器人焊接而最新研发的无镀铜高效气保焊丝,是 MAG 焊丝中的顶级产品。
先进的表面处理工艺达到高品质镀铜焊丝水平,使得焊丝不仅耐腐蚀,而且焊丝导电压降很小,大大提高导电稳定性,因此极大提高了电弧稳定性和减小了焊接飞溅,高速送丝状态下送丝平稳可靠,能得到更高的焊接熔敷效率。
即使在极高焊接电流时仍具有极稳定的电弧,焊接飞溅极小,因此非常适合机器人焊接过程中的频繁启动和停止焊接。
焊丝特殊的制造工艺可减少导电嘴磨损,降低消耗件成本。
相比镀层焊丝焊接中产生的烟雾很小,大大减少有害气体对操作者的危害。
ESAB 铝焊丝牌号速查表ESAB 不锈钢焊材牌号新旧对照表MIG 不锈钢气保焊丝TIG Rods 不锈钢氩弧焊丝SAW 不锈钢埋弧焊丝不锈钢带级堆焊焊带国内外焊接材料对照表:低合金钢用实芯焊丝和焊棒对照表:国内外铬及铬镍耐蚀钢用实芯焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:71国内外铝及铝合金用焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:85国内外铬及铬镍耐蚀钢用药芯焊丝对照表来源:作者:时间:2007-11-14 点击:95国内外不锈钢焊条对照表来源:作者:时间:2007-11-14 点击:499铬钼耐热钢焊条对照表来源:作者:时间:2007-11-14 点击:219低温钢焊条对照表来源:作者:时间:2007-11-14 点击:142国内外碳钢焊条对照表来源:作者:时间:2007-11-14 点击:178低合金高强度钢焊条对照表来源: 作者:时间:2007-11-14 点击:242国内外碳钢低合金钢用埋弧焊焊丝对照表来源: 作者: 时间:2007-11-14 点击:192。
焊材选用对照表
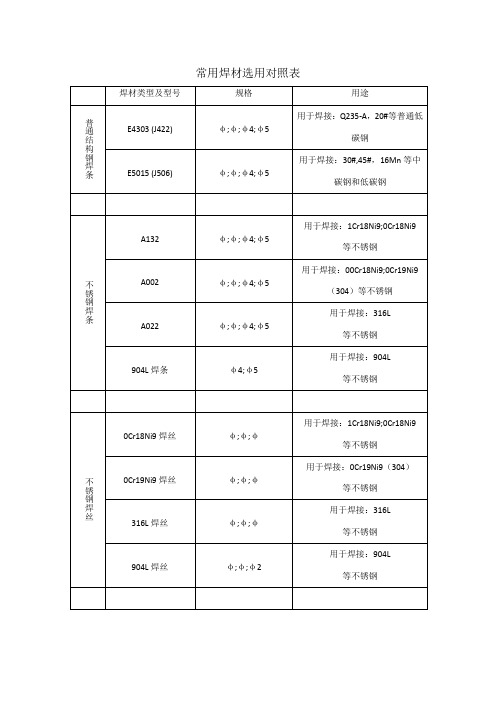
焊材类型及型号
规格
用途
普通结构钢焊条
E4303 (J422)
φ;φ;φ4;φ5
用于焊接:Q235-A,20#等普通低碳钢
E5015 (J506)
φ;φ;φ4;φ5
用于焊接:30#,45#,16Mn等中碳钢和低碳钢
不锈钢焊条
A132
φ;φ;φ4;φ5
用于焊接:1Cr18Ni9;0Cr18Ni9
等不锈钢
A002
φ;φ;φ4;φ5
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
A022
φ;φ;φ4;φ5
用于焊接:316L
等不锈钢
904L焊条
φ4;φ5
用于焊接:904L
等不锈钢
不锈钢焊丝
0Cr18Ni9焊丝
φ;φ;φ
用于焊接:1Cr18Ni9;0Cr18Ni9
等不锈钢
0Cr19Ni9焊丝
φ;φ;φ
用于焊接:0Cr19Ni9(304)
等不锈钢:316L
等不锈钢
904L焊丝
φ;φ;φ2
用于焊接:904L
等不锈钢
CO2焊丝
H08Mn2SiA焊丝
(ER50-6)
φ;φ;φ
用于焊接:Q235-A,20#;16Mn等普通低碳钢和低合金钢
308L药芯焊丝
φ;φ
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
316L药芯焊丝
φ;φ
用于焊接:316L
等不锈钢
铝焊丝
丝301
φ3;φ4
焊接纯铝,
丝311
φ3;φ4
焊接除铝镁合金以外的铝合金
(word完整版)焊接材料对照表

焊接材料对照表焊接检验知识学习:一、焊接目视检查视力:在12英寸的距离处可达到Jaeger J2, 同时还应完成色盲测试(相当于中国视力规定的1。
2)二、气瓶储放区的温度不应低于—20℉也不能高于130℉三、华氏摄氏度温度换算公式:℃=5/9(℉—32);℉=(9/5℃+32)四、焊条识别:EXXXXE代表焊条;XX溶敷金属的最小抗拉强度,X焊接位置,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X涂层/操作特性,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150—350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.ERXXS-XER代表焊条棒;XX溶甫敷金属的最小抗拉强度,S固态焊丝,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X化学成份,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.EXXT—X:E表示焊丝,第一位强度,第二位是位置,T是管状焊丝,最后是极性分类药芯焊丝焊气体包括:Co2或75%氩气+25%Co2,其它的混合气体也可适用。
五、焊接接头:对接、角接、T形、搭接、端接接头.六、圆整惯例:四舍五入;七、转换系数:面积尺寸:mm2=6。
452*102in2; in2=1。
550*10—3mm2电流密度:A/mm2=1。
550810—3A/in2; A/in2=6。
常用焊接材料选用表

100~150℃
40公斤级
15MnVR
(J502)J507
H10MnSi(低档)
H08MnMoA(高档)
HJ431
δ≥32时
100~150℃
H08Mn2SiA
注(2)(3)
50公斤级
18MnMoNbR
J707
H08MnMoA(高档)
HJ250G
≥170℃
注(4)
铬钼钢
12CrMo
热207
H13CrMoA
日本钢号
SPV36
同上
日本钢号
碳锰镍钢
BHW-35
按18MnMoNbR选择焊材及预热温度
西德钢号
铬钼钢
13CrMo44
按15CrMo选择焊材及预热温度
西德钢号
1Cr-1/2Mo
同上
注5美国钢号
STBA22(钢管)
同上
日本钢号
2.25Cr-1Mo
热407
HCrMo910
HJ250G
≥200℃
注6美国钢号
H08A / H08MnA
奥302
奥132
1Cr18Ni9Ti+16Mn
J502 / J507
H10Mn2 / H10MnSi
奥302
奥132
0Cr17Ni13Mo2Ti+A3
J422 / J427
H08A / H08MnA
奥302
奥212
0Cr17Ni13Mo2Ti+16Mn
J502 / J507
H0Cr18Ni9Ti
0Cr17Ni13Mo2Ti
奥212
H0Cr19Ni12Mo2
HJ260
常用钢材焊材选用表(钢材焊材对照表)
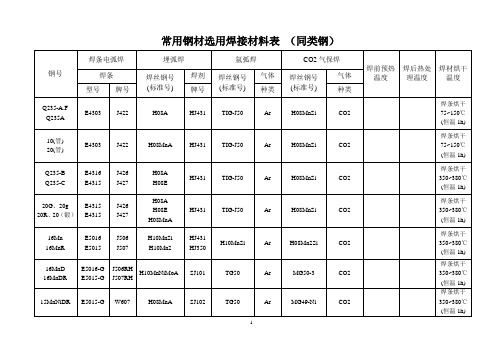
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
常用钢材焊材选用表(钢材焊材对照表)
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
材料焊接对照表
常用钢号焊接参数对照一览表钢号材料标准焊接方法焊材规格电流电压焊接速度焊后热处理温度硬度焊接注意事项Q235B GB/T3274SMAW J427/J426φ3.2110~13026~298~12620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3210~15SAW HJ431-H08MnAφ4.0400~65038~4030~60Q245R GB713SMAW J427/J426φ3.2100~13026~298~12620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3210~15SAW HJ431-H08MnAφ4.0400~65038~4030~60Q345R GB713SMAW J506/J507φ3.2110~13024~2610~15620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3015~20SAWHJ431-H10Mn2/H10MnSiHJ350-H10Mn2/H10MnSiφ4.0450~65035~3845~55GMAW ER50-6 H08Mn2SiAφ1.2120~14014~1820~40A516Gr65ASTM A516SMAW J507RH φ3.2100~12024~2610~15620±14℃156HB焊条应经400℃1.5小时的烘干后方可使用,焊后可做-46℃低温冲击。
φ4.0150~18028~3015~20X60API 5L SMAWJ507GXAWS A5.1 E7015φ3.2100~13026~288~12620±14℃156HB焊条应经380℃1.5小时的烘干后方可使用,焊接时必须短弧操作,以窄道焊为宜。
φ4.0150~18028~3015~20X70API 5L SMAWJ607GXAWS A5.1 E9015-Gφ3.2110~12026~288~12620±14℃156HB焊条应经380℃1.5小时的烘干后方可使用,焊接时必须短弧操作,以窄道焊为宜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低碳钢焊接材料
低合金钢焊接材料
不锈钢焊接材料及高合金钢焊接材料
镍基焊接材料
铝合金焊接材料
OK AristoRod 新一代无镀层 MAG 焊丝
性能介绍: OK AristoRod 是为满足高性能自动化和机器人焊接而最新研发的无镀铜高效气保焊丝,是 MAG 焊丝中的顶级产品。
先进的表面处理工艺达到高品质镀铜焊丝水平,使得焊丝不仅耐腐蚀,而且焊丝导电压降很小,大大提高导电稳定性,因此极大提
高了电弧稳定性和减小了焊接飞溅,高速送丝状态下送丝平稳可靠,能得到更高的焊接熔敷效率。
即使在极高焊接电流时仍具有极
稳定的电弧,焊接飞溅极小,因此非常适合机器人焊接过程中的频繁启动和停止焊接。
焊丝特殊的制造工艺可减少导电嘴磨损,降
低消耗件成本。
相比镀层焊丝焊接中产生的烟雾很小,大大减少有害气体对操作者的危害。
ESAB 铝焊丝牌号速查表
ESAB 不锈钢焊材牌号新旧对照表MIG 不锈钢气保焊丝
TIG Rods 不锈钢氩弧焊丝
SAW 不锈钢埋弧焊丝
不锈钢带级堆焊焊带
国内外焊接材料对照表:
低合金钢用实芯焊丝和焊棒对照表
:
国内外铬及铬镍耐蚀钢用实芯焊丝和焊棒对照表
来源: 作者: 时间:2007-11-14 点击:
71
国内外铝及铝合金用焊丝和焊棒对照表
来源:作者:时间:2007-11-14 点击:85
国内外铬及铬镍耐蚀钢用药芯焊丝对照表
来源:作者:时间:2007-11-14 点击:95
国内外不锈钢焊条对照表
来源: 作者: 时间:2007-11-14 点击:
499
铬钼耐热钢焊条对照表
来源: 作者: 时间:2007-11-14 点击:
219
低温钢焊条对照表
来源:作者:时间:2007-11-14 点击:
142
国内外碳钢焊条对照表
来源: 作者: 时间:2007-11-14 点击:
178
低合金高强度钢焊条对照表
来源: 作者: 时间:2007-11-14 点击:
242
国内外碳钢低合金钢用埋弧焊焊丝对照表
来源: 作者: 时间:2007-11-14 点击:
192
日本神钢KOBELCO 焊接材料
来源: 作者: 时间:2007-11-14 点击:
54
日本神钢电焊条以质量优异,品种齐全而深受广大用户推崇。
焊条。