球形储罐介绍资料
(完整版)球形储罐图文简介

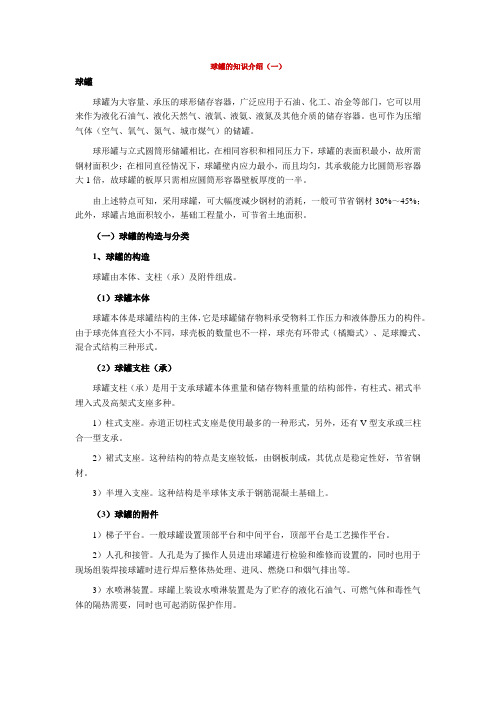
球壳板
支柱上段
粉线
支柱下段
图1
球壳板 支柱上段
上 下 调 整
平台
图2
支柱下段
左 右 调 整
13
球罐支柱组对
14
2、卡具组焊 球壳板的组对完全靠卡具进行连接,组对
过程不进行点焊固定,因此在组对前先在球壳 板上焊接连接卡具用的方板。方板首先进行排 版,排版应保证各块球壳板组装到位时方板一 一对应,方板之间的间距以不影响组对操作为 宜,对于厚度较薄的球壳板,可适当增加方板 的密度,同一球罐环缝上方板的密度应比纵缝 上的方板密度大,以防止焊接变形。对于图纸 规范要求需要在焊接过程进行消氢处理的球罐, 在焊接卡具时首先用氧炔焰对施焊部位进行预 热,焊接完成后马上用保温岩棉覆盖进行缓冷 处理,所有卡具焊接完成后对球壳板表面进行 检查,对局部出现电弧擦伤的部位进行打磨清 除,打磨后进行表面磁粉(或渗透)检测。
6
2、施工机具准备 球罐施工所使用的机具在施工前按网络计划 进现场,准备就绪。球罐焊接宜选择规格 型号完全一致的焊机。为便于焊接材料的 管理,应在施工现场设置焊材库和烘干室 并由专人进行管理。所有机具应经过质量 技术监督局的安全质量检定并在检定期内, 球罐施工所使用的测量和检查器具、仪器 也应经过检定并在检定期内。
球罐工程简介
球形压力容器(简称球罐)是储罐的一种, 容器等级为三类,多数用于盛装液态烃等介质。 球罐从结构上可分为橘瓣式和混合式,可分为3带、 4带、5带、7带等几种。以7带球罐为例,从上到 下依次为上极、上寒带、上温带、赤道带、下温 带、下寒带和下极,其它几种相应的减少上下温 带和上下寒带,随着球壳板制造工艺的发展,现 在安装的球罐多为3带和4带的混合式球罐。球罐 焊缝分环焊缝和纵焊缝两种,与地面平行的焊缝 称为环焊缝,其余的焊缝称为纵焊缝。
5.3球形储罐 Spherical Storage Tank

足球瓣式
优:材料利用率高,焊缝长度缩短,球壳 板数量减少,极板尺寸较大,易布置人孔, 接管赤道用桔瓣式,可避开支柱搭在球 壳板的焊接接头上。
(1)(3)基本参数是GB/T 17261《钢 制球形储罐型式与基本参数》
(3)拉杆
(3)拉杆 作用:承受载,地震载荷,增加球罐稳定
性。 形式:可调式拉杆,每根拉杆两段间用可
调螺母。(图5-22) 固定式拉杆(图5-23) 优:制作简单,施工方便,但不可调节。
5.3.3人孔和接管Manhole and Nozzle
(1)人孔 Manhole 作用:检验,维修,施工中,通风,组装,搬运,
热处理时,用来调节空气,排烟。 数量位置:二个人孔,上下极板上。 尺寸:DN500 (2)接管 Nozzle 设计:厚壁管或整体锻件凸缘等补强,采用与球
相同(近)的材质,尽量布置在上下极板,以便集 中控制,均需设加强筋。 相应法兰用凹凸面法兰。
5.3.4附件 Accessories
(2)足球瓣式罐体
(2)足球瓣式罐体 (p255, 图5-17) 球壳划分类似足球,可以用尺寸相同或相
似的四边形或六边形球瓣组焊而成。 优:球壳板尺寸相同,下料成型方便,材
料利用率高,焊接检验工作量小。 缺:焊缝布道复杂,施工组装困难。 适用:容积小于120m3球罐,很少采用
(3)混合式罐体
(2)支柱与球壳的连接
(2)支柱与球壳的连接 可采用:直接连接,加托板结构,U形柱
结构,支柱翻边结构(图5-20) 直接连接:适合大型球罐 加托板:解决由于连接部下端夹角小,间
隙窄,难施焊问题。 U形柱:适合低温球罐对材料的要求 翻边结构:解决下端耐焊施,改善该部位
球罐的知识介绍
球罐的知识介绍(一)球罐球罐为大容量、承压的球形储存容器,广泛应用于石油、化工、冶金等部门,它可以用来作为液化石油气、液化天然气、液氧、液氨、液氮及其他介质的储存容器。
也可作为压缩气体(空气、氧气、氮气、城市煤气)的储罐。
球形罐与立式圆筒形储罐相比,在相同容积和相同压力下,球罐的表面积最小,故所需钢材面积少;在相同直径情况下,球罐壁内应力最小,而且均匀,其承载能力比圆筒形容器大1倍,故球罐的板厚只需相应圆筒形容器壁板厚度的一半。
由上述特点可知,采用球罐,可大幅度减少钢材的消耗,一般可节省钢材30%~45%;此外,球罐占地面积较小,基础工程量小,可节省土地面积。
(一)球罐的构造与分类1、球罐的构造球罐由本体、支柱(承)及附件组成。
(1)球罐本体球罐本体是球罐结构的主体,它是球罐储存物料承受物料工作压力和液体静压力的构件。
由于球壳体直径大小不同,球壳板的数量也不一样,球壳有环带式(橘瓣式)、足球瓣式、混合式结构三种形式。
(2)球罐支柱(承)球罐支柱(承)是用于支承球罐本体重量和储存物料重量的结构部件,有柱式、裙式半埋入式及高架式支座多种。
1)柱式支座。
赤道正切柱式支座是使用最多的一种形式,另外,还有V型支承或三柱合一型支承。
2)裙式支座。
这种结构的特点是支座较低,由钢板制成,其优点是稳定性好,节省钢材。
3)半埋入支座。
这种结构是半球体支承于钢筋混凝土基础上。
(3)球罐的附件1)梯子平台。
一般球罐设置顶部平台和中间平台,顶部平台是工艺操作平台。
2)人孔和接管。
人孔是为了操作人员进出球罐进行检验和维修而设置的,同时也用于现场组装焊接球罐时进行焊后整体热处理、进风、燃烧口和烟气排出等。
3)水喷淋装置。
球罐上装设水喷淋装置是为了贮存的液化石油气、可燃气体和毒性气体的隔热需要,同时也可起消防保护作用。
4)隔热和保冷设施。
隔热和保冷一般是为了保证贮存介质的一定温度。
储存液化石油气、可燃性气体和液化气及有毒气体的球罐和支柱,应该设置隔热设施。
球罐——精选推荐

球罐预算员培训班讲义之⼀------球罐预算1、球罐的基本知识(仅限于与⼯程量及定额⼦⽬有关内容)1.1、球罐的⽤途球形容器在我国有⼴泛的⽤途,例如在⽯油、化⼯、冶⾦、城市煤⽓⼯业中,球形容被⽤作储存液化⽯油⽓、液化天然⽓、液氧、液氮、液氢、液氨、氮⽓、氧⽓、天然⽓、城市煤⽓、压缩空⽓等物料。
在造纸⼚⽤作蒸煮球;在化⼯⼚被⽤作反应器;在原⼦能核电站被⽤作核安全壳;球罐的形式很多,从形状看有圆球形和椭球形;从球壳结构看,有⾜球瓣式、桔瓣式、混合式;从壳体的层数看从单层、双⾦属层、双重壳结构;从球罐的⽀撑⽅式看有⽀柱式、裙座式、半埋式和V型⽀撑形等.MPa1.2、球壳的构造形式球壳构造有⾜球瓣式、桔瓣式及混合式三种。
⾜球瓣式优点是:每块壳体规格相同,下料成型规格化、材料利⽤率⾼,互换性好,组装焊缝较短,焊接检验⼯作量⼩。
缺点是:焊缝布置复杂,施⼯组装困难,对球壳加⼯精度要求⾼,⼀般适⽤于⼩容积球罐(⼩于120 m3)桔瓣式球罐优点是:焊缝布置简单,组装容易,球壳板加⼯制造简单,缺点是材料⽤率低。
混合式球罐:吸收了上述两者的优点,材料利⽤率⾼、焊缝缩短,球壳板数量少,特别适⽤于⼤型球罐。
⽬前国内主要采⽤混合式球壳(如下图)。
1.3、组装前复检A、球壳板板⾯超声波检测:球壳板周边100mm的范围内应进⾏全⾯积超声波检测抽查,每台球罐的抽查数量应不少于球壳板总数的20﹪,每带不少于2块,上、下极板各不得少于1块,超声波检测结果符合JB4730-94规定的Ⅱ级要求。
若发现超标缺陷应加倍抽查,仍有超标缺陷应100%检测。
B、超声波厚度测量:数量应不少于球壳板总数的20%,且每带不⼩于2块,上、下极各不⼩于1块。
每块球壳板测量点应为5点。
若发现超标缺陷应加倍抽查,仍有超标缺陷应100%检测。
C、坡⼝表⾯磁粉或渗透检测:抽查数量不⼩于球壳板总数的20%,坡⼝不应有裂纹分层等缺陷。
若发现有不允许的缺陷,应加倍抽查;若仍有不允许的缺陷,应全部检测。
球形储罐施工技术研究概述

主要球罐用钢的性能
球罐用钢性能表
牌 号 钢板标准 使用状态 厚 度 6-16 > 16-36 > 36-60 > 60-100 6-16 > 16-36 > 36-60 > 60-100 > 100-120 6-16 > 16-36 > 36-60 > 60-100 6-16 > 16-36 > 36-60 6-16 > 16-36 > 36-60 6-16 > 16-36 16-50 16-50 常温强度指标 σb σs (Mpa) (Mpa) 400 245 400 235 400 225 390 205 510 345 490 325 470 305 460 285 450 275 490 315 470 295 450 275 450 255 530 390 510 270 490 350 570 440 550 420 530 400 440 290 430 270 610 490 610 490 备注
概
述
球形储罐是储存各种气体、液化气体和液体的 压力容 器。与相同容量的其他储存容器相比,具有表面积最小、 重量轻、受力均匀,占地面积小,建造方便、节省费用 等优点,在石油、化工、冶金、城建、轻工、航天航空 和核能等工业中得到广泛应用,用来储存液化石油气 (LPG)、液化天然气(LNG)、乙烯、丙烯、液氧、 液氨、城市煤气、氧气、氮气、氦气和压缩空气等介质, 在原子能发电厂,球罐用作核安全壳,在造纸厂用作蒸 煮球,在化工厂可做反应器。 70年代初开始,我国从日本、法国、西德、美国等发达 国家先后引进一批比较先进的球罐,通过对引进球罐的 设计、现场组装、焊接、检验、热处理等工作的实践, 促进了我国的球罐建造能力和技术水平的大大提高,并 形成了自己的施工工艺方法和施工技术。
球罐用钢选用分析
在用压力容器全面检验(球形贮罐)1
3.4 超声波测厚 3.4.1 对每块球片测五点,每个接管测4点,每点测二次。 3.4.2 对液位波动部位,宏观检查和测厚过程中,有怀疑 的部位增加测厚点。 3.4.3采用超声测厚仪进行壁厚测定,精度为±(T%+0.1) mm。绘制测厚部位图。
1.2.5开孔 球罐开孔应尽量设计在上下级上,便于集中控制, 便于在制造厂完成接管的组焊和进行焊后消除应力热处 理,保证接管部位的质量。开孔应避开焊缝,若不得不 在焊缝上开孔是,则以开孔中心为圆心,1.5倍开孔直径 为半径的圆中所包含的焊缝必须经100%无损检测合格。 二、我公司球形贮罐的基本概况 扬子石化公司共有大,小各种球罐90余台,其中: 烯烃厂24台,炼油厂12台,芳烃厂6台,化工厂3台,贮 运厂40余台,塑料厂1台,扬子百江3台。盛装介质为各 种化工原料或成品,有:石油液化气,乙烯.丙烯.石脑 油.丁二烯.环氧乙烷…….及各种苯类产品。球罐的规格最 大的3000立方米,最小的120立方米。
在用球罐常见性危害缺陷(内表面裂纹) 母材
热影响区 焊缝 热影响区
在用球罐常见性危害缺陷(内表面裂纹) 热影响区
焊缝
热影响区
母材
对球罐的超声检测中直接发现焊缝内部产生的疲劳 裂纹是很少见的,超声检测主要发现的还是球罐安装过 程中漏检的气孔、夹渣、未熔合和未焊透等原始焊接缺 陷。许多情况下对超标的焊接缺陷采取缺陷安全评定的 方法予以保留,而安全评定需要知道缺陷的长度和自身 高度。超声检测方法的特点是可以较精确测出焊缝内缺 陷的长度和自身高度,为缺陷的安全评定提供缺陷的几 何尺寸数据。超声测厚的母材厚度除内装特殊介质以外 一般也不会有太多的减薄,所以在用球罐的全面检验主 要是内表面. 外表面的磁粉探伤,又以内表面的荧光磁粉 探伤更为重要。
球形储罐介绍
目前,在用的采用国产材料制造的 1000 m³以上的乙烯球罐的材质均为国产 CF—62钢(07MnNiCrMoVDR钢),虽然由国产 钢材制造的乙烯球罐(到目前为止100%合 格),还未出现过因钢材本身引起的质量问 题,但在制造、安装上与进口钢板在性能 上还存在着一定的差距。
与进口钢板相比,国产钢板板幅小, 因而制造球罐时球壳分片多,焊缝比较长 ,产生缺陷的可能性较大。CF—62钢板具有 较好的低裂纹敏感性,但在大线能量焊接 性能上还需进一步提高论证,并有待于制 造安装大型球罐的业绩来证明。
控制球罐内部物料温度和压力,它是 油罐上装设的一种水冷却降温设施,在夏 天气温高的时候,对地面油罐不断均匀地 进行喷淋水冷却,水由罐顶经罐壁流下, 使冷却水带走油罐所吸收的太阳辐射热, 降低油罐气体空间温度,使昼夜油面温度 变化幅度减小,大大减少油罐小呼吸损耗
球罐喷淋装置主要由热浸镀锌喷淋环管、 限流孔板、金属软管、过滤器、控制阀门和 水雾喷头组成,用管箍固定在储罐壁定位的 支架上,向保护对象以设定的角度喷射水雾 从而达到灭火和冷却的目的。
柱式支座的优缺点:
优点
• 受力均匀,弹性好 • 能承受热膨胀的变形,安装方便,施工简单,容易调
整
• 现场操作和检修也方便
缺点 • 球罐重心高,相对而言稳定性差。
支柱于球体的连接:
支柱与球体连接处可采用:
1 •直接连接结构 2 •加托板的结构形式 3 •U形柱结构形式 4 •支柱翻边结构形式
支柱于球体的四种连接形式:
2、平台梯子 球罐外部设有顶部平台,中间平台以
及为了从地面进入这些平台的斜梯﹑直梯 或盘梯。大型球罐为便于检修可在内部设 置旋转的内梯。
3、隔热 储存液化石油气﹑可燃性气体及有毒
球罐说明书

1 概论1.1 球罐简介:随着世界各国综合国力与科技水平的不断提高,球星容器的制造水平也正在飞速发展。
近年来,我国在石油化工、合成氨、城市燃气建设中,大型球罐容器的到广泛应用。
例如,在石油、化工、冶金城市煤气的工程中,球形容器被用于储存液化石油气、液化天然气、液氧、液氨、液氮等物料;在原子能发电站,球形容器被用作核安全壳;在造纸厂被用作蒸煮球等。
由于球形容器多数作为有压储存容器,故又称球形储罐(简称“球罐”)。
总之,随着工业的发展,球形容器的使用范围必将越来越广。
1.1.1 球罐的特点与圆筒形容器相比其主要优点是:(1)受力均匀(2)在同样壁厚条件下,球罐的承载能力最高,在相同内压条件下,球形容器所需要壁厚仅为同直径、同材料的圆筒形容器壁厚的1/2(不考虑腐蚀裕度)(3)在相同容积条件下,球形容器的表面积最小,由于壁厚、表面积小等原因,一般要比圆筒形容器节约30%~40%的钢材其主要缺点是制造施工比较复杂。
1.1.2 球罐的分类球罐的结构是多种多样的,根据不同的使用条件(介质、容量、压力湿度)有不同的结构形式。
通常按照外观形状、壳体构造和支承方式的不同来分类。
(1)按形状分为圆球形和椭球形(2)按壳体层数分为单层壳体和双层壳体(3)按球壳的组合方式分为纯橘瓣式、纯足球瓣式和足球橘瓣混合式(4)按支承结构分为柱式支承和裙式支承,半埋入式支承、高架支承等1.2 1Gr17材料焊接性分析:1Cr17不锈铁标准:GB/T 1220-19921.2.1 特性及适用范围1Cr17不锈铁为耐蚀性良好的通用钢种。
用于建筑内装饰、重油燃烧器部件、家庭用具和家用电器部件等。
S43000(美国AISI,ASTM) 430对应的中国牌号是1 Cr17 。
导热系数大,膨胀系数小、抗氧化性好、抗应力腐蚀优良等特点,多用于制造耐大气、水蒸气、水及氧化性酸腐蚀的零部件。
1.2.2 化学成份(质量分数)%碳 C :0.12硅 Si:≤0.75锰 Mn:≤1.00硫 S :≤0.030磷 P :≤0.035铬 Cr:16.00~18.00镍 Ni:允许含有≤0.601.2.3 力学性能抗拉强度σb (MPa):≥450条件屈服强度σ0.2 (MPa):≥205伸长率δ5 (%):≥22断面收缩率ψ (%):≥50硬度:≤183HB1.2.4 焊接工艺要点1)焊前要预热,但必须采用低温预热。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
术要求相对较高。
国内外球罐用钢的进展情况
球罐用钢方面国际上有两种倾向:
美国和日本对球壳用材倾向于采用屈服限为500800MPa的高强度钢,其特点是球壳薄、经济性好,但 焊接工艺苛刻,控制不好有可能产生脆性破坏; 法国、英国、德国对球壳用材倾向于采用屈服点为 500MPa以下的中、低强度钢,其特点是球壳厚、经济 性差,常常要通过整体热处理消除残余应力,但运行安 全,事故少。
目前,在用的采用国产材料制造的 1000 m³以上的乙烯球罐的材质均为国产 CF—62钢(07MnNiCrMoVDR钢),虽然由国产
钢材制造的乙烯球罐(到目前为止100%合
格),还未出现过因钢材本身引起的质量问 题,但在制造、安装上与进口钢板在性能 上还存在着一定的差距。
与进口钢板相比,国产钢板板幅小, 因而制造球罐时球壳分片多,焊缝比较长 ,产生缺陷的可能性较大。CF—62钢板具有
N—TUF490使用制造的经验较多,已可以
与国产的锻件匹配,经过整体热处理之后运行 情况良好,球罐的安全使用性能较高。近些年, 使用JFE—HITEN610U2L制造乙烯球罐的业绩也 很多,例如吉化乙烯改造扩建工程,其中的2 000 m³乙烯球罐即是采用此类材料,安装后进 行整体热处理,投产运行后情况良好。
面是不能在平面上展开的 , 故此近似平面展开带来较大误
差),加上适当的预放量和压制回弹量进行第一次粗下料 ,然 后用圆弧模板校正两维坐标的球面曲率圆弧,再进行第二次 精下料,获得所需球壳板。这种方法设计者仅提供球壳板主 要外形尺寸 ,其设计放样程序在制造单位进行 , 具体尺寸由
制造单位自行决定。
一次下料法由设计者根据球壳板的空间曲面尺 寸经过计算 , 提供制造单位完整的立体标定施工图 , 制造单位按图一次下料压制成型。一次下料法需借
足球瓣式是将球体沿径纬方向切割,每 块球壳板的结构尺寸完全相同,互换性好,下 料成型规格化,材料利用率高,拼装焊缝长度 短,相应检测工作量亦小。缺点是球壳板交 接处有Y型焊缝,焊缝布局复杂,施工组装困 难,对球壳板的精度要求高。
混合式兼备了桔瓣式和足球瓣式两者 的特点,是将球壳除极板采用足球瓣式外, 其余均用桔瓣式球壳板。相对桔瓣式而言, 混合式的优点是材料利用率较高,焊缝长度 有所缩短,球壳板数量减少,故特别适用于 大型球罐。缺点是因具有两种型式的球壳 板,组装校正较麻烦,仍有Y型接缝,制造精 度要求高。
球形储罐
北方民族大学化工学院过程装备专业 张玉龙
球形储罐简介
我们把用于储存液体和气体物料的球形容器称为
球形储罐。
球形储罐壳体受力均匀,在相同直径和相同工况
下,球形容器的薄膜应力仅为圆筒形容器环向应力的
一半,相应承压能力强﹔且相同容积下球壳表面积最
小,质量轻﹔但因球形储罐容积大பைடு நூலகம்需制造厂成形球壳
板,安装单位现场组装焊接,制造安装有一定难度,技
助数控切割机对钢板进行精确切割 (包括坡口),这种
下料方法成型后的球壳板精度较高,为球罐现场组焊
一次吊装就位奠定了基础。
目前多数制造单位仍采用二次下料法,最后采
用双枪气割一次完成坡口的制备。
2、成型
球壳板可采用冷压或热压 (温压)成形,热压是指将钢 板加热到临界点 (AC3)以上某一温度(如900---1000℃,一般 950℃左右) 并在这个温度下成形。温压是指将钢板加热 到低于AC1某一温度下(一般为400∽500℃)压制成形。热 压(温压)需要整体胎具,热压成形的球壳板,其力学和弯曲 性能须由热压工艺保证。冷压是指没有人为加热在室温
目前在用的采用进口材料制造的1000 m³以
上的乙烯球罐,其材料主要有REVER ACR610I、
N—TUF490、SPV490Q+LT50以及JFE—HITEN610
U2I等。
早期采用REVER ACR610L钢板制造的球罐,
安装后未进行整体热处理,在球罐内壁多次出
现过裂纹,球罐存在缺陷的几率较大。
桔瓣式是先用纬线将球壳切割成球带,再以相邻两 条径线将球带分割成球壳板,这种分瓣法叫桔瓣式分瓣
法。其特点是球壳的拼装焊缝规则﹑施工组装较简便。
缺点是各带因位置不一,球壳板尺寸规格多,只能在本带 或上下对称带之间互换,原材料利用率低,焊缝较长,球极 板往往因宽度窄小,使接管布置拥挤,甚至造成焊缝难以 错开。
21世纪初:引进宽厚钢板生产线,硬 件设施达到国际水平,对国外先进钢材生 产技术消化、吸收,自主创新,解决我国 特大型天然气球罐国产化中用材问题。 与发达国家差距:品种、品质和板面尺 寸。不能满足制造10000 m³球罐的需要。
目前,国内乙烯工业低温球罐选材主要 有2种做法:一种是选用国产材料,另一种是 选用进口材料。据不完全统计,国内目前正 在运行的1 500 m³以上的乙烯球罐约60台, 其中选用进口材料的球罐约20台(多为1 700 m³ ~2 000 m³)。
我国新型球罐用钢的研究进展情况
• • 70年代:高参数球罐用钢全部依赖进口 80年代初:乙烯、丙烯球罐国产化,Rel 490MPa级的低焊接裂纹敏感性(CF)钢, CF-62钢,命名为 07MnCrMoVR (-20℃)和 07MnNiCrMoVDR钢(-40℃)。 • 90年代:常温球罐用低合金钢只有 16MnR、15MnVR、15MnVNR 、 07MnCrMoVR及后来开发的15MnNbR等五 个钢号。
较好的低裂纹敏感性,但在大线能量焊接
性能上还需进一步提高论证,并有待于制
造安装大型球罐的业绩来证明。
球壳
球形储罐型式多样,从形状看,有圆球形和椭球 形﹔从壳体的层数看,有单层﹑多层﹑双金属层和 双重壳球罐﹔从支承方式看,有柱式和裙式﹔从球 壳板结构型式分有桔瓣式﹑足球瓣式和混合式。
(a)桔瓣式
(b)足球瓣式 (c)混合式 图24-1 球壳板结构型式
为便于安装和制造将球罐分为三带球罐和七带球罐
球壳板成形
球壳板成形共分两个步骤:
下料
成形
球壳板由制造单位压制成形。制造单位下料前应按 质量证明书对钢材进行验收,必要时尚应复验,并按标准或 图样要求进行冲击试验和超声检测。
1、下料
球壳板下料方法有二次下料法和一次下料法两种。
二次下料法是先对球壳用钢板进行近似平面展开 ( 球