针织产品的用针要求
针织t恤衫执行标准

针织t恤衫执行标准针织T恤衫执行标准。
针织T恤衫是一种常见的服装,因其舒适、透气、易搭配等特点,深受消费者喜爱。
为了确保针织T恤衫的质量和安全性,制定了一系列的执行标准,以规范其生产和质量控制。
本文将围绕针织T恤衫的执行标准展开讨论,以便生产厂家和消费者能够更好地了解相关要求。
首先,针织T恤衫的执行标准主要包括材料、尺寸、工艺、印花和绣花、包装等方面。
在材料方面,执行标准要求使用符合国家标准的面料,确保面料的品质达到要求,不含有害物质,保证穿着舒适且无刺激。
此外,尺寸的执行标准也要求严格,包括衣长、肩宽、胸围、袖长等尺寸必须符合规定,确保穿着效果和舒适度。
在工艺方面,执行标准要求缝纫牢度、针迹密度、裁剪精度等达到一定标准,以确保服装的耐用性和美观度。
其次,印花和绣花的执行标准也是针织T恤衫质量的重要保障。
印花和绣花要求图案清晰、色彩鲜艳、牢固耐磨,不脱落、不掉色,以确保服装的外观质量和使用寿命。
同时,包装的执行标准也要求合理,包括包装材料、标识、尺寸等都要符合国家标准,以确保产品在运输和销售过程中不受损坏,保持原有的质量和形态。
最后,针织T恤衫的执行标准是保障产品质量和消费者权益的重要依据。
生产厂家应严格按照执行标准进行生产,确保产品质量符合国家标准,消费者可以放心购买和使用。
同时,消费者在购买针织T恤衫时,也可以根据执行标准对产品质量进行评估,选择符合标准的产品,保障自己的权益。
综上所述,针织T恤衫的执行标准涉及材料、尺寸、工艺、印花和绣花、包装等方方面面,是确保产品质量和消费者权益的重要保障。
生产厂家和消费者都应对执行标准有所了解,以确保针织T恤衫的质量和安全性。
希望本文能对大家有所帮助,谢谢阅读!。
毛针织类产品检验标准

毛针织类产品检验标准:1. 颜色:1 以确认色卡颜色为准。
2 产品的各织片颜色一致(包含腰带等附件套口线)。
3 整件产品不允许有色花出现。
4 缸差应在允许范围内,并以业务确认为准。
但同一件产品上不允许存在缸差。
2. 手感:柔软,蓬松,滑爽。
以工厂封样为准。
3. 气味:无任何气味。
4.看衫形:衫形同客户要求,具体对照板单。
尺寸在允许的误差范围内,做工精良,产品干净,整洁,线头、污渍清理干净,5 线头:1. 对于服装类产品要求将所有线头或线结都放于衣服套口处。
毯子类要求把结头放于边缘。
2 产品正面不允许出现任何线头或线结。
3 如产品反面明显线头超过5处,做不良品退回处理。
6. 洞:1 不允许在产品任何位置出现洞。
2 针距过大的要求补针,如未补针将视作不良品。
3 纱线上羽毛脱落造成疑似洞的要求补针,如未补针的将视作不良品。
7. 脏:1 不允许有任何因素造成的脏污。
2 白色产品,不经过光照,用肉眼能分辨出的污迹为脏。
8. 尺寸:1 以产品尺码表尺寸为准,上下误差不超过+-3%。
2 尺寸的量法:在量尺寸前,必须把产品自然摊平于桌上,即产品无任何拉伸与收缩,使用英寸尺(或市制尺)作为测量工具。
具体各部位量法见生产工艺单。
9. 粗细纱,倒顺毛:1 衣料各片之间不允许粗细纱,倒顺毛。
2 衣料单片上由于粗细纱,倒顺毛明显分成两部分,做不良品处理。
3 如一片的面料纱线为丝状,另一片面料纱线为球状,做不良品处理。
4 衣料非重要位置粗细纱,倒顺毛以不超过3cm为准。
10. 衣带环(领环):1. 衣带环,领环形状要符合要求。
2. 左右两侧衣带环位置一致。
3. 衣带环两环大小一致,位置符合订单要求。
4. 衣带环要求牢固地钉在衣服上。
5.口袋位置正确,不可有高低,符合定单要求。
11.缝补要求:1 线头:用钩针将线完全钩入衣内,以不外露为准。
2 破洞:用同色纱线修补,不要有结头出现,手摸需平整。
12.整烫要求:1 纹路清晰,绒面丰满,手感舒适,规格标准,四角平整,保形持久。
缝纫中级工理论知识试题汇编-答案(1)

针织缝纫中级工理论知识试题汇编一、填空题A、缝纫基本知识1、单面织物使用的机针型号:9号___。
2、双面织物使用的机针型号:9-10号__。
3、经常出现的缝纫疵点有哪几种:跳针、漏拷、针洞、切残。
4、一般对缝纫线迹的要求包括:平整、清晰、拉伸性、强力、脱散性。
5、平缝、绷缝设备允许出现跳针的密度是5CM 内不得出现连续两处。
6、四线、五线包缝机合袖时,袖口合缝处应用套结或平缝封口加固。
7、一般缝纫机使用直缝针,直缝针是由:针柄、锥柄、针杆、针尖、针眼、针槽等组成。
8、平缝机俗称平机,,根据送布方式不同,平机有下送式、差动式、针送式、上下差动式等。
9、平缝机线迹的特征是由两根缝线交叉在缝制物上,用线量少,不宜过分拉伸,即拉伸性小。
10、缝制物在放入或取出压脚时,缝纫机针应停在机针动程的最高点位置。
11、缝纫工序的致命疵点是:针洞。
12、针织面料缝制用针号别:汗布9号针,棉毛9-10号针,绒布11号针。
13、使用缝纫机设备发现异常现象,应及时关机,请维修人员检修。
14、针织产品行业标准针迹密度规定2cm内平缝9针、包缝8针,平双针8针。
15、针织产品包缝机刀门宽度面体不低于0.4cm ,三线不低于0.3cm ,主体不低于0.6cm 。
B、T恤衫质量基本知识16、目前我们T恤衫采用的标准名称针织T恤衫,标准编号是_ FZ/T73008-2002 。
17、标准中规定的质量要求分哪两个方面内在质量,外观质量。
18、外观质量按件评等;内在质量按批评等。
19、针织T恤衫按织物组织分单面织物、双面织物两大类。
20、T恤衫的主要部位是指指T恤衫前身及袖子外部的三分之二的部位。
21、一等品纹路歪斜率横向不大于(彩条)4%。
22、一等品主料色差不低于___4级_、主副料色差不低于3-4级___。
23、平缝针迹密度不低于9针/2㎝__,平双针针迹密度不低于8针/2㎝__。
24、一等品明线曲折高低不大于0.2㎝。
25、用灯光检验,灯罩与检验台中心垂直距离为85㎝±2㎝__。
针织知识汇总
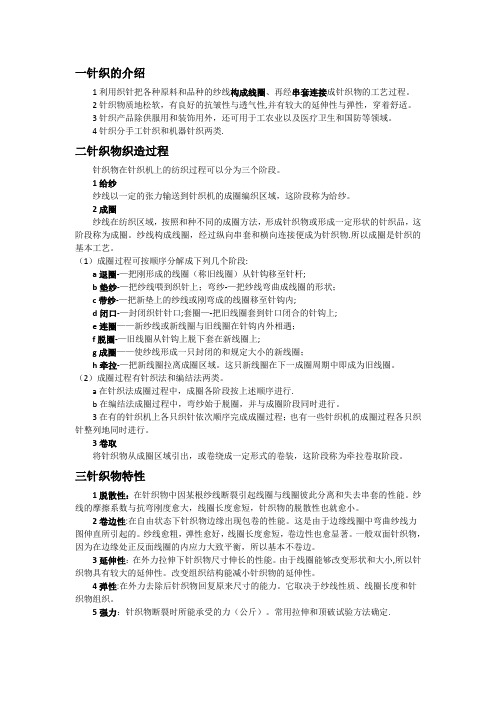
一针织的介绍1利用织针把各种原料和品种的纱线构成线圈、再经串套连接成针织物的工艺过程。
2针织物质地松软,有良好的抗皱性与透气性,并有较大的延伸性与弹性,穿着舒适。
3针织产品除供服用和装饰用外,还可用于工农业以及医疗卫生和国防等领域。
4针织分手工针织和机器针织两类.二针织物织造过程针织物在针织机上的纺织过程可以分为三个阶段。
1给纱纱线以一定的张力输送到针织机的成圈编织区域,这阶段称为给纱。
2成圈纱线在纺织区域,按照和种不同的成圈方法,形成针织物或形成一定形状的针织品,这阶段称为成圈。
纱线构成线圈,经过纵向串套和横向连接便成为针织物.所以成圈是针织的基本工艺。
(1)成圈过程可按顺序分解成下列几个阶段:a退圈-—把刚形成的线圈(称旧线圈)从针钩移至针杆;b垫纱-—把纱线喂到织针上;弯纱-—把纱线弯曲成线圈的形状;c带纱-—把新垫上的纱线或刚弯成的线圈移至针钩内;d闭口-—封闭织针针口;套圈—-把旧线圈套到针口闭合的针钩上;e连圈——新纱线或新线圈与旧线圈在针钩内外相遇;f脱圈-—旧线圈从针钩上脱下套在新线圈上;g成圈——使纱线形成一只封闭的和规定大小的新线圈;h牵拉-—把新线圈拉离成圈区域。
这只新线圈在下一成圈周期中即成为旧线圈。
(2)成圈过程有针织法和编结法两类。
a在针织法成圈过程中,成圈各阶段按上述顺序进行.b在编结法成圈过程中,弯纱始于脱圈,并与成圈阶段同时进行。
3在有的针织机上各只织针依次顺序完成成圈过程;也有一些针织机的成圈过程各只织针整列地同时进行。
3卷取将针织物从成圈区域引出,或卷绕成一定形式的卷装,这阶段称为牵拉卷取阶段。
三针织物特性1脱散性:在针织物中因某根纱线断裂引起线圈与线圈彼此分离和失去串套的性能。
纱线的摩擦系数与抗弯刚度愈大,线圈长度愈短,针织物的脱散性也就愈小。
2卷边性:在自由状态下针织物边缘出现包卷的性能。
这是由于边缘线圈中弯曲纱线力图伸直所引起的。
纱线愈粗,弹性愈好,线圈长度愈短,卷边性也愈显著。
针织机用针术语、织机用边撑、卷布辊、纺织用针8项国标和筘、综、停经片9项行标通过会议审查

纱机 用 筘 》 、 《 筘 第 5部 分 : 喷 气 织 机 用 异 形 筘 筘 片》 、 《 织 机用 停 经片 》 、 《 综 第 1部 分 : 提花 织 造 用
镶入 综 眼 的钢 丝综 》 、 《 综 第 2部 分 : 织 机综 框用 钢
准消 除 了国际 贸易 中 的技 术性 壁 垒 ; 在 行 业 标 准 中 规 范性 引用 , 使 行业 系列 标准 与 国际接轨 , 加 强 了行
《 纺织 机 械与 附件 针 织 机 用 针术 语 第 2部 分 :
钩针 》 、 《 纺 织 机 械 与 附 件 针 织 机 用 针 术 语 第 3
部分 : 复合 针 》 、 《 纺 织机 械 与 附 杆 厚度 和针 钩 高度 的对 应 尺 寸 》 、 《 纺 织 机 械 与 附
纺纱 设 备和 纺纱 机械 用钢 针 》 及《 纺 织 机械
第 1 部分 : 边 撑 刺轴 》 、 《 纺织机 械
见; 会 议认 为标 准 制定 符 合 规 定 程序 和现 行 法律 法
规要求 , 提 交 的文件 齐全 、 格式 规 范化 , 条 文 清晰 、 表 达准确; 一 致通 过 了对上 述标 准 的审查 。 与会 代 表一 致 认 为 , 积 极 采用 国际标 准 制 定 国 家标 准对 我 国纺织机 械 与器材 技术 进步及 对外 贸易
织科 技 领域 的专 家 一行 9人 齐 聚重 庆 金 猫 公 司 , 对 该项 目科 技 成果 进 行 了鉴 定 。专 家 们 一 致 认 为 , 重 庆金 猫 为 B S ( 蓝 宝石 ) 钢 丝 圈项 目科 技 成 果鉴 定 所
提供 的资料 齐全 , 符合 鉴 定要 求 。 “ 先 有好 纱 , 然后 才 有好 布” , 这是 业 内公认 的铁
针织婴幼童装缝纫质量检测标准
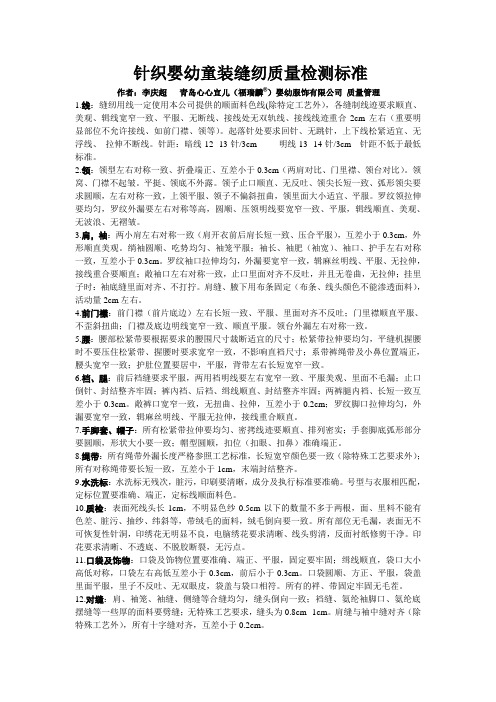
针织婴幼童装缝纫质量检测标准作者:李庆超青岛心心宜儿(福瑞麟®)婴幼服饰有限公司质量管理1.线:缝纫用线一定使用本公司提供的顺面料色线(除特定工艺外),各缝制线迹要求顺直、美观、辑线宽窄一致、平服、无断线、接线处无双轨线、接线线迹重合2cm左右(重要明显部位不允许接线、如前门襟、领等)。
起落针处要求回针、无跳针,上下线松紧适宜、无浮线、拉伸不断线。
针距:暗线12--13针/3cm 明线13--14针/3cm 针距不低于最低标准。
2.领:领型左右对称一致、折叠端正、互差小于0.3cm(两肩对比、门里襟、领台对比)。
领窝、门襟不起皱。
平挺、领底不外露。
领子止口顺直、无反吐、领尖长短一致、弧形领尖要求圆顺,左右对称一致,上领平服、领子不偏斜扭曲,领里面大小适宜、平服。
罗纹领拉伸要均匀,罗纹外漏要左右对称等高,圆顺、压领明线要宽窄一致、平服,辑线顺直、美观、无波浪、无褶皱。
3.肩,袖:两小肩左右对称一致(肩开衣前后肩长短一致、压合平服),互差小于0.3cm,外形顺直美观。
绱袖圆顺、吃势均匀、袖笼平服;袖长、袖肥(袖宽)、袖口、护手左右对称一致,互差小于0.3cm。
罗纹袖口拉伸均匀,外漏要宽窄一致,辑麻丝明线、平服、无拉伸,接线重合要顺直;敞袖口左右对称一致,止口里面对齐不反吐,并且无卷曲,无拉伸;挂里子时:袖底缝里面对齐、不打拧。
肩缝、腋下用布条固定(布条、线头颜色不能渗透面料),活动量2cm左右。
4.前门襟:前门襟(前片底边)左右长短一致、平服、里面对齐不反吐;门里襟顺直平服、不歪斜扭曲;门襟及底边明线宽窄一致、顺直平服。
领台外漏左右对称一致。
5.腰:腰部松紧带要根据要求的腰围尺寸裁断适宜的尺寸;松紧带拉伸要均匀,平缝机握腰时不要压住松紧带、握腰时要求宽窄一致,不影响直裆尺寸;系带裤绳带及小鼻位置端正,腰头宽窄一致;护肚位置要居中,平服,背带左右长短宽窄一致。
6.裆、腿:前后裆缝要求平服,两用裆明线要左右宽窄一致、平服美观、里面不毛漏;止口倒针、封结整齐牢固;裤內裆、后裆、缉线顺直、封结整齐牢固;两裤腿内裆、长短一致互差小于0.3cm。
棒针育克加针规则

棒针育克加针规则一、棒针育克加针的定义棒针育克加针是一种独特的针织技术,通过使用棒针对织物进行加针,使织物在特定位置增加针脚。
这种技术可以用于创建各种不同的纹理效果和图案,为针织品增加美观性和创意性。
二、优点和应用范围棒针育克加针具有以下优点: 1. 创意丰富:通过棒针育克加针,可以在织物上创造各种不同的花样和图案,使针织品更加丰富多样。
2. 增加厚度:针织品在特定位置加针,可以增加该区域的厚度,使得整个织物的厚度分布更加均匀。
3. 提升质感:通过加针,可以在织物上形成凸起或凹陷的纹理,增加织物的质感和触感。
4. 修复缺陷:在针织品上进行加针可以修复一些小的缺陷,如掉线、洞眼等。
棒针育克加针广泛应用于各种针织产品的制作中,如毛衣、围巾、帽子等。
同时,在服装设计中也常常使用这种技术来增加服装的个性和独特性。
三、棒针育克加针的基本规则棒针育克加针有一些基本规则需要遵循,以确保加针效果正确和均匀: 1. 针脚选择:选择与针织品线材相匹配的合适棒针。
针脚的选择应根据织物的松紧程度和要达到的效果而定。
2. 加针位置:确定要进行加针的位置,并使用针脚将该位置固定住。
可以通过将针脚插入织物上的空洞或滑动织物将其放在所需位置。
3. 加针方式:选择适当的加针方式进行操作。
常见的加针方式有拉住加针法和挂钩加针法,具体选择哪种方式取决于不同的织物和要达到的效果。
4. 加针数量:根据设计要求确定在特定位置加入的针脚数量。
精确计算加针数量可以确保加针效果的均匀和一致。
5. 加针顺序:根据设计要求,按照正确的顺序进行加针。
正确的顺序可以确保加针后的织物结构稳定且美观。
四、棒针育克加针的常见技巧1.使用不同大小的棒针:在棒针育克加针中,使用不同大小的棒针可以创建不同的纹理效果。
较大的棒针会在织物上形成较大的纹路,而较小的棒针则会形成更细致的纹理。
2.结合不同颜色的线材:通过在加针位置使用不同颜色的线材,可以创造出更加丰富多彩的图案和效果。
针织物的主要参数及性能指标
针织物的主要参数及性能指标1线圈的长度L针织物的线圈长度由线圈的圈干和延展线组成。
2密度我国规定,纬编织物的单位长度为50MM。
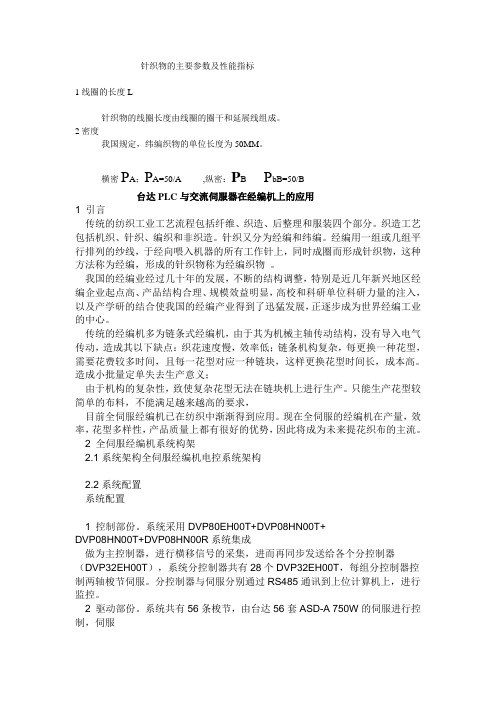
横密P A;P A=50/A ,纵密:P B P bB=50/B台达PLC与交流伺服器在经编机上的应用1 引言传统的纺织工业工艺流程包括纤维、织造、后整理和服装四个部分。
织造工艺包括机织、针织、编织和非织造。
针织又分为经编和纬编。
经编用一组或几组平行排列的纱线,于经向喂入机器的所有工作针上,同时成圈而形成针织物,这种方法称为经编,形成的针织物称为经编织物。
我国的经编业经过几十年的发展,不断的结构调整,特别是近几年新兴地区经编企业起点高、产品结构合理、规模效益明显,高校和科研单位科研力量的注入,以及产学研的结合使我国的经编产业得到了迅猛发展,正逐步成为世界经编工业的中心。
传统的经编机多为链条式经编机,由于其为机械主轴传动结构,没有导入电气传动,造成其以下缺点:织花速度慢,效率低;链条机构复杂,每更换一种花型,需要花费较多时间,且每一花型对应一种链块,这样更换花型时间长,成本高。
造成小批量定单失去生产意义;由于机构的复杂性,致使复杂花型无法在链块机上进行生产。
只能生产花型较简单的布料,不能满足越来越高的要求,目前全伺服经编机已在纺织中渐渐得到应用。
现在全伺服的经编机在产量,效率,花型多样性,产品质量上都有很好的优势,因此将成为未来提花织布的主流。
2 全伺服经编机系统构架2.1系统架构全伺服经编机电控系统架构2.2系统配置系统配置1 控制部份。
系统采用DVP80EH00T+DVP08HN00T+DVP08HN00T+DVP08HN00R系统集成做为主控制器,进行横移信号的采集,进而再同步发送给各个分控制器(DVP32EH00T),系统分控制器共有28个DVP32EH00T,每组分控制器控制两轴梭节伺服。
分控制器与伺服分别通过RS485通讯到上位计算机上,进行监控。
2 驱动部份。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
针织产品的用针要求
各位好:
针织产品、针织与梭织组合的产品请在工艺要求上备注各类圆头机针的型号
(主要避免在缝制中产生针洞的不良问题)
平缝机针:DPX1SF、DPX1KN(SF针是针对超高支数的针织专用针,而且针头呈细长状,所以可明显减少在贯穿布料时产生的阻力,对防止缝合皱摺、拉线的发生有明显的效果)
DPX5SF、DPX5KN(SF针是针对超高支数的针织专用针,这种SF针由于从针尖部分到针眼附近比KN针更细1号的细身,对40支或42支等超高支数针织材质的布料断线具有良好的效果
双针绷缝针:UYX128GASKN(用于高支针织品,可以防止面线断线以及跳针等问题的发生)
四线拷边机针:DCX1KN(用于高支针织品)
订扣针(LK-1903):DPX17SF(用于高支针织品)
套结、锁眼:DPX5KN(用于高支针织品)
橡筋车(DFB-1404P):UO113SUK、TVX5(用于高支针织品)
以上请各部门遵照执行!
06/7/27
技术部。