冰淇淋生产工艺流程图(精)
冰淇淋的工艺流程及操作要点概要
二、近代以来交通、通讯工具的进步对人们社会生活的影 响
(1)交通工具和交通事业的发展,不仅推动各地经济文化交 流和发展,而且也促进信息的传播,开阔人们的视野,加快 生活的节奏,对人们的社会生活产生了深刻影响。
(2)通讯工具的变迁和电讯事业的发展,使信息的传递变得 快捷简便,深刻地改变着人们的思想观念,影响着人们的社 会生活。
一般说来选择压力为14.7~17.6Mpa。
(三)杀菌
采 用 高 温 短 时 巴 氏 杀 菌 法 (HTST) , 条 件 一 般 为 8 3 ℃ ~ 87℃,15~30s。
通 常 间 歇 式 杀 菌 的 杀 菌 温 度 和 时 间 为 75 ~ 77℃ , 20 ~ 30min,连续式杀菌的杀菌温度和时间为83~85℃,15s。
冰淇淋膨胀率并非是越大越好
膨胀率过高,组织松软,缺乏持久性; 过低则组织坚实,口感不良。 各种冰淇淋都有相应的膨胀率要求,控制不当
会降低冰淇淋的品质。
影响冰淇淋膨胀率的因素主要有两个方面:
(1)原料
①一般乳脂肪含量以6%~12%为好,此时膨胀率最好。
②一般为10%。 ③一般以13%~15%为宜。 ④适量,一般不宜超过0.5%。 ⑤如钠盐能增加膨胀率,而钙盐则会降低膨胀率。
方法: 速冻库(-23~-25℃), 10~12h 速冻隧道(-35~-40℃), 30~50min 盐水硬化设备(-25~-27℃) 20~30min
3.贮藏
冷藏库的温度为-20℃,相对湿度为85%~90%。
历史ⅱ岳麓版第13课交通与通讯 的变化资料
精品课件欢迎使用
[自读教材·填要点]
(四)混合料的冷却(Cooling)与老化(Aging)
1.冷却
冰淇淋工艺流程
冰淇淋工艺流程
一、配料与杀菌
按照配方准确称取各种原料(包括大料和小料),各种原料按工艺要求顺序添加,加完后开启气阀,加热到85℃时关闭蒸汽阀,保温十分钟。
二、均质
将杀菌后得料液泵入缓冲罐内,温度控制在65-75℃开启均质机开始工作,均质压力为13-15Mpa.
三、冷却
物料用冰水降温,要求冰水温度为0-2℃
四、老化
依次打开老化缸冰水出口、进口阀门,开始进料,过料温度控制在2-6℃,进料完毕开始计时老化,料液老化2-48小时。
五、调色调香
物料在凝冻前30分钟左右加入食用香精与食用色素,以能够混合均匀为限。
六、凝冻
将物料在强制搅刮下进行冰冻,使空气以极微小的气泡状态均匀分布于全部混合料中,在体积逐渐膨胀的同时由于冷冻成为半固体状,出料温度控制在-3℃以下。
七、成型与硬化
凝冻后的料液呈半流体状,需灌注到模具或成型器中成型,
在制冷系统作用硬化。
八、包装
成型的冰淇淋用精美的包装造型以便于运输和销售
冰淇淋关键质量控制点
一、杀菌
1、杀菌温度严格控制在85℃以上。
2、时间10分钟
二、均质
1、干物质含量在27%以上的料液,均质压力不低于13-15MPa
2、干物质含量在27%以下的料液,均质压力不低于10MPa
三、老化
1、老化缸入口温度≤10℃
2、老化缸出口温度≤4℃
3、老化时间2-48小时
四、凝冻
1、凝冻机出口温度≤-3℃
2、膨胀率达到产品的工艺要求。
冷饮生产工艺
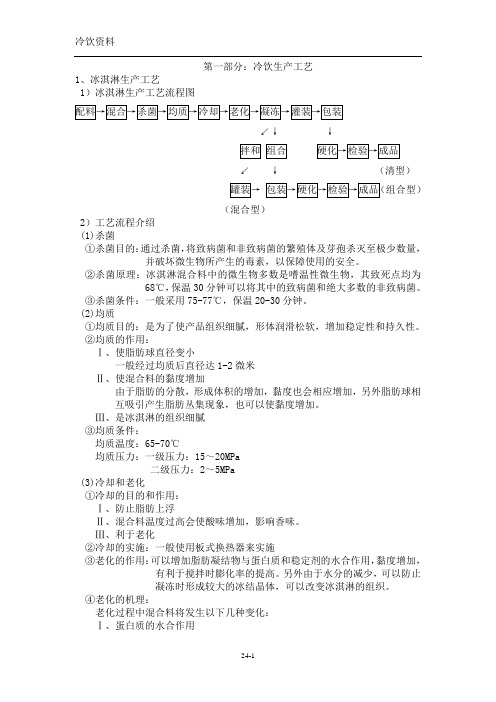
第一部分:冷饮生产工艺1、冰淇淋生产工艺1)冰淇淋生产工艺流程图↙↓↓↙↓(清型)(混合型)2)工艺流程介绍(1)杀菌①杀菌目的:通过杀菌,将致病菌和非致病菌的繁殖体及芽孢杀灭至极少数量,并破坏微生物所产生的毒素,以保障使用的安全。
②杀菌原理:冰淇淋混合料中的微生物多数是嗜温性微生物,其致死点均为68℃,保温30分钟可以将其中的致病菌和绝大多数的非致病菌。
③杀菌条件:一般采用75-77℃,保温20-30分钟。
(2)均质①均质目的:是为了使产品组织细腻,形体润滑松软,增加稳定性和持久性。
②均质的作用:Ⅰ、使脂肪球直径变小一般经过均质后直径达1-2微米Ⅱ、使混合料的黏度增加由于脂肪的分散,形成体积的增加,黏度也会相应增加,另外脂肪球相互吸引产生脂肪丛集现象,也可以使黏度增加。
Ⅲ、是冰淇淋的组织细腻③均质条件:均质温度:65-70℃均质压力:一级压力:15~20MPa二级压力:2~5MPa(3)冷却和老化①冷却的目的和作用:Ⅰ、防止脂肪上浮Ⅱ、混合料温度过高会使酸味增加,影响香味。
Ⅲ、利于老化②冷却的实施:一般使用板式换热器来实施③老化的作用:可以增加脂肪凝结物与蛋白质和稳定剂的水合作用,黏度增加,有利于搅拌时膨化率的提高。
另外由于水分的减少,可以防止凝冻时形成较大的冰结晶体,可以改变冰淇淋的组织。
④老化的机理:老化过程中混合料将发生以下几种变化:Ⅰ、蛋白质的水合作用混合料的稳定性与胶体粒子的性质有关,一般最稳定的混合料粒子是在亲水悬浮液内即带电荷又有水合力的粒子;较稳定的是在亲水或疏水悬浮液内有电荷但无水合力的粒子;较少稳定的是在亲水悬浮液内有水合力但无电荷的粒子;不稳定的是在悬浮液内即无水合力又无电荷的粒子;当冰淇淋混合料从杀菌温度冷却至老化温度时,酪蛋白胶束的物理结构发生变化,更多的亲水性分子结构舒展,与水结合,这个过程要延续一定的时间,估计要1-2小时才能充分水合。
Ⅱ、稳定剂的完全水合作用稳定剂具有亲水性,可以和混合料中的自有水结合形成结合水,稳定剂的水合也需要一个过程才能完成。
冰淇淋的制作工艺流程HACCP危害分析表
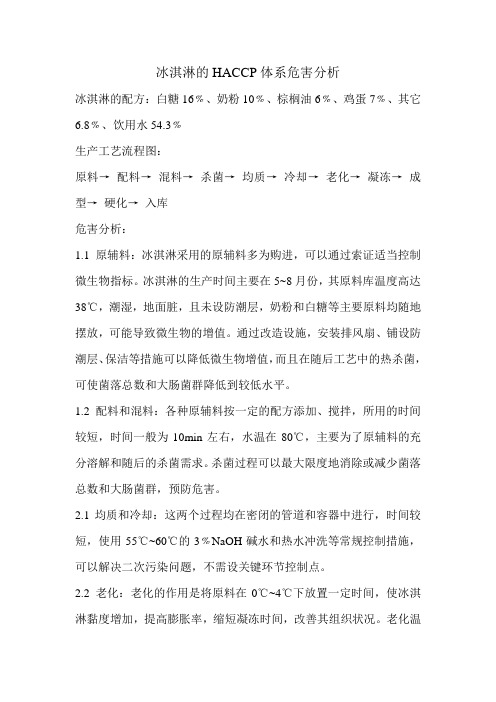
冰淇淋的HACCP体系危害分析冰淇淋的配方:白糖16﹪、奶粉10﹪、棕榈油6﹪、鸡蛋7﹪、其它6.8﹪、饮用水54.3﹪生产工艺流程图:原料→配料→混料→杀菌→均质→冷却→老化→凝冻→成型→硬化→入库危害分析:1.1 原辅料:冰淇淋采用的原辅料多为购进,可以通过索证适当控制微生物指标。
冰淇淋的生产时间主要在5~8月份,其原料库温度高达38℃,潮湿,地面脏,且未设防潮层,奶粉和白糖等主要原料均随地摆放,可能导致微生物的增值。
通过改造设施,安装排风扇、铺设防潮层、保洁等措施可以降低微生物增值,而且在随后工艺中的热杀菌,可使菌落总数和大肠菌群降低到较低水平。
1.2 配料和混料:各种原辅料按一定的配方添加、搅拌,所用的时间较短,时间一般为10min左右,水温在80℃,主要为了原辅料的充分溶解和随后的杀菌需求。
杀菌过程可以最大限度地消除或减少菌落总数和大肠菌群,预防危害。
2.1均质和冷却:这两个过程均在密闭的管道和容器中进行,时间较短,使用55℃~60℃的3﹪NaOH碱水和热水冲洗等常规控制措施,可以解决二次污染问题,不需设关键环节控制点。
2.2 老化:老化的作用是将原料在0℃~4℃下放置一定时间,使冰淇淋黏度增加,提高膨胀率,缩短凝冻时间,改善其组织状况。
老化温度在2℃~4℃,时间为4小时以上,一般在6~8小时。
老化缸为半开放性,经检验,老化缸在注料前存在微生物污染。
该环节引入的危害在以后的工序中无法去除。
2.3 凝冻:冰淇淋通过凝冻机进行凝冻,它的作用是使冰淇淋体积膨胀、冻结成半固体状,一般冻结温度不低于-6℃。
由于该环节为密闭状态,引入外源性的微生物污染的机会较小。
2.4 成型、硬化和贮存:冰淇淋成型是通过成型设备来完成的,凝冻机附属成型装置。
凝冻后的冰淇淋经凝冻机注入到已消毒的纸杯内,加盖后装于大纸箱中,置硬化室硬化20~24h。
然后转移到贮存室贮存,温度为-18℃,相对湿度85﹪~90﹪,保质期为3个月。
冰淇淋雪糕的生产工艺流程课件

(二)脂肪
脂肪对冰淇淋、雪糕有很重要的作用:
1.为乳品冷饮提供丰富的营养及热能。
2.影响冰淇淋、雪糕的组织结构
由于脂肪在凝冻时形成网状结构,赋予冰 淇淋、雪糕特有的细腻润滑的组织和良 好的质构。
3.乳品冷饮风味的主要来源
由于油脂中含有许多风味物质,通过与 乳品冷饮中蛋白质及其它原料作用,赋 予乳品冷饮独特的芳香风味。
乳品冷饮中常用的乳化剂有:
甘油―酸酯(单甘酯)、蔗糖 脂肪酸酯(蔗糖酯)、聚山梨 酸酯(Tween)、山梨醇酐脂 肪酸酯(Span)、丙二醇脂肪 酸酯(PG酯)、卵磷酯、大豆 磷酯、三聚甘油硬脂酸单甘酯 等。
(六)稳定剂
稳定剂又称安定剂,具有亲水性,因此 能提高料液的粘度及乳品冷饮的膨胀率, 防止大冰结晶的产生,减少粗糙的感觉, 对乳品冷饮产品融化作用的抵抗力亦强, 使制品不易融化和再结晶,在生产中能起 到改善组织状态的作用。较为常用的有明 胶、琼脂、果胶、CMC、瓜尔豆胶、黄原 胶、卡拉胶、海藻胶、藻酸丙二醇酯、魔 芋胶、变性淀粉等。
冰淇淋的保质期。杀菌温度和时间的确定,主要 看杀菌的效果,过高的温度与过长的时间不但 浪费能源,而且还会使料液中的蛋白质凝固、 产生蒸煮味和焦味、维生素受到破坏而影响产 品的风味及营养价值。通常间歇式杀菌的杀菌 温度和时间为75~77℃、20~30min,连续 式杀菌的杀菌温度和时间为83~85℃、15s。
• (2)均质温度的选择 均质温度对冰淇淋 的质量也有较大的影响。当均质温度低 于52℃时,均质后混合料粘度高,对凝 冻不利,形体不良;而均质温度高于 70℃时,凝冻时膨胀率过大,亦有损于 形体。一般较合适的均质温度是65~ 70℃。
(四)混合料的冷却与老化
• 1.冷却 冷却(Cooling)是使物料降低 温度的过程。均质后的混合料温度在 60℃以上。在这么高的温度下,混合料 中的脂肪粒容易分离,需要将其迅速冷 却至0~5℃后输入到老化缸(冷热缸) 进行老化。
冰淇淋的工艺流程
冰淇淋的工艺流程
1. 制作奶油混合物:将牛奶、奶油和白砂糖混合加热至沸腾,搅拌至糖溶解。
冷却后加入香草提取物和鸡蛋,搅拌均匀。
2. 稀释:将奶油混合物与水混合后,用高速搅拌机搅拌均匀,使混合物变薄。
3. 灌装:将冰淇淋混合物倒入冰淇淋机的碗中,使用搅拌器搅拌数分钟。
4. 冷冻:将搅拌好的冰淇淋装入冷冻盒,放入冰箱中冷冻数小时。
5. 打蛋白:将蛋白加入搅拌盆中,用搅拌机打发至蛋白变硬,形成泡沫。
6. 添加食材:将冷冻好的冰淇淋取出,加入切碎的水果、坚果或巧克力碎片等。
7. 搅拌:将添加好食材的冰淇淋重新放入冰淇淋机碗中,开启搅拌机,搅拌均匀。
8. 再次冷冻:将搅拌好的冰淇淋倒入冰淇淋容器中,放入冰箱冷冻数小时,直至完全凝固。
9. 享用:将冰淇淋取出,装入冰淇淋杯中,加入各种甜品酱、奶酪、喜欢的水果等,最后,就可以享用美味的冰淇淋了。
冰淇淋雪糕的生产工艺流程课件(PPT 62张)

本章重点 生产工艺流程 原料配比
第一节 冰淇淋的种类及原料 冰淇淋(ice cream)是以饮用 水、牛奶、奶粉、奶油(或植物油 脂)、食糖等为主要原料,加入适 量食品添加剂,经混合、灭菌、均 质、老化、凝冻、硬化等工艺而制 成的体积膨胀的冷冻产品。
一、冰淇淋的种类
冰淇淋含脂率在14-16%,总固形物在38-42%; (高级奶油冰淇淋) 冰淇淋含脂率在10-12%,总固形物在35-39%; (奶油冰淇淋) 冰淇淋含脂率在8%左右,总固形物在34-37% ; (牛奶冰淇淋) 冰淇淋含脂率在 3%左右,总固形物在 32-33%。 (果味冰淇淋)
(八)着色剂
• 协调的色泽,能改善乳品冷饮的感官品质, 大大增进人们的食欲。乳品冷饮调色时, 应选择与产品名称相适应的着色剂,在选 择使用色素时,应首先考虑符合添加剂卫 生标准。调色时以淡薄为佳,常用的着色 剂有红曲色素、姜黄色素、叶绿素铜钠盐、 焦糖色素、红花黄、 β - 胡萝卜素、辣椒红、 胭脂红、柠檬黄、日落黄、亮蓝等。
• 2.混合料配合比例计算 按照冰淇淋标准和 质量的要求,选择冰淇淋原料,而后依据原 料成分计算各种原料的需要量。例:今有无 盐奶油(脂肪83%)、脱脂奶粉(物质干物 质95%)、蔗糖、明胶及水为原料,配合含 脂肪8%、无脂干物质11.0%、蔗糖15.0%、 明胶0.5%、的冰淇淋混合料100kg,计算其 配合比例。经计算得到组成混合料的原料为: 蔗糖15%kg,明胶0.5kg,奶油 100×0.08÷0.83=9.6kg, • 脱脂奶粉 100×0.01÷0.95=11.6kg, 水 100 - (15+0.5+9.6+11.6)=63.3kg
甜味料具有提高甜味、充当固形物、 降低冰点、防止冰的再结晶等作用,对 产品的色泽、香气、滋味、形态、质构 和保藏起着极其重要的影响。蔗糖为最 常用的甜味剂。随着现代人们对低糖、 无糖乳品冷饮的需求以及改进风味、增 加品种或降低成本的需要,除常用的甜 味料白砂糖、淀粉糖浆外,很多甜味料 如蜂蜜、转化糖浆、阿斯巴甜、阿力甜、 安赛蜜、甜蜜素、甜叶菊糖、罗汉果甜 苷、山梨糖醇、麦芽糖醇、葡聚糖 (PD)等普遍被配合使用。
冰激凌生产工艺流程

0.5g
香瓜子生产工艺流程 原料→机选→清洗→煮制→闷制→烘烤→冷却→外喷香精→包装→成品 ↑ ↑ 辅料 香精 辅料 大茴香 丁香 桂皮 甘草 精盐 等 香精 话梅香精 LJ4818
西瓜子生产工艺流程 原料→机选→炒制→蘸料→冷却→外喷香精→包装→成品
辅料 大茴香 丁香 桂皮 甘草 精盐 等 香精 LJ4818
香精和香料在食品中作用
①辅助作用:对某些香气较好,但是浓度不足的, 要通过与之对应的香精和香料来衬托。 ②赋香作用:对本身没有的香气通过加香赋予特定 的香型。 ③补充作用:补充让达到需要的香气程度。 ④稳定作用:天然产品的香气因地理、环境、条件、 气候等因素影响,香气很难一致,加香之后可以对天 然产品的香气起到基本统一和稳定的作用。 ⑤替代作用:由于天然物不能添加太多,则可以用 香精来代替部分或全部。 ⑥矫味作用:可以掩盖一些不愉快的风味。
硬糖的生产工艺流程 配料→混合→加热化开→冷却→加辅料→灌模→脱模→包装 白砂糖 100g 葡萄糖 120g 卡拉胶 4g LJ6066 0.5 LJ3496 0.5 柠檬酸 1g 柠檬酸钠 0.6g
奶糖的生产工艺流程 配料→混合→加热化开→放入搅打机→加辅料→调香调色→成形→包装 白砂糖 90g 饴糖 130g 起酥油 7.5g 奶油 7.5g 炼乳 10g 奶粉 10g 单甘脂 0.6g 食盐 0.8g 方凳 10g 明胶 6g 香兰素 0.2g LJ 4818 0.2 LJ1811 0.4
冰淇淋生产工艺 调酸 调香 调色 ↓ 配料→混合→杀菌→冷却→均质→老化→凝冻→灌装→包装 ↙↓ ↓ 拌和 组合 硬化→检验→成品 ↙ ↓ (清型) 罐装→ 包装→硬化→检验→成品(组合型) (混合型)
香草冰淇淋 (1kg) 白砂糖 100g 饴糖 100g 奶粉 50g 椰子油 50g 糊精粉 25g 蛋黄粉 2g 单甘脂 2g 瓜尔豆胶 1.5g CMC 1.5g 卡拉胶 0.2g LJ4818 0.2(均质时加) LJ3364 0.5 LJ3518 0.2 柠檬黄 0.010 (脂肪球的变化)