生产工艺流程图和工艺说明
啤酒生产流程图及说明
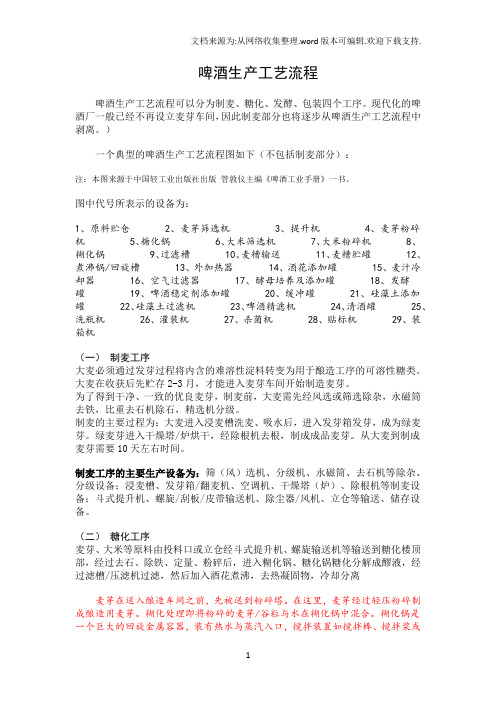
啤酒生产工艺流程啤酒生产工艺流程可以分为制麦、糖化、发酵、包装四个工序。
现代化的啤酒厂一般已经不再设立麦芽车间,因此制麦部分也将逐步从啤酒生产工艺流程中剥离。
)一个典型的啤酒生产工艺流程图如下(不包括制麦部分):注:本图来源于中国轻工业出版社出版管敦仪主编《啤酒工业手册》一书。
图中代号所表示的设备为:1、原料贮仓2、麦芽筛选机3、提升机4、麦芽粉碎机5、糖化锅6、大米筛选机7、大米粉碎机8、糊化锅9、过滤槽 10、麦糟输送 11、麦糟贮罐 12、煮沸锅/回旋槽 13、外加热器 14、酒花添加罐 15、麦汁冷却器 16、空气过滤器 17、酵母培养及添加罐 18、发酵罐 19、啤酒稳定剂添加罐 20、缓冲罐 21、硅藻土添加罐 22、硅藻土过滤机 23、啤酒精滤机 24、清酒罐 25、洗瓶机 26、灌装机 27、杀菌机 28、贴标机 29、装箱机(一)制麦工序大麦必须通过发芽过程将内含的难溶性淀料转变为用于酿造工序的可溶性糖类。
大麦在收获后先贮存2-3月,才能进入麦芽车间开始制造麦芽。
为了得到干净、一致的优良麦芽,制麦前,大麦需先经风选或筛选除杂,永磁筒去铁,比重去石机除石,精选机分级。
制麦的主要过程为:大麦进入浸麦槽洗麦、吸水后,进入发芽箱发芽,成为绿麦芽。
绿麦芽进入干燥塔/炉烘干,经除根机去根,制成成品麦芽。
从大麦到制成麦芽需要10天左右时间。
制麦工序的主要生产设备为:筛(风)选机、分级机、永磁筒、去石机等除杂、分级设备;浸麦槽、发芽箱/翻麦机、空调机、干燥塔(炉)、除根机等制麦设备;斗式提升机、螺旋/刮板/皮带输送机、除尘器/风机、立仓等输送、储存设备。
(二)糖化工序麦芽、大米等原料由投料口或立仓经斗式提升机、螺旋输送机等输送到糖化楼顶部,经过去石、除铁、定量、粉碎后,进入糊化锅、糖化锅糖化分解成醪液,经过滤槽/压滤机过滤,然后加入酒花煮沸,去热凝固物,冷却分离麦芽在送入酿造车间之前,先被送到粉碎塔。
高氯酸钾生产工艺流程图及简要说明

高氯酸钾
1、生产工艺流程图
2、工艺流程简介
将氯酸钠电解为高氯酸钠,再与氯化钾进行复分解反应,冷却离心,即制得高氯酸钾。
复分解母液经蒸发浓缩,再冷冻脱去大量
ClO
4(以高氯酸钾的形式分离出来)后送盐水精制(除钙、镁、钡离子),精制后的盐水送一次电解,电解制得氯酸钠溶液,氯酸钠(与氯化钠)溶液送低温真空蒸发器蒸发结晶制得含氯酸钠结晶的固液混合物,固液混合物经离心分离制得氯酸钠固体,氯酸钠固体溶解精制后送二次电解,制得高氯酸钠,再与氯化钾进行复分解反应,如此循环往复,达到复分解母液回收循环使用的目的。
与不回收复分解母液的工艺不同的是只用一种主要原材料氯化钾就制得了高氯酸钾(不回收复分解母液的工艺需用两种原材料即氯化钾与氯酸钠)。
生产工艺流程图和工艺描述
按照原料肉验收程序进行,并要求供应商提供兽药残留达标保证函及兽医检疫检验证明
辅料验收、暂存
化验室、仓库
按验收规程进行验收
肥膘验收、暂存
化验室、仓库
按验收规程进行验收
肠衣验收
化验室
按验收规程进行验收
肠衣处理
腊味加工间
天然猪肠衣加工前需用洁净加工用水冲洗,人造肠衣灌装前需用洁净加工用水润湿
咸水草、麻绳验收
中心温度≦25℃
内包装
真空包装机、热封口机
内包装间
将待包装腊肉去绳后按不同规格称重,装塑料袋、真空包装封口
装产品装彩袋封口,按不同规格装箱、核重、扣扎放入成品库并挂牌标识。
化验室、仓库
按验收程序进行验收
解冻
解冻间
肉类解冻分割间
温度≦18℃、18~20h
分割、修整
分割台、刀具
肉类解冻分割间
挑筋骨、淋巴等杂物,修整边缘。整个操作均在温度≦12℃的条件下进行。
切条
工作台、刀具
肉类解冻分割间
切成原1.5-1.8cm肉条,要求一致,厚薄均匀。温度≦12℃。
漂洗
水池
肉类解冻分割间
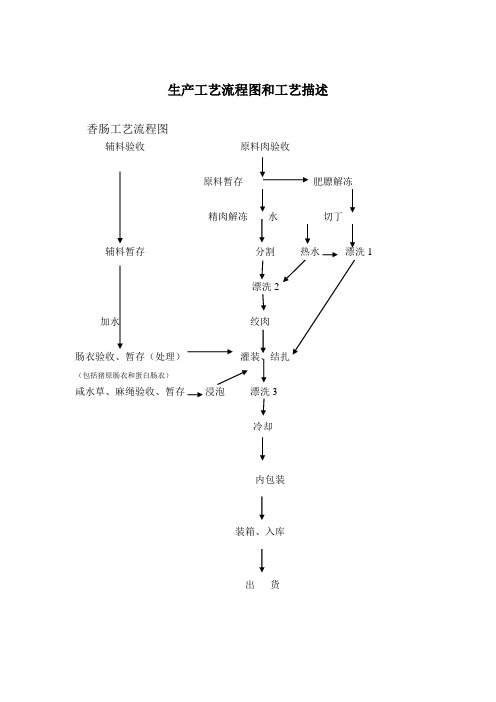
生产工艺流程图和工艺描述香肠工艺流程图辅料验收原料肉验收原料暂存肥膘解冻精肉解冻辅料暂存分割热水漂洗加水绞肉肠衣验收暂存处理灌装结扎包括猪原肠衣和蛋白肠衣咸水草麻绳验收暂存浸泡漂洗冷却内包装装箱入库香肠加工工艺说明加工步骤使用设备操作区域加工工艺的描述与说明原料肉验收暂存化验室仓按照原料肉验收程序进行并要求供应商提供兽药残留达标保证函及兽医检疫检验证明辅料验收暂按验收规程进行验收肥膘验收暂按验收规程进行验收肠衣验收化验室按验收规程进行验收肠衣处理腊味加工间天然猪肠衣加工前需用洁净加工用水冲洗人造肠衣灌装前需用洁净加工用水润湿咸水草麻绳验收化验室按验收规程进行验收暂存仓库浸泡腊味加工间咸水草麻绳加工前需用洁净加工用水浸泡使之变软解冻解冻间肉类解冻分181820h恒温解冻间空气解冻分割分割台刀将原料肉筋键淋巴脂肪剔除并分割成约3cm加工步骤使用设备操作区域加工工艺的描述与说明漂洗水池肉类解冻分加工用水漂洗将肉的污血冲洗干净绞肉绞肉机肉类解冻分12以下采用5mm切成05cm长的立方漂洗水池肉类解冻分水温4560洗去表面游离油脂碎灌装结扎灌肠机香肠加工间按产品的不同规格调节肠体长度8001200kgh温度12漂洗水池香肠加工间水温4560清洗肠体表面油脂肉预冷车间12下冷却051小时中心温度25内包装真空机电内包装间将待包装腊肠去绳后按不同规格称重装塑料袋真空包装封口装箱入库外包装间成品仓库将真空包装的产品装彩袋封口按不同规格装箱核重扣扎放入成品库并挂牌标识
工艺流程及其描述
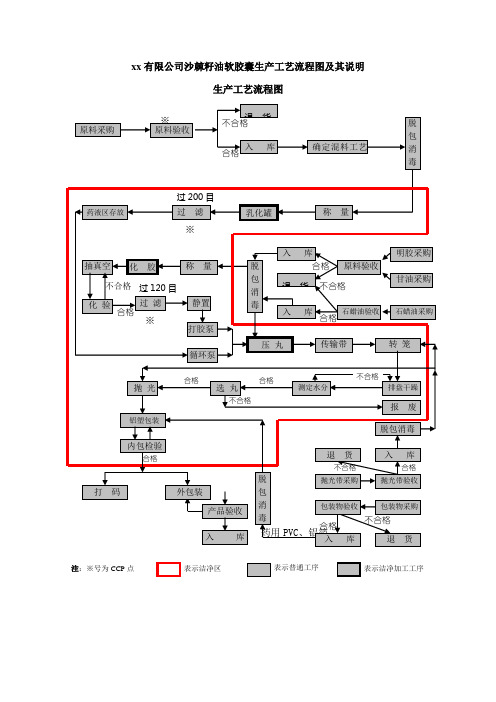
xx 有限公司沙棘籽油软胶囊生产工艺流程图及其说明生产工艺流程图注:※号为CCP 点 表示洁净区表示普通工序表示洁净加工工序生产工艺流程描述2.1原料的采购采购计划初步拟定:由销售部根据市场需要和产品库存制定生产计划,并确认原辅料库存,若原辅料库存数量不能满足生产需要时,应及时通知采购人员进行采购。
2.2原料验收:库管员及时通知质量部取样,质量部依据《原辅料检验标准》进行检测,库管员凭质量部出具的检验报告单,办理入库手续,不合格则通知采购员作退货处理。
2.3组织生产:2.3.1由销售部向质量部下达《生产、包装指令》,质量部根据产品工艺配方向生产部下达《生产指令》,由生产工艺员再次确认工艺配方,然后向生产各工序下达分解指令。
2.3.2混料:工序接到生产指令后,根据指令领取物料,在进入洁净区前进行脱包灭菌(用紫外灯或臭氧发生器进行灭菌),称量放入乳化罐混匀,乳化好后用200目的筛网过滤,将其中可能存在的杂质过滤清除,混好料液贮存于料液罐中置于药液区存放待生产。
2.3.3溶胶:溶胶工序操作人员接到指令领取明胶、甘油等,首先在进入洁净区前进行脱包灭菌,灭菌后按工艺要求将明胶、甘油、纯化水按比例称量入罐溶胶,溶好的胶液抽真空后对其黏度检测(2-4OE)放胶。
放胶时要用120目的筛网过滤将其中可能存在的杂质滤除,在溶胶过程中因溶胶温度在76℃-80℃,此温度足可以杀死原料中可能存在的细菌。
将溶好的胶液放置在胶罐中保温静置待用。
2.3.4压丸:压丸工序根据指令选择模具,安装调试后,把混好的料液和备好的胶液进行上机操作,上机时要注意胶皮的厚度、内容物的装量等,同时要随时监视胶丸的丸形、装量,防止胶丸漏夜。
2.3.5 定型干燥:胶囊压丸后进入转笼内经过一定时间风吹干燥,失去部分水分,使胶丸定形,定形时间:≥3小时,转笼转速:40-50r/min。
2.3.6排盘干燥:将在干燥笼中初步干燥后的软胶囊,放在一定尺寸的干燥盘上使其分布均匀,再在风室中通过一定的温度、湿度,进行干燥,使软胶囊的水分达到要求(胶皮水分≤14%)。
焦化厂生产工序及工艺流程图

焦化厂生产工序及工艺流程焦化厂的生产车间由备煤筛焦车间、炼焦车间、煤气净化车间及相配套的公用工程组成。
产品焦炭和副产品煤焦油、硫膏、硫铵、粗苯等外售。
焦炉煤气经净化后,部分返回焦炉和化产系统作为燃料气,剩余煤气全部外供发电用燃料气。
焦化厂主要生产工序包括:备煤,炼焦、熄焦,筛贮焦,冷鼓、电捕、脱硫及硫回收、蒸氨、硫铵、洗脱苯等工序。
洗精煤—备配煤—炼焦—熄焦—筛贮焦—煤气净化及化产回收—煤气外送。
生产工序如下图所示:外供燃料气1. 备配煤工序备配煤是焦化工程的第一道工序,主要是负责洗精煤的贮运、配煤、粉碎、输送,为焦炉提供合格原料。
备配煤工序主要由储煤场及地下配煤槽、粉碎机楼和胶带机通廊及转运站等组成。
2. 炼焦、熄焦工序炼焦、熄焦是焦化工程的第二步工序,也是最核心的工艺,主要负责将合格的配合精煤采用高温干馏工艺炼成焦炭,并采用湿法熄焦工艺将焦炭熄火降温。
炼焦过程副产荒煤气。
焦化厂炼焦、熄焦工序包括1#、2#焦炉、煤塔、间台、端台、炉门修理站、推焦杆及煤槽底板更换站、装煤出焦除尘地面站、熄焦系统、熄焦塔、晾焦台、粉焦沉淀池、熄焦泵房、烟囱及相应配套焦炉机械。
3. 筛贮焦工序筛贮焦是焦化工程的第三步工序,筛贮焦工序主要负责将炼焦工序熄火的焦炭进行筛分、输送、储存。
焦炭筛分为>35mm、35-15mm、<15mm三个级别外售。
4. 冷凝鼓风工序冷凝鼓风工序的主要任务是对来自焦炉的荒煤气进行冷凝冷却、加压,脱除煤气中的萘及焦油雾,焦油与氨水的分离贮存及焦油、循环氨水、剩余氨水的输送等。
5. 脱硫及硫回收工序脱硫及硫回收工序的任务是将来自冷凝鼓风工序焦炉煤气中所含各种硫化物和氰化物脱除,使煤气中的硫化氢含量脱至200mg/Nm3以下送出。
浮选出的硫泡沫经熔硫釜连续熔硫,副产硫磺外售。
6. 蒸氨工序蒸氨工序的任务是将冷鼓来的剩余氨水在蒸氨塔中用蒸汽蒸出,蒸出的氨汽经氨分缩器冷却,冷凝下来的液体入蒸氨塔顶作回流,未冷凝的氨汽用循环水冷凝成浓氨水送脱硫工序作为脱硫补充液。
船舶及海洋工程用钢板工艺流程图及说明

船舶及海洋工程用钢板 生产工艺流程图及工艺说明一、工艺流程图加热板坯组批、分切加热质量控制点 除鳞粗轧轧制激光测宽精轧轧制轧制质量控制点 层流冷却激光测厚矫直机矫直冷床冷却上、下表面检验剪切 成品检验、取样、理化检验修磨、复检成品质量控制点 成品标识收集入库板坯验收入库二、工艺说明工艺概述:船舶及海洋工程用连铸板坯经验收入库,根据生产需要对连铸板坯进行分切、组批。
连铸板坯入炉加热后,由辊道送至除鳞机除鳞,除鳞后进入粗轧机,完成粗轧后经激光测宽仪由辊道运送至精轧机。
精轧完成后根据工艺需要进行轧后层流冷却,经激光测厚仪由辊道运送至矫直机,矫直后由检验人员对钢板进行热检,钢板进入冷床自然冷却。
冷却的钢板经上表检验后经翻板机翻身进行下表检验和尺寸检验。
根据检验情况对钢板分断、切边、定尺剪切完成后进行成品检验、修磨、标识,最后由电磁吊收集入库。
1、加热制度1.1炉膛温度控制要求按表1执行(表1)技术参数钢级预热温度℃加热温度℃均热温度℃加热速度mm/min一般强度船体用A、B级钢板≥650 1180~1320 1180~1300 0.7~-0.9 注:使用温度监控系统进行监控,并进行记录。
2.1加热要求①加热速度根据坯料厚度确定,坯料越厚加热速度越慢。
②钢坯加热要烧匀烧透。
③控制炉膛压力处于微正压状态,防止炉头吸冷风。
④生产不正常造成停轧时,加热炉升降温度制度按表2执行。
(表2)停轧时间( h )炉温(℃)提前升温时间(min) 均热段加热段〈0.5 不变不变不变〈1 1200 1200 151-2 1100 1050 302-4 1080 1000 40>4 800 800 802、高压水粗除磷工艺要求2.1加热好的钢坯必须进行除磷,一次除磷不尽,可增加除磷道次。
2.2正常生产时,要保证各喷嘴通畅,高压水泵出口工作压力≥15Mpa。
3、四辊粗轧工艺技术操作要求3.1表面氧化铁皮必须除干净,除不干净不得轧制。
包装机械生产工艺流程图及说明
钣金件工艺机加工生产加工工艺钣金车间工艺要求流程(1)钣金车间可根据图纸剪板下料,在相应位置冲孔和剪角剪边。
以前工序完成后进行折弯加工;第一步必须进行调整尺寸定位,经检查后进行下一步折弯工艺。
折弯后经检查合格组焊;组焊要求必须在工装和模型具下进行组焊。
根据图纸要求焊接深度和点处焊接。
焊点高度不得超过设计要求、焊机工艺要求;2mm以下必须用二氧化碳保护焊和氩弧焊接。
不锈钢板必须用氩弧焊。
焊接件加工成形后进行校整,经检查符合图纸要求后进行下一步打磨拉丝。
打磨必须以量角样板进行打磨,不得有凸出和凹缺。
拉丝面光吉度必须按图纸要求进行。
(2)外协碳钢件表面处理喷漆工艺要求:喷沙或氧化面积不得小于总面积的95%,除去沙和氧化液进行表面防锈喷漆和电镀处理。
经底部处理后再进行表漆加工,表漆加工必须三次进行完成。
喷塑厚度不得小于0.35mm。
钣金件经检验合格后进厂入半成品库待装。
(3)入库件摆放要求:小件要求码齐入架存放。
大件必须有间隔层,可根据种类整齐存放。
机加件加工流程:(1)机加工件工艺要求;原材料进厂由质检部进行检验,根据国家有关数据进行检测,进厂材料必须检测厚度、硬度、和其本几何尺寸。
(2)下料;根据图纸几何尺寸加其本加工量下料,不得误差太大。
(3)机床加工;根据零件图纸选择基本定位面进行粗加工、精加工,加工几何尺寸保留磨量。
(4)铣床加工;根据零件图纸选择基本刀具装入刀库,在加工过程中注意更换刀库刀具,工件要保整公差。
(5)钳工;机加件加工完成后根要求进行画线钳工制做,在加工过程中必须用中心尖定位。
大孔首先打小孔定位再用加工大孔。
螺纹加工要在攻丝机进加工,不得有角度偏差。
螺纹孔加工后螺栓要保证旋转顺利。
(6)机加件加工完成后进行外协电镀加工。
电镀加工要按照有关规定进行。
除油、用摄氏100℃水加入除油剂,必须在浮腾100℃液体内侵泡35分种。
然后放入磷化液10分钟,取出工件用清水冲洗干净进行电镀。
根据电流大小调整时间,镀层(电镀锌不得小于0.03MM电镀镍、铬不得小与0.04MM。
生产工艺及流程图
消毒灭菌舱生产工艺及流程图
一、生产流程图
二、生产工艺说明
1、方管底座:采用8cm*4cm的方钢焊接底架,使用净化铝型版固定底价作为舱底。
2、槽铝和型铝:采用50mm的槽铝和型铝作为底座框架和立柱框架。
3、柱型材:固定四周柱型材作为立板的骨架,起到支撑固定的作用。
4、周边立板:使用外圆柱和内圆柱封边固定,作为立板四周固定槽
板。
5、搭建上框梁:周边立板完成后搭建上框梁,作为顶板的支撑主体。
6、钢质门安装:安装门体和控制开关门电机,安装红外开门感应器。
7、安装顶板:在顶板安装照明灯具和消毒灭菌机,接线,安装顶板。
8、包角铝型材:内弧包角安装,打胶封缝,去除板材包装膜。
9、设备开机测试:接通220V交流电,进行设备开机测试运行。
10、包装封箱:采用泡沫和纸箱对舱体进行封装打包。
生产工艺流程图
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
11.生产工艺流程图和工艺说明
生产工艺流程图及工艺说明(一)、原料的接收1 、散装原料的接收以散装汽车、火车运输的,用自卸汽车经地磅称量后将原料卸到卸料坑。
2 、包装原料的接收:分为人工搬运和机械接收两种。
3 、液体原料的接收:瓶装、捅装可直接由人工搬运入库。
(二)、原料的贮存饲料中原料和物料的状态较多,必须使用各种形式的料仓,饲料厂的料仓有筒仓和房式仓两种。
主原料如玉米、高粮等谷物类原料,流动性好,不易结块,多采用筒仓贮存,而副料如麸皮、豆粕等粉状原料,散落性差,存放一段时间后易结块不易出料,采用房式仓贮存.(三)、原料的清理饲料原料中的杂质,不仅影响到饲料产品质量而且直接关系到饲料加工设备及人身安全,严重时可致整台设备遭到破坏,影响饲料生产的顺利进行,故应及时清除。
饲料厂的清理设备以筛选和磁选设备为主,筛选设备除去原料中的石块、泥块、麻袋片等大而长的杂物,磁选设备主要去除铁质杂质。
(四)、原料的粉碎饲料粉碎的工艺流程是根据要求的粒度,饲料的品种等条件而定。
按原料粉碎次数,可分为一次粉碎工艺和循环粉碎工艺或二次粉碎工艺。
按与配料工序的组合形式可分为先配料后粉碎工艺与先粉碎后配料工艺.1 、一次粉碎工艺:是最简单、最常用、最原始的一种粉碎工艺,无论是单一原料、混合原料,均经一次粉碎后即可,按使用粉碎机的台数可分为单机粉碎和并列粉碎,小型饲料加工厂大多采用单机粉碎,中型饲料加工厂有用两台或两台以上粉碎机并列使用,缺点是粒度不均匀,电耗较高.2 、二次粉碎工艺有三种工艺形式,即单一循环粉碎工艺、阶段粉碎工艺和组织粉碎工艺。
( 1 )单一循环二次粉碎工艺用一台粉碎机将物料粉碎后进行筛分,筛上物再回流到原来的粉碎机再次进行粉碎。
( 2 )阶段二次粉碎工艺该工艺的基本设置是采用两台筛片不同的粉碎机,两粉碎机上各设一道分级筛,将物料先经第一道筛筛理,符合粒度要求的筛下物直接进行混合机,筛上物进入第一台粉碎机,粉碎的物料再进入分级筛进行筛理。