下承式钢管拱桥施工方案
下承式钢管砼系杆拱桥施工技术

下承式钢管砼系杆拱桥施工技术马卫明(如皋市水利建筑安装工程有限公司,江苏南通,226500)1 工程概况如皋市蒲黄线通扬运河大桥位于蒲黄线K10+729处,上跨通扬运河。
主桥采用80m钢管砼系杆拱结构,主桥纵向由拱肋、系杆并缀以吊杆,构成主要受力体系,为刚性系杆刚性拱结构。
横向通过风撑、横梁和系杆将两片拱肋连城整体,并通过搁置在横梁上的桥面板及现浇层构成桥面行车系。
拱肋为本桥的主要受力构件,拱轴线为二次抛物线,计算跨径L=80m,计算矢高16m,矢跨比1/5。
拱肋断面为哑铃型钢管混凝土,截面宽度0.75m,高度1.8m,宽度和高度沿拱轴线始终不变,拱肋上下弦管(Q345qC)直径均为750mm,壁厚16mm。
通过两块缀板连接,坚缀板厚度为16mm,拱肋全断面填充C40微膨胀混凝土。
系杆作为纵向连接拱肋的主要受拉构件,为预应力混凝土箱型截面。
系杆截面宽度1.2m,高度1.8m,系杆为矩形空箱断面,在系杆端头变为加高实心截面,系杆预应力钢束张拉须结合施工分批进行。
吊杆将桥面系重量传递给拱肋,本桥采用拉索结构。
拉索外圆钢管Φ309×16mm,钢管上端焊接于拱肋下弦管下缘,钢管下端焊接于系杆顶面预埋钢板上,可以承受一定的压力。
拉索内穿集束钢丝,承受拉力。
吊杆下端为固定端,锚固于系杆内,上端为张拉端。
风撑连接两片拱肋,使其协同受力,并保持拱肋稳定。
每道风撑由两根Φ500×10m钢管及多根Φ273×10mm腹杆组成,风撑所有钢管均不灌注混凝土。
全桥共设5道风撑。
全桥横梁分为中横梁和端横梁。
中横梁为工字型实心截面,端横梁为空心截面(与系杆交接处变为实心截面)。
所有横梁顶面在行车道部分设双向2%横坡,以利用其上桥面板及铺装直接形成双向横坡,横梁底面水平。
横梁均为预应力构件,横梁长度为17m,中横梁于系杆平面相交,每根中横梁由两根吊杆支承。
中横梁采用预制安装、端横梁采用现浇施工,横梁预应力张拉应分批进行。
下承式钢管混凝土系杆拱桥施工技术(正板)
下承式钢管混凝土系杆拱桥施工技术1工程概况新建的蕴藻浜大桥是A5嘉金高速公路一期一标工程中一座主线大桥。
A5嘉金高速公路一期一标工程是上海高速公路网中南北向连接嘉定、青浦、松江、金山四个经济较发达区域的主要快速通道。
为配合F1国际赛车场的建设,A5(嘉金)高速公路一期工程将加快建设速度,以与F1国际赛车场同步建成。
A5(嘉金)高速公路一期工程范围:北起A30高速公路嘉浏立交南侧接地处,南至北青公路立交(主线跨北青公路)接地点,全长约17.42km,道路红线宽60m,路基宽35m,设计时速100km/h。
本工程有同济大学建筑设计研究院设计、上海建工集团总公司承建。
蕴藻浜主桥结构为下承式钢管混凝土系杆拱桥。
主桥分上下行两副桥梁。
单副桥宽17.6m,跨径为87.88m,计算跨径L=85m,矢高f=17m,矢跨比为1/5,拱轴线采用二次抛物线。
桥面标高为15.444m;拱顶标高为32.515m;河面最高通航标高为3.5m;本工程桥面梁(中横梁及系梁)吊装净标高为12m,钢拱肋吊装净标高为29.015m。
蕰藻浜大桥结构工程主要包括:钢拱肋4片,风撑7×2道,拱脚8处,吊杆锚固64套,预制系梁28根,预制中横梁32根。
钢拱肋采用哑铃型断面,上下钢管直径为φ900mm,腹部宽度为512mm,高度为360mm,壁厚为16mm。
拱肋高为2000mm,宽为900mm。
钢管拱肋曲线长约为84.2m,重量为65.8T,内部吊杆处加劲板重量约为8.4T,每片拱肋的起吊重量为74.2T。
风撑采用箱型断面,单根起吊重量大约8.0T左右。
预制系梁、预制中横梁及系梁与中横梁间混凝土湿接头现浇段施工;全桥有4根箱型纵梁(每根纵梁分为7根9米长系梁预制段),32根“T”型中横梁。
纵梁采用箱型断面,高为1600mm,宽为1400mm,吊杆处为实心断面。
预制段标准长度为9000mm,起吊重量约30T。
预制中横梁为“T”型断面,高为1450mm,宽度为3000mm,预制段长度为13.6m,起吊重量为60.5T。
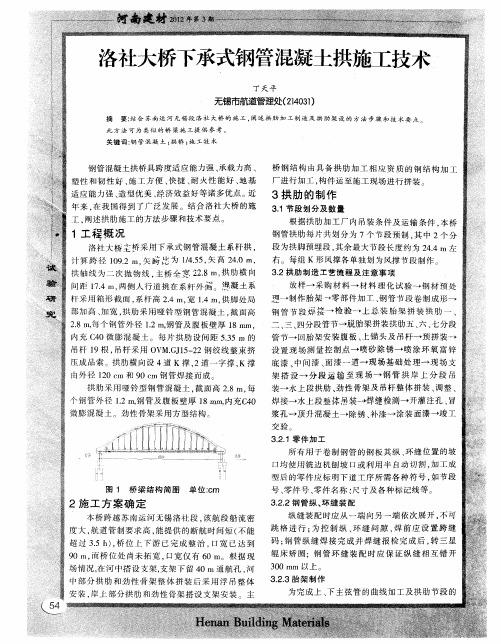
洛社大桥下承式钢管混凝土拱施工技术
适应 能 力强 、 型优美 、 济效益 好等诸 多优 点 。 造 经 近
工. 阐述 拱肋施 工 的方法 步骤 和技术要 点 。
3拱 肋 的 制作
根据拱 肋 加工 厂 内 吊装 条件 及运 输 条件 , 桥 本 钢管 拱肋 每片 共划分 为 7个节 段 预制 , 中 2个 分 其
年来 , 在我国得到了广泛发展 。结合洛社大桥的施 31节段 划分及 数量 .
问距 1.I, 7 l 4l两侧人行道挑在系杆外 。瀑凝土系
杆 采用 箱形 截 面 , 系杆高 24m, 1 1 供 脚处 局 . 宽 . 3 4], 部加高 、 宽 , 加 拱肋采 用 哑铃 型钢 管混凝 土 面高 截
放样 一 采 购材 料一 材 料 理化 试验一 钢 材 预处 一 制作胎 架 一零 部 件加 丁 、 钢管 节段 卷 制成形 一
节段拼 装补 焊 、 打磨一 喷砂 除锈一 焊 缝 预涂无 机 富 锌 底 漆 一 喷 涂 无 机 富 锌 底 漆 一 喷 环 氧 封 闭 漆一 喷环 氧云 铁 中问漆一 吊装 一 灌 浆一 吊索 分批 张拉一 焊缝 及 破 损处 补 漆一 喷第 一 道 氟碳 面漆 一
喷 涂 第 二 道 聚 氨 脂 面 漆 等 一 检 查 涂 装 质 量 一 修 补一 交 验
架 搭设一 分段运 输至现 场一钢管 拱岸 上分段 吊 装 一水 上段 拱肋 、 劲性 骨 架及 吊杆 整体 拼装 、 调整 、
浆 孑 顶升 混凝 土一 除锈 、 L 补漆一 涂 装 面漆一 竣 工
交验。 32 1零 件 加 工 ..
个 钢 管外径 1 钢管及 腹 板壁厚 1 . m, 2 8mm 内充C 0 焊接一水上段整体吊装 焊缝检测 开灌注孑 、 4 L冒
下承式系杆拱桥施工技术
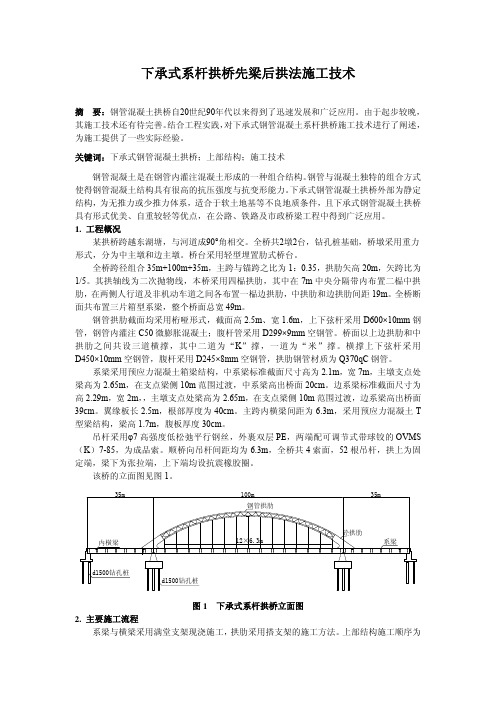
该桥的立面图见图 1。
35m
100m
35m
钢管拱肋
内横梁
6.3m
砼拱肋
下承式系杆拱桥先梁后拱法施工技术
摘 要:钢管混凝土拱桥自20世纪90年代以来得到了迅速发展和广泛应用。由于起步较晚, 其施工技术还有待完善。结合工程实践,对下承式钢管混凝土系杆拱桥施工技术进行了阐述, 为施工提供了一些实际经验。
关键词:下承式钢管混凝土拱桥;上部结构;施工技术
钢管混凝土是在钢管内灌注混凝土形成的一种组合结构。钢管与混凝土独特的组合方式 使得钢管混凝土结构具有很高的抗压强度与抗变形能力。下承式钢管混凝土拱桥外部为静定 结构,为无推力或少推力体系,适合于软土地基等不良地质条件,且下承式钢管混凝土拱桥 具有形式优美、自重较轻等优点,在公路、铁路及市政桥梁工程中得到广泛应用。 1. 工程概况
放出压注孔、排气孔、吊杆、风撑以及段间接头位置。大样图经过检查后下料加工,之后进 行管节加工和焊接。对焊缝按二级质量等级进行控制,所有焊缝在焊接24 h后必须进行外观 检查、超声波探伤及抽取长度10%进行射线探伤检验,在厂内将每片拱肋的7个拱肋节段进 行预拼,制作检验合格后方可进行防腐、涂装,之后分段运送到现场进行拼装。
② 拱肋及风撑安装 在拱肋节段拼接点下部系梁上搭设安装支架,采用碗扣式支架搭设。精确放出支架平面 位置,支架高度按拱肋钢管的下缘坐标准确放出。在支架顶上放出拱肋中心线,同时在系梁 顶面放出拱肋中心线,以便检查拱肋安装质量。拱肋用起吊能力为50t的汽车吊安装就位, 吊装拱肋时采用两点吊,吊点位置设在每节段的第1根腹杆处。为确保钢管吊装后,其拱轴 线在同一竖直平面内,吊点位置位于顶面位置正中。架设时在拱肋下方系梁上用经纬仪控制 拱轴线,防止偏差。拱肋就位后,先点焊固定。待全部拱肋就位后,再次检查并调整拱轴线 高程、平面位置,合格后,全部焊接固定。此外,在拱肋吊装前将风撑焊接线标注出来。 风撑安装时搭设工作平台,工作平台采用碗扣支架搭设,将风撑就位后,调整使其与拱 肋上标注的焊接线对准,然后焊接固定。 ③ 浇筑拱肋混凝土 拱肋混凝土采用泵送顶升压注方法,由两拱脚向拱顶一次对称均衡地压注完成。施工中 严格控制水灰比及坍落度,水灰比控制在0.4~0.45之间,坍落度控制在l6~18cm。同时在混 凝土中掺加具有缓凝、减水、微膨胀功能的减水剂,既可满足混凝土的坍落度要求,又可减 少混凝土收缩量。 压注工艺流程为:清洗管内污物→润湿内壁→安放压注头和闸阀→压注管内混凝土→从 拱顶排浆孔振捣混凝土→关闭压注口处闸阀稳定→拆除闸阀完成压注。 灌注混凝土时在拱顶放置排气孔,钢管混凝土的质量检测方法以超声波检测为主,人工 敲击为辅。对不密实部分用钻孔压浆法 补强,然后将钻孔补焊封固。 ⑵ 施工要点 ① 为保证拱肋加工质量,拱肋制作应放在有相应制作资质的大型钢结构加工厂制作。 ② 微膨胀混凝土在配合比设计时掺加适量的微膨胀剂,利用膨胀变形来补偿混凝土的 收缩变形,减少混凝土收缩量,保证钢管内混凝土的密实。在实际施工时,不能仅仅按照厂 家说明书根据经验掺加,而必须对膨胀剂的掺量进行试验,根据试验效果确定膨胀剂的掺量。 ③ 钢管拱混凝土的顶升对混凝土级配具有较高的要求,拱肋混凝土灌注过程中要保证 连续放料,不得间断。 ④ 混凝土浇筑完成后,及时关闭压注口的截止阀,防止混凝土倒流而产生质量问题。 3.4 吊杆、风撑施工 吊杆索体待拱肋安装后由下往上安装,注意调整其中心位置。当拱肋混凝土强度达设计
下承式钢管拱桥施工工艺
下承式钢管拱桥施工工艺一、概况轻纺大桥位于闻名全国的中国轻纺城中心,横跨杭甬运河。
该桥为轻纺城联运河两岸的主要交通干道。
在桥位处水面宽为150米,水深约4米,河床地质上层深约20米为淤泥质粘土。
20米至54米为粘土,54米至56米为卵石,56米以下为凝灰岩,主桥采用跨径为90米钢管拱,钢管拱为下承式系杆拱,系杆为柔性拉杆,引桥上部为20米跨径的预应力空心板,主桥下部为φ1.50米钻孔桩,桩长为54米和53米,桩尖进入风化层,桩尖标高为-55.00(-54.0)米。
引桥采用直径φ1.20米钻孔灌注桩。
跨径:3×20+92÷2×20米,桥梁全长197.04米。
桥面宽:3+22.4+3=28.4米。
设计荷载:汽-20,挂车-100,人群3.5KN/m2。
桥面纵坡:≤2.7%。
桥面横坡:1%。
竖曲线半径:R=1500米。
航道等级为八级。
编制依据:1.交通部《公路桥涵施工技术规范》JTJO41-89。
2.国家建材局《钢管混凝土结构与施工规程》JGJO1-89。
3.建设部《市政桥梁工程质量检验评定标准》GJJ2-90。
二、工艺流程:在4#与5#墩之间安装并张拉临时予拉束。
观察4#墩水平位移后拆除。
钢管拱工地组拼、整体半浮运、定位(合拢)。
灌注拱脚锚固端块混凝土。
安装水平系杆钢束。
张拉竖直粗钢管,水平系杆钢束(分批进行,详见表1)。
钢管拱肋混凝土灌住。
安装横梁。
现浇纵梁混凝土,安装预制纵梁(人行道板)。
安装预制纵梁(人行车道板)。
安装管线、栏杆、桥面铺装。
汽-20荷载动载试验。
锚固端块灌注封端混凝土。
三、钢管拱安装前的准备工作为保证钢管拱安装顺利,安装临时钢绞线束,检验4#墩的水平位移。
1.在4#墩附近古纤道上,桥轴线向西侧(向杭州方向)约60米处,塔建一座临时性的观测站,供上部结构安装期间,对4#墩进行水平位移观测。
2.观测方法:在4#墩侧面粘贴一条水平放置长约30厘米的钢卷尺,将经纬仪十字丝对准尺中部记下初读数,经纬仪固定不动,或在设计院同意的情况下,也可用其他仪器进行测量。
系杆拱桥施工方案

张镇河大桥系杆拱桥施工工艺一、工程概况下承式钢管混凝土拱桥计算跨径L=112m,矢高f=25m,跨比D=1/4.48,拱轴线为二次抛物线型,拱轴线为二次抛物线,主拱拱轴线方程为:y=4fx(L-x)/L 。
两侧人行道通过横梁悬挑于边系梁外侧。
系梁采用箱梁截面,高2.5m,宽1.5m,顶板厚40cm,底板厚40cm,在拱脚处变为矩形断面,高2.5--4.2m,宽2m。
拱肋采用哑铃型钢管混凝土,截面高2.8m,由两根外径120cm壁厚16mm的Q345qD钢管组成,内灌C40微膨胀混凝土。
单片拱肋公设20跟吊杆,吊杆间距为5m,吊杆采用Φ299*12mmQ235qC无缝钢管,内穿FPES--109平行钢丝成品索,标准强度1670Mpa,采用双层HDPE防护,在管内压注发泡剂,锚具为冷铸墩头锚。
单幅桥拱肋横向设6道风撑,其中哑铃型撑2道,K型撑4道,于拱肋构成系杆拱空间稳定体系。
中横梁为T型断面,高1.7m--2.055m,底宽70cm,翼缘板厚20cm--40cm,顶宽110cm。
中横梁内设置5束12Φs钢绞线,施工采用预制吊装,通过湿接头与系杆连接。
15-端横梁为箱型断面,高2.45m--2.795m,受伸缩缝宽度的影响,宽度为2.8m、2.88m(使用于D80型伸缩缝端),顶板厚40cm,底板厚40cm,腹板宽40cm。
端横梁内设置4束11Φs、15-4束13Φs钢绞线,由于端横梁位于拱脚位置附近,且其自重较大预制、吊装困难,施15-工采用支架现浇施工。
行车道板中跨采用27cm厚C30钢筋砼实心板,边跨采用37cm厚C30钢筋砼实心板。
一片板宽1.1m,横向共布置16块。
横梁预留70cm宽后浇带,待预制行车道板吊装到位后再与湿接头浇筑形成整体。
行车道通过系杆外侧挑梁形成,挑梁对应横梁设置。
端横梁处挑梁宽2.8m,高0.7m--1.0m,与端横梁形成一体,为预应力砼结构;中横梁处挑梁宽70cm,高0.7m--1.0m,与中横梁形成一体,为预应力砼结构。
下承式钢管砼系杆拱桥钢管拱制作施工方案(69页 图文并茂)

xx有限公司施工方案编制文件编号版次生效日期页码xx桥钢管拱制作安装施工方案编制/更改审核批准目录1、目的 (3)2、适用范围 (3)3、管理职责 (3)4、编制依据 (3)5、工程概况 (4)6、工程目标 (4)7、施工组织机构 (4)8、施工准备 (9)9、进度计划 (14)10、施工平面布置 (15)11、拱的施工方法 (15)12、质量保证措施 (51)13、安全保证措施 (62)14、文明施工 (69)1、目的为了保证《xx桥》钢管拱的施工质量、工期等符合规定要求,特制定本施工方案。
2、适用范围本方案适用于《xx桥》钢管拱的制作、安装。
3、管理职责3.1、公司总工程师负责审批本方案。
3.2、公司技术科负责人负责本方案的编制工作,并对本方案审核。
3.3、公司技术科责任工程师具体编制本方案。
4、编制依据4.1、合同4.2、施工图:《xx桥工程施工图设计》。
4.3、本工程项目所涉及的主要的国家或行业规范、标准、规程:《公路桥涵施工技术规范》(JTJ041—2000)《公路工程质量检验评定标准》(JTGF80/1—2004)、《建筑钢结构焊接技术规范》(JGJ 81-2002)《钢结构施工质量验收规范》(GB50205—2001)《钢焊缝手工超声波探伤方法和探伤结果分级》(GB11345—89)《金属熔化焊焊接接头射线照相》(GB/T3323—2005)《涂装前钢材表面锈蚀等级和除锈等级》(GB8923—88)及其有关规定执行。
4.4、质量保证条件按ISO9001:2000质量管理体系要求进行管理,具体运作按本公司《质量手册》TG/QM01-2004。
5、工程概况本桥采用1-80m四榀斜靠式拱桥,正拱圈计算跨径80m,计算矢高20m,矢跨比1:4,线型采用二次抛物线;斜拱圈计算跨径80m,计算矢高20.403,矢跨比1:3.921,线型采用二次抛物线,B拱圈立面内倾69.937°。
拱圈截面均由三根φ600×12mm钢管组成的倒三角形。
下承式钢管拱桥施工方案

下承式钢管拱桥施工方案K162+703钢管拱桥全长53m,单跨长度48m,拱桥桥台采用砼重力式U型台,上部结构采用钢管系杆结构,拱肋、系梁、风撑、拉杆采用D140×10、D299×8、D500×18三种规格无缝钢管总长520.84m,横梁采用240×240×12×12工字钢总长145.467m,200mm砼桥面宽度5.5m。
桥台施工⑴定位放线在施工前完成桥台的定位测量,并分别放出桥台中心线及法线,按规定埋设护桩,复核跨度,确认无误后供施工使用。
⑵钢筋绑扎钢筋采用现场加工,现场绑扎,并严格按照设计和规范进行。
绑扎前先调整好基础的预留的插筋间距,确保钢筋的保护层厚度及间距符合设计、规范要求。
⑶模板与支撑模板采用钢模板,现场拼装。
采用钢管架支撑,并在根部外侧施做一条水泥砂浆带,确保在混凝土浇筑过程中不漏浆。
⑷混凝土浇筑桥台混凝土采用搅拌站集中拌制混凝土,砼运输车运输,泵送分层浇筑,插入式振捣器振捣。
桥台混凝土浇注过程中,设专人护模,如果发现跑模、胀模以及漏浆等情况要及时处理;混凝土浇筑前要对振捣工进行技术交底,做到不过振、不漏振,以保证混凝土施工质量。
⑸养护在混凝土终凝后开始洒水养护,混凝土达到设计强度后,开始拆模,模板拆除后继续养护,养护时间一般不小于28天。
钢管拱系安装⑴钢管拱系安装流程拱肋→风撑→系梁→拉杆→横梁⑵拱系的制作1、主要工艺流程原材料检验→放样→下料→加工→装配与焊接→火工微弯→节段组装与腹板焊接→吊杆相关部(附)件组装→焊接过程检测→拱肋预拼装→涂装防锈。
2、加工方案要点节段划分:为便于吊装,拱肋钢管分段制作。
本桥结合现场吊装能力,每片拱肋划分为2个拱脚预埋段和3个中间吊装段,K型风撑每个为一段。
制作方法:采用卷板机将钢板卷制成圆管;装配焊接成6m和17m左右拱肋管及设计基本长度的风撑管;上下拱肋管采用火工微弯方法形成设计轴线,其后在设定专用胎架上完成定位、焊接和节段组装;各风撑管节段在另外平面胎架上完成组装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
下承式钢管拱桥施工方案
K162+703钢管拱桥全长53m,单跨长度48m,拱桥桥台采用砼重力式U型台,上部结构采用钢管系杆结构,拱肋、系梁、风撑、拉杆采用D140×10、D299×8、D500×18三种规格无缝钢管总长520.84m,横梁采用240×240×12×12工字钢总长145.467m,200mm砼桥面宽度5.5m。
1.1桥台施工
⑴定位放线
在施工前完成桥台的定位测量,并分别放出桥台中心线及法线,按规定埋设护桩,复核跨度,确认无误后供施工使用。
⑵钢筋绑扎
钢筋采用现场加工,现场绑扎,并严格按照设计和规范进行。
绑扎前先调整好基础的预留的插筋间距,确保钢筋的保护层厚度及间距符合设计、规范要求。
⑶模板与支撑
模板采用钢模板,现场拼装。
采用钢管架支撑,并在根部外侧施做一条水泥砂浆带,确保在混凝土浇筑过程中不漏浆。
⑷混凝土浇筑
桥台混凝土采用搅拌站集中拌制混凝土,砼运输车运输,泵送分层浇筑,插入式振捣器振捣。
桥台混凝土浇注过程中,设专人护模,如果发现跑模、胀模以及漏浆等情况要及时处理;混凝土浇筑前要对振捣工进行技术交底,做到不过振、不漏振,以保证混凝土施工质量。
⑸养护
在混凝土终凝后开始洒水养护,混凝土达到设计强度后,开始拆模,模板拆除后继续养护,养护时间一般不小于28天。
1.2钢管拱系安装
⑴钢管拱系安装流程
拱肋→风撑→系梁→拉杆→横梁
⑵拱系的制作
1、主要工艺流程
原材料检验→放样→下料→加工→装配与焊接→火工微弯→节段组装与腹板焊接→吊杆相关部(附)件组装→焊接过程检测→拱肋预拼装→涂装防锈。
2、加工方案要点
节段划分:为便于吊装,拱肋钢管分段制作。
本桥结合现场吊装能力,每片拱肋划分为2个拱脚预埋段和3个中间吊装段,K型风撑每个为一段。
制作方法:采用卷板机将钢板卷制成圆管;装配焊接成6m和17m左右拱肋管及设计基本长度的风撑管;上下拱肋管采用火工微弯方法形成设计轴线,其后在设定专用胎架上完成定位、焊接和节段组装;各风撑管节段在另外平面胎架上完成组装。
大接头余量加放:为保证各步施工方案和工艺都能满足设计要求,达到规定的偏差精度,上下拱肋管大接头加放80mm余量,该余量节段组装时保留,只在分段计算长度处作出正作线。
焊接补偿量加放:考虑节段组装时,腹板焊接将使各拱肋节段上下管的距离受到影响,可沿径向线方向加放5mm作为焊接补偿,以保证设计几何尺寸。
标记线:标明拱肋管0℃和180℃径向线,作为火工、节段组装、检验的标记线。
安装标示:为便于工地安装,在拱肋预拼装前,通过径向线与站号线测定,标明各接头在工地安装时的控制点,做出标记,涂装时采取一定的保护措施。
1.3施工控制要点
(1)依据设计文件提供的相关验收规范、工艺要求,编制出各工序的具体验收项目与标准。
(2)放样保证所有配套表、套料卡、下料草图的正确性与完整性,标明后续工序的样板、样棒的角度、尺寸、名称、数据等。
(3)所有零部件的下料前进行报检,超差零件不得流入下道工序;火焰切割零件须清渣、打磨处理,产生热变形的均须矫正后方可使用。
(4)坡口边缘直线度及角度符合公差要求。
(5)工装胎架应具有足够刚度,以控制结构变形,对胎架中心线、定位基准线、辅助线等作必要标记。
(6)所有装配不得强制进行,避免母材损伤,严格对线安装并控制好间隙,焊接完成后及时矫正。
(7)严格控制拱肋管火工温度,严禁用水冷却。
(8)制订出周密的专业性测量工艺,检测仪器须经计量部门检验合格,操作时考虑环境的影响。
(9)健全安全保障措施。
1.4关键工序
1.4.1焊缝焊接
焊接是一项专业性、规范性较强的工作,在钢结构工程施工中十分重要,因此,在本桥钢管拱肋加工中作为重点全程监控。
1.4.1.1焊前预备
施工技术部门要依据设计文件,参考有关标准、规范、规程,制订焊接工艺原则,明确焊接方法、工艺措施、质量标准和验收规范等。
本桥拱肋钢管焊接方法有手工电弧焊、CO2气体保护焊、埋弧自动焊。
工艺评定:焊接工艺评定是钢结构制造的根据,施工单位必须结合工程实际完备工艺评定文件,并作为竣工文件存查。
根据对接、搭接、T形接头的焊缝形式,确定相应焊接方法,不得随意改换。
焊前处理:焊接所有构件的坡口内及正、反面25mm范围,应按要求清理,去除表面油、锈、氧化皮和尘污等,处理干净后方可焊接,陶质衬垫必须按操作细则施工。
1.4.1.2焊接要求
工地安装均采用手工电弧焊接,风撑与拱肋、风撑间相贯线、节段对接均采用对称焊。
拱肋合拢段,在定位后,须待符合设计合拢温度时,方可焊接。
1.4.1.3焊缝质量检验
焊缝等级要求达到GB的I级焊缝要求。
焊缝外观质量要求成形美观、整洁,尺寸符合设计和工艺要求,做到无裂纹、无气孔、无夹渣、无焊瘤、无弧坑等焊接缺陷。
其内在质量要求在焊接完成24小时后,按焊缝长度的100%做超声波检测,10%做X射线探伤检查。
1.4.2节段线型加工
拱肋节段是形成拱轴线的基本单元,其线型取决于节段拱肋管的火工微弯。
火工微弯方法是火工加外力形成设计曲线。
根据设计拱轴线方程,用计算机计算确定各分段上下拱肋钢管所有控制点的坐标,作为微弯与测控的依据,并编制具
体验收标准工艺文件。
实施步骤:设计建造模型胎架→标明其纵、横中心线及辅助线→确定胎架上各站线位置,准确安装施加外力的支撑与设备→拱肋钢管就位,设置平面坐标→划出加热带→分带加热施加外力。
控制要点:
(1)确保上胎架的待弯钢管定位正确,即钢管径向线及其中心线应与胎架纵向中心线及中线相吻合;
(2)加热应从两端向中部对称进行;
(3)外力施加点要对称合理,加压要逐步、适量;
(4)非凡强调压力和温度的协调控制;
(5)加热带应避开环缝位置,约定带宽可依实际适当调整;
(6)要随时观察、测量拱轴线的坐标,控制傍弯。
1.4.3拱肋预拼
拱肋成型是否符合设计线型是成桥的关键,因此,拱肋节段制作完成后,须通过预拼对其跨径、拱轴线、水平度(拱轴线横向偏移)及吊杆位置准确性进行全面检查,为工地吊装做好预备。
南河桥拱肋工厂预拼采用卧式整片预拼方案。
预拼方式:完全按照节段工地吊装顺序,由拱脚预埋段开始,自两端对称进行,合拢段保留节段制作余量(待工地安装时切除),其它节段均切除制作余量(仅保留环缝间隙余量)。
控制要点:
(1)选择具有足够刚性的平面场地、空间,配备相应吊装设备、胎架工装等。
(2)检测仪器送专门计量单位校验。
(3)按编制好的预拼工艺制订预拼方案。
(4)按预拼方案进行预拼,妥善保管预拼测量数据,并采取一定措施保护好预拼控制点,以备安装时使用。
通过工厂预拼,检测了拱肋节段的加工精度,最大限度的消除了拱肋节段的加工偏差,完成了工地吊装的各项预备工作。
1.5安装
当桥台砼强度达到设计要求后,进行拱系钢管安装,安装采用汽
车吊进行吊装,人工配合。