大尺寸复合材料构件精确测量与定位系统技术标准和服务要求
复合材料损伤机理整理_final

一、立项依据与研究内容:1.立项依据:1.1 研究意义与目的近几十年以来,随着科学技术的迅速发展,对材料的性能提出了更高的要求。
当前高技术材料一般分为:高技术陶瓷、高技术聚合物和复合材料三种类型。
由于复合材料可以根据工程结构对性能的要求来进行设计,其发展速度和规模在近几年尤为迅猛。
一些先进的复合材料己经在航空、航天、机电、化工、能源、交通运输以及生物、医疗器械等领域中得到了广泛的应用。
可以说复合材料已经深入到了我们生活的方方面面。
在航空领域,由于飞机结构设计和材料性能要求的不断提高,复合材料在飞机上的比例不断增加。
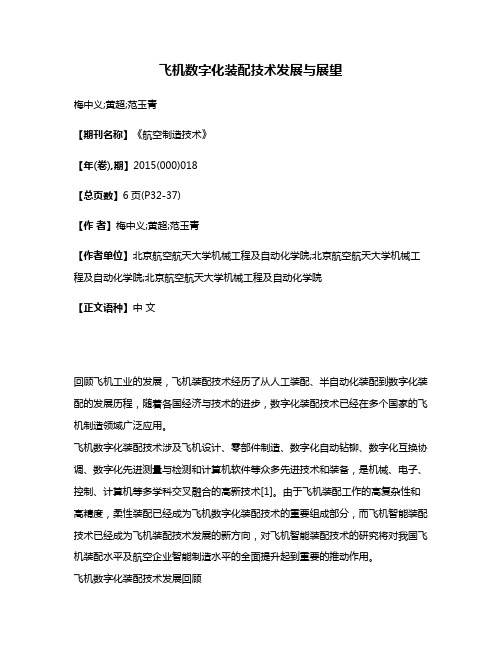
目前,波音B 787代表了当前飞机技术发展的最高水平,其基本特点之一为采用复合材料主结构,其中复合材料的用量为50%(如图1所示)。
[陈绍杰, 复合材料技术与大型飞机. 航空学报, 2008. 29(3): p. 605-610]先进战斗机上复合材料用量基本上在飞机机体结构重量的30%左右,图2为国外新一代军用飞机上复合材料的用量。
在航天方面,复合材料也被广泛用于火箭发动机壳体、航天飞机的构件、卫星构件等。
固体火箭发动机喷管的工作温度高达3000~3500℃,为了提高效率还要在推进剂中掺入固体粒子,发动机喷管的工作环境是高温、复合材料能承受这种工作环境:化学腐蚀、固体粒子高速冲刷,因此固体火箭目前只要碳/碳人造卫星每减轻Ikg,运载火箭可以减轻1000kg,因此用复合材料制造的卫星有很大的优势。
此外,复合材料还被广泛用于化学工业、电气工业、建筑工业、机械工业、体育用品等多个方面。
我国从上世纪七十年代就开始了先进复合材料方面的研究工作,到八十年代时,我国已将复合材料应用技术列入重点发展领域,通过三十多年的发展,我国航空复合材料技术应用水平己有了大幅度的提高。
目前我国军用飞机上复合材料用量已达到6%以上,已基本实现从次承力构件(如垂直安定面、水平尾翼、方向舵、前机身等)到主承力构件(如机翼、直升机旋翼等)的转变[王慧杰等.我国航空复合材料技术发展展望.第九界全国复合材料学术会议论文集,1996:l-6]。
先进复合材料主要制造工艺和专用设备

先进复合材料主要制造工艺和专用设备中国航空工业第一集团公司科技发展部 郝建伟中国航空工业发展研究中心 陈亚莉先进复合材料具有轻质、高强度、高模量、抗疲劳、耐腐蚀、可设计、成型工艺性好和成本低等特点,是理想的航空结构材料,在航空产品上得到了广泛应用,已成为新一代飞机机体的主体结构材料。
复合材料先进技术的成熟使其性能最优和低成本成为可能,从而大大推动了复合材料在飞机上的应用。
一些大的飞机制造商在飞机设计制造中,正逐步减少传统金属加工的比例,优先发展复合材料制造。
本文旨在介绍在复合材料制造过程中所涉及到的主要工艺和先进专用设备。
复合材料在飞机上的应用随着复合材料制造技术的发展,复合材料在飞机上的用量和应用部位已经成为衡量飞机结构先进性的重要标志之一。
复合材料在飞机上的应用趋势有如下几点:(1)复合材料在飞机上的用量日益增多。
复合材料的用量通常用其所占飞机机体结构重量的百分比来表示,世界上各大航空制造公司在复合材料用量方面都呈现增长的趋势。
最有代表性的是空客公司的A380客机和后续的A350飞机以及波音公司的B787飞机。
A380上复合材料用量约30t。
B787复合材料用量达到50%。
而A350飞机复合材料用量更是达到了创纪录的52%。
复合材料在军机和直升机上的用量也有同样的增长趋势,近几年得到迅速发展的无人机更是将复合材料用量推向更高水平。
(2)应用部位由次承力结构向主承力结构发展。
最初采用复合材料制造的是飞机的舱门、整流罩、安定面等次承力结构。
目前,复合材料已经广泛应用于机身、机翼等主承力结构。
主承载部位大量应用复合材料使飞机的性能得到大幅度提升,由此带来的经济效益非常显著,也推动了复合材料的发展。
(3)在复杂外形结构上的应用愈来愈广泛。
飞机上用复合材料制造的复杂曲面制件也越来越多,如A380和B787飞机上的机身段,球面后压力隔框等,均采用纤维铺放技术和树脂膜渗透(RFI)工艺制造。
(4)复合材料构件的复杂性大幅度增加,大型整体、共固化成型成为主流。
桥梁维修的新技术有哪些

桥梁维修的新技术有哪些桥梁作为交通基础设施的重要组成部分,承载着车辆和行人的通行,对于经济发展和社会生活起着至关重要的作用。
然而,由于长期的使用、自然环境的侵蚀以及交通流量的不断增加,桥梁往往会出现各种病害和损伤,需要进行及时有效的维修。
近年来,随着科技的不断进步,桥梁维修领域涌现出了一系列新技术,为保障桥梁的安全和正常使用提供了有力的支持。
一、无损检测技术无损检测技术是在不破坏桥梁结构的前提下,对桥梁的内部缺陷和性能进行检测和评估的方法。
其中,超声波检测技术是应用较为广泛的一种。
通过向桥梁结构中发射超声波,并接收其反射波,可以检测出混凝土内部的裂缝、空洞等缺陷。
此外,还有红外热成像技术,它能够通过检测桥梁表面的温度分布,发现结构中的热传导异常,从而判断是否存在内部缺陷。
磁粉检测技术则适用于检测桥梁钢结构中的表面和近表面缺陷。
将磁粉施加在钢结构表面,在磁场作用下,缺陷处会产生磁粉堆积,从而显示出缺陷的位置和形状。
二、智能监测系统智能监测系统利用传感器、数据采集设备和数据分析软件,对桥梁的结构状态进行实时监测。
这些传感器可以测量桥梁的变形、应力、振动等参数,并将数据传输到中央控制系统进行分析处理。
通过对监测数据的长期积累和分析,可以及时发现桥梁结构的变化趋势,预测可能出现的病害,为维修决策提供依据。
例如,光纤光栅传感器具有精度高、抗干扰能力强等优点,能够准确测量桥梁结构的应变。
而全球定位系统(GPS)则可以用于监测桥梁的整体位移和变形。
三、3D 打印技术3D 打印技术在桥梁维修中具有很大的潜力。
它可以根据桥梁受损部位的形状和尺寸,定制打印出精确的修复构件。
与传统的预制构件相比,3D 打印构件的精度更高,能够更好地与原结构贴合,提高修复效果。
此外,3D 打印还可以用于制作复杂形状的模具,为桥梁维修中的混凝土浇筑提供便利。
四、新型修复材料新型修复材料的出现为桥梁维修带来了新的选择。
例如,高性能纤维增强复合材料(FRP)具有强度高、重量轻、耐腐蚀等优点,可以用于加固桥梁的混凝土结构和钢结构。
飞机数字化装配技术发展与展望
飞机数字化装配技术发展与展望梅中义;黄超;范玉青【期刊名称】《航空制造技术》【年(卷),期】2015(000)018【总页数】6页(P32-37)【作者】梅中义;黄超;范玉青【作者单位】北京航空航天大学机械工程及自动化学院;北京航空航天大学机械工程及自动化学院;北京航空航天大学机械工程及自动化学院【正文语种】中文回顾飞机工业的发展,飞机装配技术经历了从人工装配、半自动化装配到数字化装配的发展历程,随着各国经济与技术的进步,数字化装配技术已经在多个国家的飞机制造领域广泛应用。
飞机数字化装配技术涉及飞机设计、零部件制造、数字化自动钻铆、数字化互换协调、数字化先进测量与检测和计算机软件等众多先进技术和装备,是机械、电子、控制、计算机等多学科交叉融合的高新技术[1]。
由于飞机装配工作的高复杂性和高精度,柔性装配已经成为飞机数字化装配技术的重要组成部分,而飞机智能装配技术已经成为飞机装配技术发展的新方向,对飞机智能装配技术的研究将对我国飞机装配水平及航空企业智能制造水平的全面提升起到重要的推动作用。
飞机数字化装配技术发展回顾在20世纪80年代,由于现代网络的兴起,加上计算机技术的不断发展,美国波音、洛克希德·马丁公司,还有欧洲的空客公司这些大型飞机公司都陆续地对飞机数字化装配技术进行应用,并已取得成功,典型的产品包括波音787、A380与JSF等。
其中洛克希德·马丁公司在进行JSF战斗机研究制造之中,将每架飞机的生产周期由之前的15个月缩短到了5个月,把工装数量从350个降低到19个,实现降低成本1/2。
采用数字化装配技术后,取消了大部分的制孔工具与工装,利用较为先进的龙门钻削系统,充分利用了激光定位、电机驱动的精密制孔,提高了孔的质量,最终节省了九成以上的时间[2]。
而美国波音787客机的装配连接中,充分应用复合材料,根据复合材料的力学性能特点,对其连接技术进行改善,根据此应用需求以及钻孔需求,波音公司与其他公司合作研制了专用的自动化钻孔铆接设备与技术,从而提高波音787的装配质量与速度,同时也降低了成本。
波音787飞机装配技术及其装配过程
波音787飞机装配技术及其装配过程波音公司基于全球协同环境GCE研制的787“绿色”环保客机,虽然尚未试飞,但它的一系列全新的飞机装配理念、方法和技术,就已经引起航空制造业界的极大关注。
这些大型飞机装配的新技术,如全球协同研制的理念和方法、基于模型定义(MBD)的装配技术、利用室内GPS系统的飞机对接总装过程以及复材机体的装配连接技术的应用等更是业内关注的焦点。
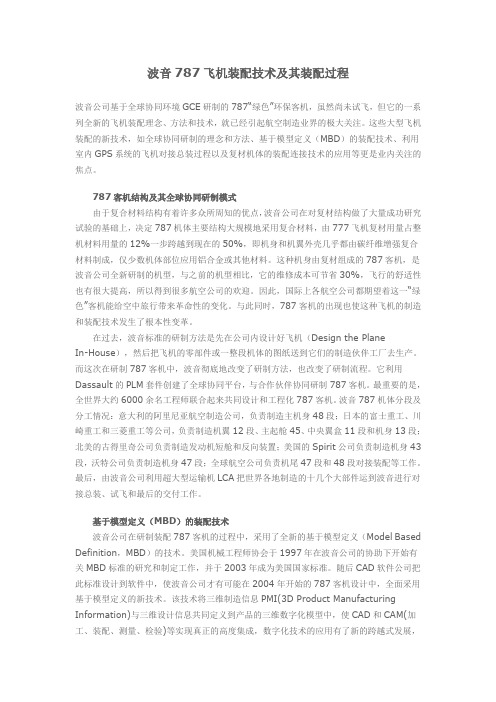
787客机结构及其全球协同研制模式由于复合材料结构有着许多众所周知的优点,波音公司在对复材结构做了大量成功研究试验的基础上,决定787机体主要结构大规模地采用复合材料,由777飞机复材用量占整机材料用量的12%一步跨越到现在的50%,即机身和机翼外壳几乎都由碳纤维增强复合材料制成,仅少数机体部位应用铝合金或其他材料。
这种机身由复材组成的787客机,是波音公司全新研制的机型,与之前的机型相比,它的维修成本可节省30%,飞行的舒适性也有很大提高,所以得到很多航空公司的欢迎。
因此,国际上各航空公司都期望着这一“绿色”客机能给空中旅行带来革命性的变化。
与此同时,787客机的出现也使这种飞机的制造和装配技术发生了根本性变革。
在过去,波音标准的研制方法是先在公司内设计好飞机(Design the PlaneIn-House),然后把飞机的零部件或一整段机体的图纸送到它们的制造伙伴工厂去生产。
而这次在研制787客机中,波音彻底地改变了研制方法,也改变了研制流程。
它利用Dassault的PLM套件创建了全球协同平台,与合作伙伴协同研制787客机。
最重要的是,全世界大约6000余名工程师联合起来共同设计和工程化787客机。
波音787机体分段及分工情况:意大利的阿里尼亚航空制造公司,负责制造主机身48段;日本的富士重工、川崎重工和三菱重工等公司,负责制造机翼12段、主起舱45、中央翼盒11段和机身13段;北美的古得里奇公司负责制造发动机短舱和反向装置;美国的Spirit公司负责制造机身43段,沃特公司负责制造机身47段;全球航空公司负责机尾47段和48段对接装配等工作。
高精度测绘技术的要点与要求

高精度测绘技术的要点与要求近年来,随着科技的不断发展和社会需求的不断增长,高精度测绘技术在各个领域的应用也越来越广泛。
高精度测绘技术,顾名思义,是指通过精确的仪器和方法,对地球表面进行测量和绘制,以获取高精度的地貌数据和地理信息。
本文将围绕高精度测绘技术的要点和要求展开论述。
一、仪器设备的选用在进行高精度测绘时,首先需要选用精准、可靠的仪器设备。
例如,全站仪是高精度测绘的核心仪器之一。
它可以同时测量水平角、垂直角和斜距,具备高精度、高精度、高精度、高复杂地形和复杂环境条件下的测量任务。
激光测距仪、GNSS接收机、精密水准仪等也是高精度测绘中常用的仪器设备。
在选择仪器设备时,应根据实际需求和测绘环境的复杂程度,综合考虑精度、稳定性、可操作性等因素,确保测绘数据的准确性和可靠性。
二、现场测量的要求高精度测绘技术要求测量人员具备扎实的测量基础和严谨的操作规范。
在现场测量过程中,应注意以下要点和要求。
1.测量人员应具备良好的观察能力和判断能力,准确判断观测环境是否适合测量,并采取相应的措施进行预处理。
2.在测量前应检查仪器设备是否正常,包括电量、测量精度、校准状态等,确保测量的可靠性。
3.现场标定是确保测量精度的重要环节,应根据测量对象的特点,采用合适的标定方法,并重点关注大气压力、温度、湿度等环境因素对测量结果的影响。
4.在测量过程中,应精确记录测量参数和观测数据,并注意观测间隔的选择,避免数据的冗余和重复,提高测量效率。
5.测量结束后,应进行数据处理和质量控制,包括数据滤波、精度分析、组差调整等,确保测量结果的准确性和可靠性。
三、数据处理的要求高精度测绘的精度要求通常较高,因此在数据处理时需要遵循以下要求。
1.数据的冗余性分析。
冗余性是指测量过程中获得重复观测的可能性,通过分析冗余性,可以评估测量结果的可靠性和精度,并进行相应的数据处理。
2.信号干扰的预处理。
在现实测绘中,往往存在各种干扰源,如电磁干扰、多路径效应等。
大型复合材料壁板先进制造技术及应用

大型复合材料壁板先进制造技术及应用李林【摘要】The large and integrative composite panels can not only reduce the plane weight, but also improve the plane performance, simplify assembly. Because of layup complexity in the large-sized co-cured composite part, it is dif-ficult for traditional molding technology and quality is unstable. With the theory of design for manufacture, DFM, and ap-plying the advanced digital manufacture technique to the composite part , it is a good method for solving the large-sized composite panel manufacture.%大型整体化的复合材料壁板会起到较好的减重效果,明显提升飞机的整体效能,简化装配工艺.大尺寸共固化的复合材料制件铺层结构复杂,传统成型工艺难度大,质量稳定性差,组合元件形位尺寸有偏差.随着设计制造一体化(DFM)理念的出现,先进数字化制造技术在复合材料零件制造方面的应用很好地解决了大尺寸复合材料壁板类零件制造的难题.【期刊名称】《航空制造技术》【年(卷),期】2017(000)011【总页数】5页(P105-109)【关键词】设计制造一体化;自动铺带;加热预成型;激光定位组合【作者】李林【作者单位】航空工业沈阳飞机工业(集团)有限公司,沈阳 110850【正文语种】中文相较金属材料,复合材料有较好的比刚度、比强度、耐疲劳、抗冲击、耐腐蚀性能。
复合材料无损检测方法
AU 技术的基本原理为 ,采用压电换能器或激 光照射等手段在材料 (复合材料或各向同性材料) 表 面激发脉冲应力波 ,应力波在内部与材料的微结构 (包括纤维增强层合板中的纤维基体 ,各种内在的或 外部环境作用产生的缺陷和损伤区) 相互作用 ,并经 过界面的多次反射与波型转换后到达置于结构同一 或另一表面的接收传感器 (压电传感器或激光干涉 仪) ,然后对接收到的波形信号进行分析 ,提取一个 能反映材料 (结构) 力学性能 (强度和刚度) 的参量 , 称为应力波因子 。
声2超声 (Acoustic2Ultrasonic ,简称 AU) 技术又 称应力波因子 ( Stress Wave Factor , 简称 SWF) 技 术 。与通常的无损检测方法不同 ,AU 技术主要用 于检测和研究材料中分布的细微缺陷群及其对结构 力学性能 (强度或刚度) 的整体影响 ,属于材料完整 性评估技术[9 ,10 ] 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大尺寸复合材料构件精确测量与定位系统技术
标准和服务要求
一、技术标准
(一)具体技术指标要求
1 单相机测量系统要求如下:
1.1 设备一套:智能测量相机1台。
相机采用一体化设计,机身采取加固处理,适合室外作业(拒绝商业相机改造机型,一经发现本次投标无效),智能测量相机配备储存卡的不小于64G;
1.2 测量范围:不小于40m;4m范围内的空间测量精度为0.025mm,4m范围外的空间测量精度为5um + 5μm/m;测量精度依国家权威计量部门(省级及省级以上)出具的校准证书为准,系统交付时需有国家法定计量单位(省级及省级以上)出具的校准报告;
1.3 采用全画幅工业相机,CCD尺寸不小于36mm×24mm,分辨率不低于2500万像素,视场角不低于80°;
1.4 相机自带激光指示功能,闪光灯光源系统为环形LED单色光源;
1.5 相机自身具有图像加密和压缩功能,图像压缩比不小于15:1;
1.6 工作温度:-10℃--﹢40℃。
2 双相机测量系统要求如下:
2.1设备一套:工业测量双相机(2台)。
相机机身采取加固处理,适合室外作业(拒绝商业相机改造机型,一经发现本次投标无效);
2.2相机自带激光指示功能,相机闪光灯光源系统为环形LED单色光
源;
2.3 传感器分辨率不低于1500万像素;
2.4 为保证单站测量范围,相机采取非固定基线模式,单站测量范围不低于10m;
2.5 空间测量精度:4m范围内的空间测量精度为0.050mm,4m范围外的空间测量精度为10um + 10μm/m;依国家权威计量(省级及省级以上)部门出具的校准证书为准,系统交付时需具有国家法定计量单位(省级及省级以上)测试报告;
2.6 测量速度:实时处理速度不低于2帧/秒;
2.7 工作温度:-10℃--﹢40℃。
3 三维扫描测量系统要求如下:
3.1设备一套:便携式手持三维扫描仪1台。
扫描速率450000次测量/秒及以上;
3.2测量精度:≤0.030mm,最小点间距:≤0.05mm;
3.3 设备工作温度:-10℃--﹢40℃。
4 系统软件主要要求如下:
系统软件包括:①智能相机软件1套,②工业双相机软件1套,③手持扫描仪数据采集软件1套,④数据分析软件1套。
其中,系统软件①应具有相机内参数标定功能,并支持新标定的相机文件的输出与查看;具有在规定限差内自动寻点功能;应具有通用三维坐标测量、计算功能;应具有坐标系生成、公共点转换、坐标系转换等模块;— 2 —
应具有显示坐标系、摄站、光线、针状图、针状图偏差值的功能;
系统软件②应具有跟踪测量、构造测量、变形测量、隐藏点测量的功能;应具有通用三维坐标测量、计算功能;具有坐标系生成、公共点转换、坐标系转换等模块;
系统软件③要求支持64位windows操作系统,支持中文操作界面和语言显示;软件具有通用坐标测算、坐标系生成与转换、标准形体的拟合分析计算、三维显示等基本功能;软件具有切平面功能,可以建立多个切平面,限制区域外数据自动过滤,使扫描不受背景及周围干扰物影响,扫描更加方便易用;扫描后,能够在扫描仪软件中进行点云噪声处理、去除孤岛、修剪、套索选择、局部平滑、手动补洞等编辑操作;可同时识别3mm、6mm和12mm的目标点,可自由选择是否自动填补标志点。
扫描数据可以设置局部分辨率,既保证了局部细节效果,又兼顾了整体数据量。
后处理完成后可更改扫描数据的分辨率;
系统软件④应具有依据坐标测量结果可进行各种点、直线、平面、圆柱、球、抛物面、圆锥、抛物柱面等标准形体的拟合分析计算。
可以进行点到形体投影、点与形体、形体之间关系等分析测量,可以完成空间尺寸、位置、姿态、形位误差的评价功能;应具有显示点、线、面、圆、球、圆锥、圆柱、抛物面、模型等对象的功能;应具有修改形体显示的颜色、可以控制点、是否显示及是否高亮显示功能,具有控制形体是否显示功能。
5 计算机主要要求如下:
配置不低于CPU型号i7-7200U、CPU速度不低于2.5GHz-3.1GHz、
— 3 —
内存不低于8GB、1T硬盘,8倍DVD 刻录、1GB显卡,17'液晶显示器,键盘,鼠标,网卡。
(二)样品要求
无。
(三)实施人员要求
无。
(四)生产及安装调试等要求
中标方提供设备的安装、调试等支持,费用由中标方承担。
设备到达买方指定地点后,中标方安排相关技术人员,负责安装指导,承担调试工作。
设备安装调试完成后,形成调试报告。
(五)供货、安装周期及交货地点要求
1 合同生效后,中标方在3个月内完成供货,设备交货地点为买方指定的地点,运费、卸货等一切费用均由中标方负责。
2 中标方提供设备的各项技术性能指标必须达到合同和技术文件规定的要求。
3 设备交货后,中标方应于30日内开始进行设备安装,并于15日以内在指定地点安装完毕。
4 交货地点:甲方指定地点。
二、服务要求
(一)售后质保培训等要求
1 系统整机保修期为自验收合格之日起12个月,保修期外终身提供技— 4 —
术支持以及维护服务,并保证保修期满后不低于10年的零配件及消耗品的供应。
质保期内,非人为原因损坏的情况下,卖方免费提供维修以及零部件更换。
2 能为买方提供良好的技术服务。
要求中标方能在接到买方通知后,3小时内给予响应,48小时内能到达买方现场服务。
3 应设有固定的并正常运转的维修点,应该有技术服务机构和备件库存。
及时免费提供设备软件升级和设备新功能新资料。
4 免费提供全面技术培训,提供用户操作手册及安装维护手册和各种相应说明书等全套技术手册。
中标方负责对买方人员进行设备操作、维修方面的现场培训工作。
提供不少于2次的现场技术援助和测量方案制定。
在买方现场,由卖方技术人员对买方安排的操作人员和维修人员,进行不少于5个工作日的培训,包括:软件、硬件的使用、后期维护等内容,保证买方能够熟练操作软硬件。
5 投标商须随投标文件递交所投货物的售后服务承诺书。
(二)保密要求
无。
(三)报价要求
以人民币报价(含税),含运输费、搬运费和安装费。
(四)其他项目个性化要求
无。
三、投标(报价)人资质要求
— 5 —
(一)资质要求
1 符合《中华人民共和国政府采购法》第二十二条资格条件:
⑴具有独立承担民事责任的能力;
⑵具有良好的商业信誉和健全的财务会计制度;
⑶具有履行合同所必需的设备和专业技术能力;
⑷有依法缴纳税收和社会保障资金的良好记录;
⑸参加政府采购活动前3年内,在经营活动中没有重大违法记录;
⑹法律、行政法规规定的其他条件。
2 截止到开标时间,供应商成立时间不少于3年,且为非外资独资或外资控股企业,或为事业单位、军队单位。
3 单位负责人为同一人或者存在直接控股、管理关系的不同供应商,不得同时参加同一包的采购活动。
生产型企业生产场地为同一地址的,销售型企业之间股东有关联的,一律视为有直接控股、管理关系。
供应商之间有上述关系的,应主动声明,否则将给予列入不良记录名单、3年内不得参加军队采购活动的处罚。
4 本项目不接受联合体投标。
(二)投标人需准备资料要求
无。
— 6 —。