控制计划检查表
监理“三控”月检查表
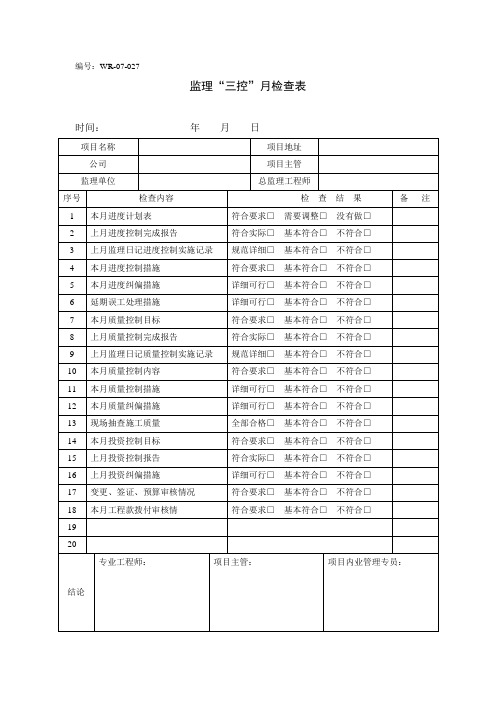
监理“三控”月检查表
时间:年月日
项目名称
项目地址
公司
项目主管
监理单位
总监理工程师
序号
检查内容
检查结果
备注
1
本月进度计划表
符符合实际□ 基本符合□ 不符合□
3
上月监理日记进度控制实施记录
规范详细□ 基本符合□ 不符合□
4
本月进度控制措施
16
上月投资纠偏措施
详细可行□ 基本符合□ 不符合□
17
变更、签证、预算审核情况
符合要求□ 基本符合□ 不符合□
18
本月工程款拨付审核情
符合要求□ 基本符合□ 不符合□
19
20
结论
专业工程师:
项目主管:
项目内业管理专员:
本月质量控制内容
符合要求□ 基本符合□ 不符合□
11
本月质量控制措施
详细可行□ 基本符合□ 不符合□
12
本月质量纠偏措施
详细可行□ 基本符合□ 不符合□
13
现场抽查施工质量
全部合格□ 基本符合□ 不符合□
14
本月投资控制目标
符合要求□ 基本符合□ 不符合□
15
上月投资控制报告
符合实际□ 基本符合□ 不符合□
符合要求□ 基本符合□ 不符合□
5
本月进度纠偏措施
详细可行□ 基本符合□ 不符合□
6
延期误工处理措施
详细可行□ 基本符合□ 不符合□
7
本月质量控制目标
符合要求□ 基本符合□ 不符合□
8
上月质量控制完成报告
符合实际□ 基本符合□ 不符合□
9
上月监理日记质量控制实施记录
D.4建筑工程质量控制检查表
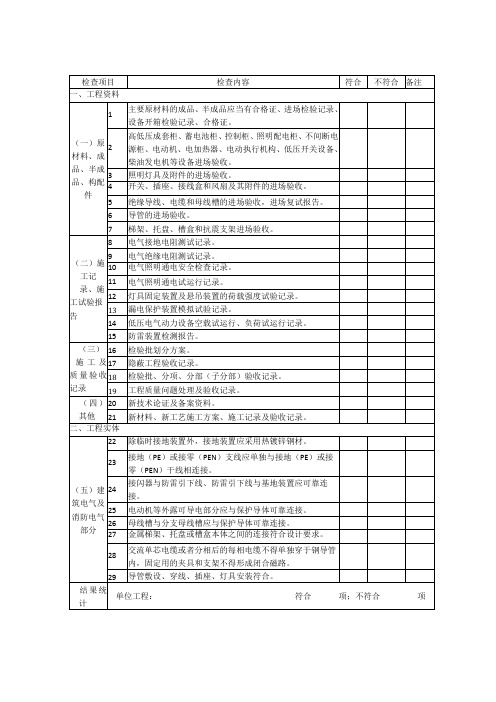
梯架、托盘、槽盒和导管。
3
防火封堵材料。
4
火灾自动报警系统材料
(二)
施工试验报告
5
进场复试报告。
(三)施工记录
6
设备材料进场检验记录和设备开箱检验记录。
7
单机调试记录。
8
子系统调试记录。
9
联动调试记录。
10
系统试运行记录。
11
电气接地电阻测试记录。
(四)
质量验收记录
12
检验批划分方案。
13
隐蔽工程验收记录。
检查项目
检查内容
符合
不符合
备注
一、工程资料
(一)原材料、成品、半成品、构配件
1
主要原材料的成品、半成品应当有合格证、进场检验记录、设备开箱检验记录、合格证。
2
高低压成套柜、蓄电池柜、控制柜、照明配电柜、不间断电源柜、电动机、电加热器、电动执行机构、低压开关设备、柴油发电机等设备进场验收。
3
照明灯具及附件的进场验收。
二、工程实体
(五)建筑电气及消防电气部分
22
除临时接地装置外,接地装置应采用热镀锌钢材。
23
接地(PE)或接零(PEN)支线应单独与接地(PE)或接零(PEN)干线相连接。
24
接闪器与防雷引下线、防雷引下线与基地装置应可靠连接。
25
电动机等外露可导电部分应与保护导体可靠连接。
26
母线槽与分支母线槽应与保护导体可靠连接。
22
应急广播系统:传输线缆、槽盒和导管的防火保护措施。
(八)火灾自动报警系统
23
设备及配件规格型号、导线敷设及保护情况。
24
火灾系统报警装置安装情况、施工质量。
CCC生产一致性控制计划(CoP)实施检查表(2014版)
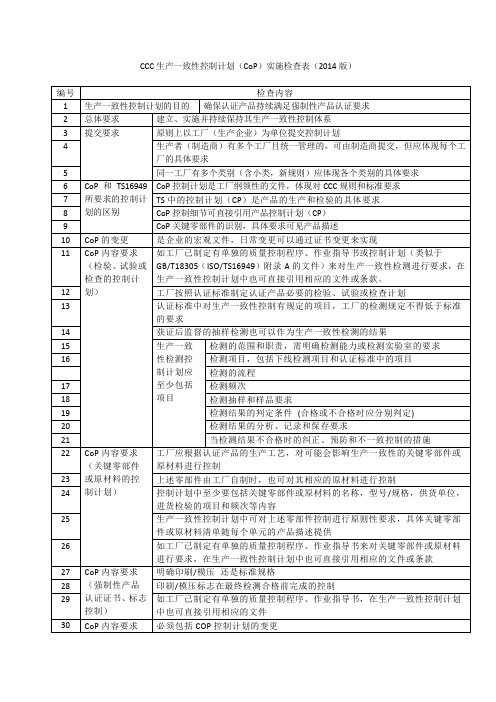
92
本年度工厂与认证产品生产有关的生产设备、设施有无发生变化
93
工厂制定的生产一致性控制计划以及相关工艺/作业文件对认证产品的过程检验要求有无发生变化
104
其它变更情况
本年度工厂一些关键过程控制方式的变更、人员和设备的变更、生产不一致追溯和处理措施等情况是否发生了变更(按规则要求,这些变更可不向认证机构提出变更申请,但须在年度执行报告中给予适当说明);如发生变更,应说明变更的内容以及由于变更给产品特性带来的影响。
105
产品出现不一致时的恢复、追溯及处理措施
32
如工厂已制定有单独的质量控制程序、作业指导书,在生产一致性控制计划中也可直接引用相应的文件
33
CoP内容要求(出现生产不一致时的纠正、预防或召回措施)
COP检测不合格,特别是标准有要求的项目需通知认证机构
34
整车召回有涉及的控制
35
如工厂已制定有单独的质量控制程序、作业指导书,在生产一致性控制计划中也可直接引用相应的文件
109
外部的质量信息
本年度外部(客户、整车厂、新闻媒体等)对工厂的产品质量、产品不一致的投诉以及工厂如何处理的情况
110
本年度工厂接受国家或地方质检部门、认证机构对产品质量进行抽查的情况(抽查产品名称、规格型号、检验/检查内容、检验/检查结果、检验/检查日期),特别是当产品质量抽查不合格、产品出现不一致时,工厂采取措施的情况(可结合上页说明)
94
当生产过程中产品存在不合格时,工厂是否按相关文件(不合格品控制程序等),对不合格品进行了标识以及处置的情况及记录保存情况
生产和服务提供的控制内审检查表模板
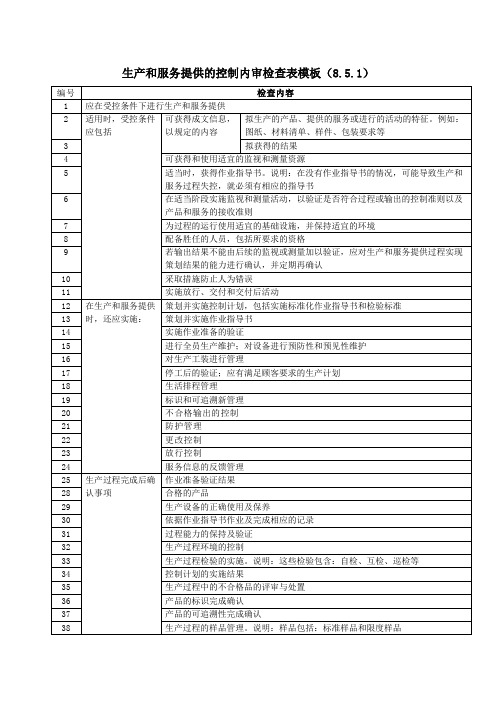
在适当阶段实施监视和测量活动,以验证是否符合过程或输出的控制准则以及产品和服务的接收准则
7
为过程的运行使用适宜的基础设施,并保持适宜的环境
8
配备胜任的人员,包括所要求的资格
9
若输出结果不能由后续的监视或测量加以验证,应对生产和服务提供过程实现策划结果的能力进行确认,并定期再确认
10
采取措施防止人为错误
11
实施放行、交付和交付控制计划,包括实施标准化作业指导书和检验标准
13
策划并实施作业指导书
14
实施作业准备的验证
15
进行全员生产维护;对设备进行预防性和预见性维护
16
对生产工装进行管理
17
停工后的验证;应有满足顾客要求的生产计划
18
生活排程管理
19
标识和可追溯新管理
20
不合格输出的控制
21
防护管理
22
更改控制
23
放行控制
24
服务信息的反馈管理
25
生产过程完成后确认事项
作业准备验证结果
28
合格的产品
29
生产设备的正确使用及保养
30
依据作业指导书作业及完成相应的记录
31
过程能力的保持及验证
32
生产过程环境的控制
33
生产过程检验的实施。说明:这些检验包含:自检、互检、巡检等
34
控制计划的实施结果
35
生产过程中的不合格品的评审与处置
36
产品的标识完成确认
37
产品的可追溯性完成确认
38
生产过程的样品管理。说明:样品包括:标准样品和限度样品
39
生产中物料的控制。说明:物料的控制包含:领料、退料、补料等各个环节
APQP计划及表格(带每项输出表格 完整版)

4.5 4.6 4.7 4.8
生产确认试验 包装评价 生产控制计划 产品质量先期策划认定 管理者支持
五、反馈/评定和纠正措施
批量生产 5.1 5.2 减小变差 顾客满意
5.3
交付和服务 持续改进 编制/日期:
第 4 页,共 4 页
制造过程设计输入评审 3.1 3.2 3.3 3.4 3.5 3.6 制定包装标准 产品/过程质量体系评审 过程流程图 车间平面布局图 特性矩阵图 PFMEA 设计评审/验证记录 产品包装标准 产品/过程质量体系检查表 过程流程图 过程流程图检查表 车间平面布置图 车间平面布置检查表 特性矩阵图 过程失效模式及后果分析 PFMEA检查表 3.7 3.8 3.9 3.10 试生产控制计划 作业指导书编制 测量系统分析计划 初始过程能力研究计划 制定生产线平衡分析计划 指定生产过程确认计划 3.11 制定包装规范 产品设计验证/评审 过程设计输出评审 3.12 阶段总结和管理者支持 (试生产)控制计划 控制计划检查表 作业指导书 测量系统分析计划 初始过程能力研究计划 生产线平衡分析计划 过程确认记录 产品包装规范 设计评审/验证记录 过程设计输出评审报告 管理者支持
2.11 2.12
识别产品和过程特殊特性 量具和试验设备要求
编制材料清单 工装(OTS)样件制作、提交(认可)
新产品项目APQP开发计划 表单编号: 关键路径 2.13 任 务 名 称 小组可行性承诺和管理者支持 小组可行性承诺 输 出 记 录 工 期 开始时间 完成时间 序号: 负责人 备 注
三、过程设计及开发
四、产品和过程确认
第 3 页,共 4 页
新产品项目APQP开发计划 表单编号: 关键路径 4.1 4.2 4.3 试生产 测量系统评价 初始过程能力研究 生产线平衡分析 4.4 过程确认 生产件批准 任 务 名 称 试生产计划 MSA分析报告 初始过程能力研究报告 生产线平衡分析表 过程确认记录 零件提交保证书 生产件批准--尺寸测量结果 生产件批准--材料试验结果 生产件准批--性能试验结果 试验报告 产品包装评价表 (生产)控制计划 控制计划检查表 产品质量策划总结和认定报告 管理者支持 生产计划表 Xbar-R控制图 顾客满意度指标统计 顾客满意度调查表 产品交付绩效统计表 顾客服务反馈记录表 审核/日期: 批准/日期: 输 出 记 录 工 期 开始时间 完成时间 序号: 负责人 备 注
理解及实施控制计划CP点检表大全
理解和实施控制计划点检表大全目录控制计划(CP) (1)第一节基本概念 (1)一、对控制计划的基本理解 (1)二、益处 (2)三、基本要素 (3)四、小组培训及能力要求 (5)第二节开发过程 (5)一、输入参考信息 (5)二、制作时考虑的问题 (6)三、开发的三个阶段 (6)四、制作步骤 (7)五、不同类型控制计划要求 (7)第三节管理及确认过程 (9)一、合格控制计划要求 (9)二、完成后的检查表 (9)三、跟新及维护时机 (10)控制计划(CP)第一节基本概念一、对控制计划的基本理解定义/说明/要求/目的:主要控制特性(KCC)是指:一些过程参数,其变差必须控制在一个目标值附近,以保证重要的特性值维持在其目标值上。
控制计划的目的是在产品形成过程中能够依据既定的要求制造出合格的产品,控制计划通过为总体设计、选择和实施增值性控制方法以提供结构性的途径来达到这个目的。
检查表:二、益处定义/说明/要求/目的:制定并实施控制计划,可以带来多方面的益处。
控制计划的目的是协助按照顾客的要求制造出优质产品。
控制计划必须采用以顾客满意为基础的过程方法。
检查表:三、基本要素定义/说明/要求/目的:工具是指:为过程设备中专门用于制造一个部件或分总成的那一部分。
工具(或工装)用于过程设备中把原材料加工成零件或总成。
制定并实施控制计划,必须包含一些必要的要素只有在包含相同信息下,才可以使用替代的格式。
检查表:四、小组培训及能力要求定义/说明/要求/目的:为制定好控制计划,小组成员必须掌握必要的知识和技能。
检查表:第二节开发过程一、输入参考信息定义/说明/要求/目的:CP必须是多功能小组负责制定,通过可利用的信息来制定控制计划。
为了达到对控制计划所涉及的过程更好的了解,多方论证小组必须利用可用的信息来制定控制计划。
检查表:二、制作时考虑的问题定义/说明/要求/目的:在制作控制计划之前,必须考虑并明确一些必要的问题。
所有问题均应该有明确的结果。
控制计划检查表
顾客零件编号 所要求的意见/措施
Байду номын сангаас
负责人
完成日期
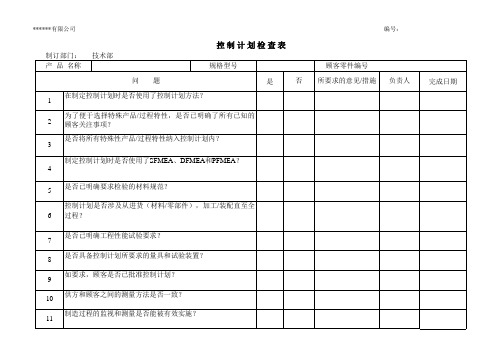
是否已明确要求检验的材料规范? 5
控制计划是否涉及从进货(材料/零部件),加工/装配直至全 6 过程?
是否已明确工程性能试验要求? 7
是否具备控制计划所要求的量具和试验装置? 8
如要求,顾客是否已批准控制计划? 9
供方和顾客之间的测量方法是否一致? 10
制造过程的监视和测量是否能被有效实施? 11
编号:
******有限公司
制订部门: 技术部 产 品 名称
控制计划检查表
规格型号
问题
是
否
在制定控制计划时是否使用了控制计划方法? 1
为了便于选择特殊产品/过程特性,是否已明确了所有已知的 2 顾客关注事项?
是否将所有特殊性产品/过程特性纳入控制计划内? 3
制定控制计划时是否使用了SFMEA、DFMEA和PFMEA? 4
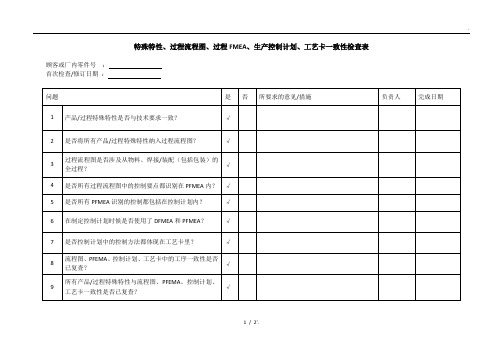
特殊特性、过程流程图、过程FMEA、生产控制计划、工艺卡一致性检查表
√
5
是否所有PFMEA识别的控制都包括在控制计划内?
√
6
在制定控制计划时候是否使用了DFMEA和PFMEA?
√
7
是否控制计划中的控制方法都体现在工艺卡里?
√
8
流程图、PFEMA、控制计划、工艺卡中的工序一致性是否已复查?
√
9
所有产品/过程特殊特性与流程图、PFEMA、控制计划、工艺卡一致性是否已复查?
√
10
流程图、PFEMA、控制计划、工艺卡的控制:
特殊特性、过程流程图、过程FMEA、生产控制计划、工艺卡一致性检查表
顾客或厂内零件号:
首次检查/修订日期:
问题
是
否
所要求的意见/措施
负责人
完成日期
1
产品/过程特殊特性是否与技术要求一致?
√
2
是否将所有产品/过程特殊特性纳入过程流程图?
√
3
过程流程图是否涉及从物料、焊接/装配(包括包装)的全过程?
√
4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
顾客
或厂
问
题
是 否 所要求的意见/措施
1 在制定控制计划时是否使用了TS16949第6章所述的控制计划方法论?
√
2 是否已识别所有已知的顾客关注的事项?
3 控制计划中是否包括了所有的产品/过程特殊特性?
√
4 在制定控制计划时是否使用了 PFMEA?
√
5 是否明确需检验的材料规范?
√
6 控制计划是否明确从进货(材料/零件)到制造/装配(包括包装)的全过程? √
7 是否涉及工程性能试验要求?
√
8 是否具备如控制计划所要求的量具和试验设备?
√
9 如要求,顾客是否已批准控制计划?
√
10 检具方法及能力是否与顾客要求一致?
√
11 是否按顾客要求进行了 MSA?
√
12 抽样方案是否基于工业标准及统计抽样方案或其它统计过程方法及技术?
√
13 过程编号是否与工艺流程图和FMEA一致?
√
负责人
修订日期: . 制 定 人:
第 1 页,共 ቤተ መጻሕፍቲ ባይዱ 页
样件控制计划检查表
完成日期
第 2 页,共 2 页