螺纹换算公式
英制螺纹的尺寸换算及表示方法
56.656
2-1/4
11
2.309
65.71
62.752
2-1/2
11
2.309
75.184
72.226
2-3/4
11
2.309
81.534
78.578
3
11
2.309
87.88484.Leabharlann 263-1/211
2.309
100.33
97.372
4
11
2.309
113.03
110.072
5
11
圆锥内螺纹:Rc1/2
左旋圆柱内螺纹:Rp1/2—LH
圆柱内螺纹与圆锥外螺纹的配合:Rp2/R2
2、非螺纹密封的管螺纹标记如下:
A级外螺纹:G1/2A
内螺纹:G1/2
左旋B级外螺纹:G1/2B—LH
螺纹副G1/2G1/2A
2.309
138.43
135.472
6
11
2.309
163.83
160.872
注:1in=25.4mm
1、用螺纹密封的管螺纹其标记及各种螺纹的特征代号规定如下:
Rc—圆锥内螺纹
Rp—与圆锥外螺纹配合的圆柱内螺纹
R—圆锥外螺纹
标准规定将螺纹尺寸代号写在特征代号之后,若螺纹为械旋应再加写左旋
代号LH,具体示例如下:
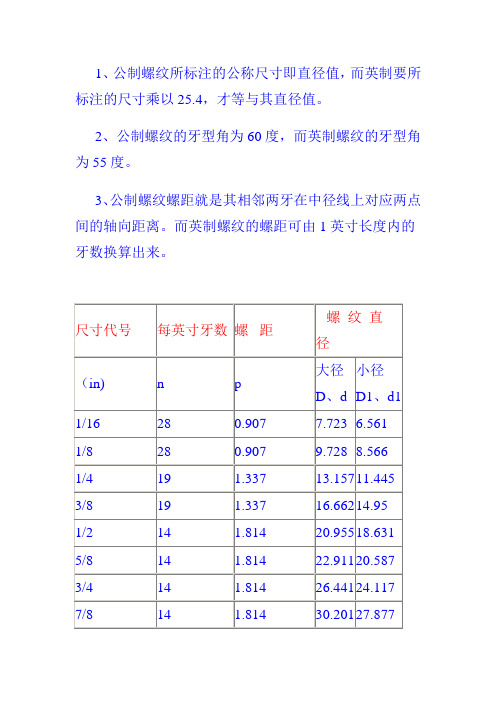
1、公制螺纹所标注的公称尺寸即直径值,而英制要所标注的尺寸乘以25.4,才等与其直径值。
2、公制螺纹的牙型角为60度,而英制螺纹的牙型角为55度。
3、公制螺纹螺距就是其相邻两牙在中径线上对应两点间的轴向距离。而英制螺纹的螺距可由1英寸长度内的牙数换算出来。
螺纹类型分类

螺纹类型分类统⼀螺纹和公制螺纹螺纹按长度计量单位分类可以分为两类:⼀种是英制螺纹,其长度计量单位为英⼨,主要使⽤国家是美国和英国;另⼀种是公制螺纹,其长度计量单位为毫⽶,主要使⽤国家有中国、德国、俄罗斯和⽇本。
当前所说的英制螺纹是指统⼀螺纹,统⼀螺纹是英国螺纹国家标准和美国螺纹国家标准的统⼀,是最早的螺纹国际标准。
第⼆次世界⼤战时,美国和英国各⾃使⽤⾃⼰的螺纹标准,由于两国螺纹不能互换,盟军在后勤补给⽅⾯经受了极⼤的困难,⼆战结束后,1948年,英国、美国和加拿⼤就统⼀各国螺纹标准达成⼀致意见,由此产⽣统⼀螺纹。
⽬前,英国螺纹国家标准和美国螺纹国家标准已逐渐被统⼀螺纹标准所取代。
统⼀螺纹⽛型⾓为60度,⽛顶削平,⽛底圆弧形。
统⼀螺纹没有螺纹代号。
统⼀普通螺纹标记为“螺纹名义直径-每英⼨⽛数-螺纹系列代号-螺纹等级代号”,螺纹名义直径⽤番号形式或英⼨分数形式或⼩数形式标⽰,1/4英⼨以下的螺纹公称直径⽤番号标⽰。
外螺纹等级代号为 1A、2A、3A ,内螺纹等级代号为 1B、2B、3B。
“UNC”、“UNF”分别为粗⽛和细⽛代号。
如“1/4-20-UNC-2A”。
统⼀⾃攻螺纹标记为“螺纹名义直径-每英⼨⽛数x长度,尾型,槽型头型,材质,镀层”,如“6-32x1/2 Type AB, Cross Recessed Pan Head Tapping Screw, Steel, Nickel Plated”。
英制螺纹番号与公制螺纹尺⼨的换算公式为:如常⽤的6-32-UNC螺钉,其公称直径换算得3.505mm。
公制螺纹标准最早由德国于1919年制定,当今⼯业化国家⼴泛使⽤的公制螺纹标准则是由ISO 国际标准化委员会制定的。
公制螺纹⽛型与统⼀螺纹⽛型基本⼀致。
公制普通螺纹代号为“M”,⾃攻螺纹代号为“ST”。
公制普通螺纹标记由螺纹代号、螺纹名义直径、螺距、螺纹等级代号组成。
粗⽛⼀般不标⽰螺距,螺纹名义直径与螺距间⽤“×”分开,螺纹名义直径或螺距与螺纹等级代号间⽤“-”分开,外螺纹螺纹等级代号分别为4h、6h、6g,内螺纹螺纹等级代号分别为5H、6H、7H,螺纹等级代号允许省略。
四 种 螺 纹 的 螺 距 参 数 及 其 与 螺 距 导 程 之 间 的 换 算 关 系

PDP=25.4/DP SDP=kPDP
×π
=25.4k/a×π 1
车螺纹时,要保证主轴每转一转,刀具 准确地移动被加工螺纹一个导程的距离
主轴----- 刀架
1r
S工
螺纹进给传动链的运动平衡式如下
1(主 轴) ×u0×ux×S丝 = S工
2020/3/31
2
1.车 米 制 螺 纹
米制螺纹是我国常用的螺纹 标准螺距值特点: 分段等差数列 传动路线: 进给箱中的离合器M3、M4脱 开,M5接合
2020/3/31
3
2020/3/31
4
2020/3/31
5
2020/3/31
6
CA614ቤተ መጻሕፍቲ ባይዱ型车床米制螺纹表
u 倍 S/mm u 基 26/28 28/28 32/28 36/28 19/14 20/14 33/21 36/21
18/45×15/48 = 1/8
28/35×15/48 = 1/4
18/45×35/28 = 1/2
28/35×35/28 =1
1 1.75 2 2.25 3.5 4 4.5
789
1.25
1.5
2.5
3
5 5.5 6
10 11 12
2020/3/31
7
2020/3/31
8
基本组传动比
u基1 = 26/28 = 6.5/7
u基2 = 28/28 = 7/7
u基3 = 32/28 = 8/7
u基4 = 36/28 = 9/7
u基5 = 19/14 = 9.5/7
u基6 = 20/14 = 10/7
u基7 = 33/21 = 11/7
u = 基8 2020/3/31 36/21 = 12/7
螺纹外径公制转换表
少波的螺纹外径公制和英制管螺纹标准螺纹换算标准①公称螺纹外径:分公制和英制两种ZG是锥管的汉语拼音第一个字母。
就是锥管螺纹的意思。
3/4是四分之三英寸。
是指管子的径是3/4英寸。
准确的来讲它的径是19.05毫米,但这是老标准,现在已经不用了。
现在的国标规定ZG3/4″螺纹径是20毫米。
它的表示方法应该是:ZG3/4″。
其中(″)是英寸的代表符号。
一英寸等于25.4毫米。
一英寸等于8应分。
3/4的来历是6/8=3/4。
俗称6分。
同样ZG1/2″螺纹的管子径≈15毫米。
俗称4分。
ZG1″螺纹的管子径≈25毫米。
俗称1寸。
ZG11/2″螺纹的管子径≈32毫米。
俗称1寸半。
.....。
锥管螺纹只用于液压系统连接;而管螺纹G3/4″只用于水管连接。
锥管螺纹与管螺纹极为相似,区别只在锥度上。
管螺纹都是英制的!!!!!英制螺纹1/2的大径就是1/2英寸,而管螺纹的1/2指的是管子的孔日本工业标准使用公制。
JIS有明确的规定。
螺纹分二类,普通螺纹和管螺纹。
UN是普通螺纹,他的螺压角为60度。
GP 是管螺纹,他的螺压角为55度。
3/8"-20BSF ,表示是惠氏细牙螺纹,螺纹的公称直径是3/8"(单位:英寸),对应的每英寸牙数是20。
BSF表示惠氏细牙,BSW 表示惠氏粗牙。
.螺丝的英制与公制区别......用扣规量,与公制牙型吻合是公制螺纹,与英制螺纹吻合是英制螺纹。
也可以用卡尺量螺纹的外径,和螺距。
公制螺纹外径是以毫米为单位,如6,8,10,12,18,20毫米等等螺距也是以毫米为单位,如0.5,0.75,1,1.5,2,3,等等英制螺纹外径是以英寸为单位,(每英寸等于25.4毫米)如3/16,5/8,1/4,1/2,等等所以用公制卡尺量外径读数常带不规则的小数。
英制螺距是用每英寸含多少个牙表示。
把卡尺定在25.4毫米,把一个尺尖对齐螺纹牙尖,另一个尺尖如对齐螺纹牙尖就是英制螺纹,如对不齐螺纹牙尖应该是公制螺纹。
螺纹外径公制转换表
李少波的螺纹外径公制和英制管螺纹标准螺纹换算标准①公称螺纹外径:分公制和英制两种ZG 是锥管的汉语拼音第一个字母。
就是锥管螺纹的意思。
3/4 是四分之三英寸。
是指管子的内径是 3/4 英寸。
准确的来讲它的内径是 19.05 毫米,但这是老标准,现在已经不用了。
现在的国标规定ZG3/4″螺纹内径是方法应该是: ZG3/4″。
其中(″)是英寸的代表符号。
一英寸等于 25.4 毫米。
一英寸等于8 应分。
3/4 的来历是20 毫米。
它的表示6/8=3/4 。
俗称 6 分。
同样 ZG1/2″螺纹的管子内径≈15毫米。
俗称 4 分。
ZG1″螺纹的管子内径≈25毫米。
俗称 1 寸。
ZG11/2″螺纹的管子内径≈32毫米。
俗称 1 寸半。
..... 。
锥管螺纹只用于液压系统连接;而管螺纹 G3/4″只用于水管连接。
锥管螺纹与管螺纹极为相似,区别只在锥度上。
管螺纹都是英制的!!!!!英制螺纹 1/2 的大径就是 1/2 英寸 ,而管螺纹的 1/2 指的是管子的内孔日本工业标准使用公制。
JIS 有明确的规定。
螺纹分二类,普通螺纹和管螺纹。
是管螺纹,他的螺压角为55 度。
UN 是普通螺纹,他的螺压角为60 度。
GP3/8"-20BSF ,表示是惠氏细牙螺纹,螺纹的公称直径是 3/8"(单位:英寸),对应的每英寸牙数是 20。
BSF 表示惠氏细牙, BSW 表示惠氏粗牙。
螺丝的英制与公制区别......用扣规量,与公制牙型吻合是公制螺纹,与英制螺纹吻合是英制螺纹。
也可以用卡尺量螺纹的外径,和螺距。
公制螺纹外径是以毫米为单位,如6,8,10,12,18,20 毫米等等螺距也是以毫米为单位,如0.5,0.75,1,1.5,2,3, 等等英制螺纹外径是以英寸为单位,(每英寸等于25.4 毫米)如 3/16,5/8,1/4,1/2, 等等所以用公制卡尺量外径读数常带不规则的小数。
英制螺距是用每英寸含多少个牙表示。
螺纹计算公式

一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.635二、1、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径)例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2: 1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数滚牙径计算公式一、60°牙型的外螺纹中径计算及公差(国标GB 197/196)a. 中径基本尺寸计算:螺纹中径的基本尺寸=螺纹大径-螺距×系数值公式表示:d/D-P×0.6495例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b.常用的6h外螺纹中径公差(以螺距为基准)上限值为”0”下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118 P1.5-0.132 P1.75-0.150 P2.0-0.16P2.5-0.17上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07C常用的6g级外螺纹中径基本偏差: (以螺距为基准)P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032P1.75-0.034 P2-0.038 P2.5-0.042上限值计算公式d2-ges即基本尺寸-偏差下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差例M8的6g级中径公差值:上限值7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出.②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围.③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准二、60°内螺纹中径计算及公差(GB 197 /196)a. 6H级螺纹中径公差(以螺距为基准)上限值:P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180P1.25+0.00 P2.0+0.212 P2.5+0.224下限值为”0”,上限值计算公式2+TD2即基本尺寸+公差例M8-6H内螺纹中径为:7.188+0.160=7.348 上限值:7.188为下限值b. 内螺纹的中径基本尺寸计算公式与外螺纹相同即D2=D-P×0.6495即内螺纹中径螺纹大径-螺距×系数值c. 6G级螺纹中径基本偏差E1(以螺距为基准)P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032P1.75+0.034 P1.00+0.026 P2.5+0.042 例:M8 6G级内螺纹中径上限值:7.188+0.026+0.16=7.374下限值:7.188+0.026=7.214上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差下限值公式2+GE1即中径尺寸+偏差三、外螺纹大径的计算及公差(GB 197/196)a. 外螺纹的6h大径上限值即螺纹直径值例M8为φ8.00上限值公差为”0”b. 外螺纹的6h级大径下限值公差(以螺距为基准)P0.8-0.15 P1.00-0.18 P1.25-0.212 P1.5-0.236 P1.75-0.265P2.0-0.28 P2.5-0.335大径下限计算公式:d-Td 即螺纹大径基本尺寸-公差例:M8外螺纹6h大径尺寸:上限为φ8,下限为φ8-0.212=φ7.788c. 外螺纹6g级大径的计算与公差6g级外螺纹的基准偏差(以螺距为基准)P0.8-0.024 P1.00-0.026 P1.25-0.028 P1.5-0.032 P1.25-0.024 P1.75 –0.034P2.0-0.038 P2.5-0.042上限计算公式d-ges 即螺纹大径基本尺寸-基准偏差下限计算公式d-ges-Td 即螺纹大径基本尺寸-基准偏差-公差例: M8 外螺纹6g级大径上限值φ8-0.028=φ7.972下限值φ8-0.028-0.212=φ7.76注:①螺纹的大径是由螺纹光杆坯径及搓丝板/滚丝轮的牙型磨损程度来决定的,而且其数值在同样毛坯及螺纹加工工具的基础上与螺纹中径成反比出现即中径小则大径大,反之中径大则大径小.②对需进行热处理和表面处理等加工的零件,考虑到加工过程的关系实际生产时应将螺纹大径控制在6h级的下限值加0.04mm以上,如M8的外螺纹在搓(滚)丝的大径应保证在φ7.83以上和7.95以下为宜.四、内螺纹小径的计算与公差a. 内螺纹小径的基本尺寸计算(D1)螺纹小径基本尺寸=内螺纹基本尺寸-螺距×系数例:内螺纹M8的小径基本尺寸8-1.25×1.0825=6.646875≈6.647b. 内螺纹6H级的小径公差(以螺距为基准)及小径值计算P0.8 +0. 2 P1.0 +0. 236 P1.25 +0.265 P1.5 +0.3 P1.75 +0.335P2.0 +0.375 P2.5 +0.48内螺纹6H级的下限偏差公式D1+HE1即内螺纹小径基本尺寸+偏差注:6H级的下偏值为“0”内螺纹6H级的上限值计算公式=D1+HE1+TD1即内螺纹小径基本尺寸+偏差+公差例:6H 级M8内螺纹小径的上限值6.647+0=6.6476H级M8内螺纹小径的下限值6.647+0+0.265=6.912c. 内螺纹6G级的小径基本偏差(以螺距为基准)及小径值计算P0.8 +0.024 P1.0 +0.026 P1.25 +0.028 P1.5 +0.032 P1.75 +0.034P2.0 +0.038 P2.5 +0.042内螺纹6G级的小径下限值公式=D1+GE1即内螺纹基本尺寸+偏差例: 6G级M8内螺纹小径的下限值6.647+0.028=6.6756G级M8内螺纹小径的上限值公式D1+GE1+TD1即内螺纹基本尺寸+偏差+公差例: 6G级M8内螺纹小径的上限值是6.647+0.028+0.265=6.94注:①内螺纹的牙高直接关系到内螺纹的承载力矩的大小,故在毛坯生产中应尽量在其6H级上限值以内②在内螺纹的加工过程中,内螺纹小径越小会给加工具——丝锥的使用效益有所影响.从使用的角度讲是小径越小越好,但综合考虑时一般采用小径的在中限至上限值之间,如果是铸铁或铝件时应采用小径的下限值至中限值之间③内螺纹6G级的小径在毛坯生产中可按6H级执行,其精度等级主要考虑螺纹中径的镀层,故只在螺纹加工时考虑丝锥的中径尺寸而不必考虑光孔的小径。
三针螺纹中径公式计算方法

三针螺纹中径公式计算方法三针螺纹中径公式是用来计算三针螺纹的中径的一种公式。
三针螺纹是一种常用的螺纹连接方式,它具有良好的密封性和承载能力。
在工程设计中,计算三针螺纹的中径是非常重要的一步,它可以帮助工程师确定螺纹的尺寸和连接方式。
三针螺纹中径公式的计算方法如下:1. 首先,确定螺纹的外径和螺距。
螺纹的外径是螺纹顶部的最大直径,螺距是两个相邻螺纹的轴向距离。
2. 然后,根据螺纹的类型选择相应的公式。
常见的三针螺纹类型有内螺纹、外螺纹和中螺纹。
根据不同的类型选择不同的公式进行计算。
3. 对于内螺纹,中径可以通过以下公式计算:中径 = 外径 - 0.6495 * 螺距4. 对于外螺纹,中径可以通过以下公式计算:中径 = 外径 + 0.6495 * 螺距5. 对于中螺纹,中径可以通过以下公式计算:中径 = 外径 - 1.299 * 螺距通过以上公式,我们可以快速准确地计算出三针螺纹的中径。
这对于螺纹连接的设计和制造非常重要。
三针螺纹中径公式的计算方法可以帮助工程师确定螺纹的尺寸和连接方式,从而保证连接的牢固性和密封性。
在工程实践中,合理选择螺纹的尺寸和连接方式可以提高产品的质量和可靠性。
除了三针螺纹中径公式,还有其他一些螺纹计算公式可以用于计算螺纹的尺寸和参数。
例如,螺纹的根径、齿顶高、齿根圆直径等。
这些公式可以根据不同的螺纹类型和要求进行选择和应用。
在实际应用中,工程师还需要考虑其他因素,如材料的强度、螺纹的加工精度以及装配和拆卸的方便性等。
因此,在使用三针螺纹中径公式计算中径时,还需要结合实际情况进行综合考虑。
三针螺纹中径公式是计算螺纹中径的一种常用方法。
它可以帮助工程师确定螺纹的尺寸和连接方式,从而保证连接的牢固性和密封性。
在工程设计和制造中,合理选择螺纹尺寸和参数是非常重要的,它关系到产品的质量和可靠性。
因此,掌握三针螺纹中径公式的计算方法对于工程师来说是非常有益的。
螺纹计算公式

一、挤牙丝攻内孔径计算公式:公式:牙外径- 1/2 ×牙距例 1:公式: M3×= 3- (1/2 ×=M6×=6-(1/2 ×=例 2:公式: M3×= 3-÷2)=M6×=6-÷ 2)=二、一般英制丝攻之换算公式:1英寸 =(代码)例 1:( 1/4-30 )1/4 ×=(牙径 )÷30= (牙距 )则 1/4-30 换算成公制牙应为:×例 2:( 3/16-32)3/16 ×= (牙径 )÷32= (牙距 )则3/16-32 换算成公制牙应为:×三、一般英制牙换算成公制牙的公式:分子÷分母×=牙外径(同上)例 1:(3/8-24)3÷ 8=×(牙外径 )÷ 24= (公制牙距 )则 3/8-24 换算成公制牙应为:×四、美制牙换算公制牙公式:6-32 +/代码×6=×=(牙外径)÷ 32=(牙距)那么 6-32 换算成公制牙应为:×1、孔内径计算公式:牙外径- 1/2 ×牙距则应为:-1/2 ×=那么 6-32 他内孔径应为2、挤压丝攻内孔算法:下孔径简略计算公式1:牙外径-(牙距×)/ 代码=下孔径例 1:M6×M6-×=(最大下孔径)M6-(×)= (最小 )例 2:切削丝攻陷孔内径简略计算公式:M6-×=(最大)M6-×=(最小)M6-(牙距×)/ 代码=下孔径例 3:M6×= 6-= +=五、压牙外径计算简略公式:1.直径-××牙距(需通规通止规止)例 1:M3×= 3-××=(外径 )例 2:M6×= 6-××=(外径 )六、公制牙滚造径计算公式:(饱牙计算)例 1:M3×= 3-×= (车削前外径 )例 2:M6×= 6-×= (车削前外径 )七、压花外径深度(外径)外径÷×花齿距=压花前外径例:÷×(花距 )=压花深度应为八、多边形资料之对角换算公式:1.四角形:对边径×=对角径2.五角形:对边径×=对角径3.六角形:对边直径×=对角直径公式 2: 1.四角:对边径÷=对角径2.六角:对边径÷=对角径九、刀具厚度(切刀):资料外径÷10+参照值十、锥度的计算公式:公式 1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式 2:简略(大头直径-小头直径)÷÷总长=度数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国际标准
挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm 例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm 一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径) 25.4÷30=0.846(牙距) 则1/4-30换算成公制牙应为:M6.35×0.846 例2:(3/16-32)3/16×25.4=4.76(牙径) 25.4÷32=0.79(牙距) 则3/16-32换算成公制牙应为:M4.76×0.79 三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)
3÷8×25.4=9.525(牙外径)
25.4÷24=1.058(公制牙距)
则3/8-24换算成公制牙应为:M9.525×1.058 美制牙换算公制牙公式:
例:6-32
6-32 (0.06+0.013)/代码×6=0.138
0.138×25.4=3.505(牙外径)
25.4÷32=0.635(牙距)
那么6-32换算成公制牙应为:M3.505×0.635 孔内径计算公式:
牙外径-1/2×牙距则应为:
M3.505-1/2×0.635=3.19
那么6-32他内孔径应为3.19
2、挤压丝攻内孔算法:
下孔径简易计算公式1:
牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0
M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)
例2:切削丝攻下孔内径简易计算公式:
M6-(1.0×0.85)=5.15(最大)
M6-(1.0×0.95)=5.05(最小)
M6-(牙距×0.860.96)/代码=下孔径
例3:M6×1.0=6-1.0=5.0+0.05=5.05
五、压牙外径计算简易公式:
直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径)。