注塑车间计时明细表
注塑车间生产计划表

注塑车间生产计划表月度计划注塑车间月度生产计划根据公司的生产需求和市场需求来制定,以确保能够满足客户需求并实现生产目标。
以下是注塑车间的一个月度生产计划表的示例:日期产品型号计划数量实际数量完成情况1号A型号1000950√B型号800780√C型号12001150√2号A型号10001000√B型号800800√C型号12001180√3号A型号1000990√B型号800800√C型号12001150√4号A型号1000980√B型号800800√C型号12001200√5号A型号10001000√B型号800790√C型号12001200√6号A型号10001000√B型号800780√C型号12001160√7号A型号1000970√B型号800800√C型号12001180√8号A型号1000990√B型号800800√C型号12001200√...............31号A型号10001000√B型号800790√C型号12001160√生产计划的目的是增加生产效率、提高产品质量、满足客户需求并确保按时交货。
注塑车间在制定生产计划时需要考虑以下几个因素:1.市场需求:根据市场需求来制定生产计划,确保能够满足客户需求并避免库存积压或缺货的情况发生。
2.生产能力:考虑注塑车间的生产能力,根据设备状态和人员调配来制定生产计划,确保能够顺利完成。
3.订单优先级:根据订单的紧急性和重要性来确定生产优先级,确保重要订单能够按时完成。
4.原料供应:考虑原料的供应情况,确保能够按时供应所需原料,避免因原料短缺而导致的生产中止。
5.销售预测:根据销售预测来做出生产计划,以准确预测所需产量并避免产能浪费。
生产计划的制定是一个动态的过程,需要及时响应变化并进行调整。
注塑车间可以根据实际生产情况和市场反馈来调整生产计划,以提高生产效率和适应市场需求的变化。
以上是一个注塑车间的月度生产计划表的示例,注塑车间可以根据实际情况进行调整和优化,以实现高效生产和满足客户需求。
注塑车间生产日报表
机台号 订单号 物料编码
注塑车间生产日报表
班组实出勤人 数:
物料描述
材料型号
产品颜 色
生产日期:
请假人数:
旷工人数:
周期
日标准产 上一班 本班入 本班尾 达成率
量
尾数 库数 数 (%)
操作员
生产工 时
停机工 时
停机原因
合计: 备注:停机原因:A机器故障 B模具故Байду номын сангаас N改模 O试料 P返工 Q打扫卫生
C换模 D转换料 R待包材 S其他
E停电
F停水
G待料
H合格率低
1 本单据油印后由车间根据需要领用,车间员工或班组填写后交统计员报工存档; 2 纸张设计为A4纸打印,外部单据,由责任部门负责; 3 本单据需填写机台号、生产订单号、物料编号、物料描述、合格数、废品数、操作工时、停机工时。
I人为因素
J周期长
K待签样
L待单
M工艺更改
班组长签字:
主管签字:
统计员签字:
经理签字:
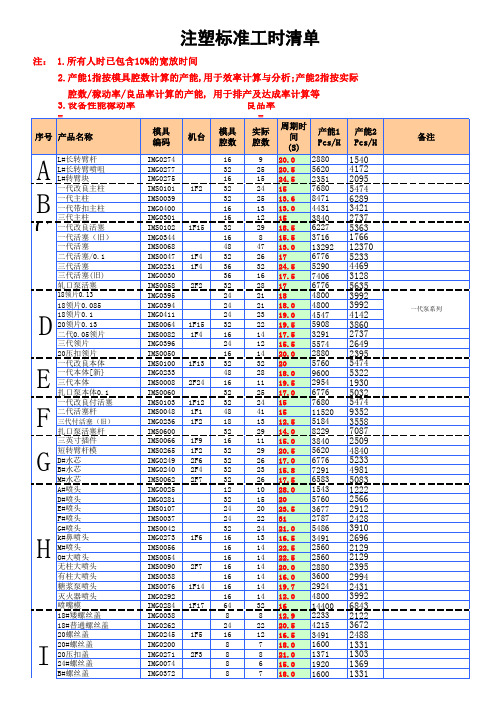
注塑标准工时2011-12-7
=
模具 编码
IMG0274 IMG0277 IMG0275 IMS0101 IMS0039 IMG0400 IMG0301 IMS0102 IMG0344 IMS0068 IMS0047 IMG0231 IMG0030 IMS0058 IMG0395 IMG0394 IMG0411 IMS0064 IMS0082 IMG0396 IMS0050 IMS0100 IMG0233 IMS0008 IMS0060 IMS0103 IMS0048 IMG0236 IMS0600 IMS0066 IMS0265 IMG0249 IMG0240 IMS0062 IMG0025 IMG0281 IMS0107 IMS0037 IMS0042 IMG0273 IMS0056 IMS0054 IMS0090 IMS0038 IMS0076 IMG0292 IMG0284 IMG0038 IMG0262 IMG0245 IMG0200 IMG0271 IMG0074 IMG0372
产能2 产能2 Pcs/H
备注
2F1
J K L
1F4 1F11 1F17 1F18 1F11 1F16 2F6
17牙6克瓶坯 19克透明管坯 120ml扁瓶管胚 120ML灵峰瓶坯 120ML灵峰瓶坯 200ml扁瓶管胚 100ml拉丝盖 230ml拉丝盖 250MLPET拉丝盖 35ml拉丝盖 海狗丸瓶盖
一代泵系列
序号 产品名称
F#螺丝盖 O#大圆盖 A#防尘盖 E#防尘盖 G#防尘盖 H#防尘盖 k#卡扣防尘盖 M#防尘盖 通用防尘盖 15ML止咳量杯 20ml量杯模 300ml电镀盖 ¢24.5卡扣盖 ¢35卡扣盖模
17牙4.5克瓶坯
模具 编码
IMS0036 IMS0055 IMG0402 IMG0006 IMS0043 IMG0053 IMG0272 IMS0057 IMG0362 IMG0207 IMG0270 IMG0204 IMG0073 IMG0034 IMS0045 IMS0044 IMS0014 IMS0015 IMS0093 IMS0087 IMS0012 IMG0100 IMG0251 IMG0121 IMG0363 IMG0377 IMG0208 IMG0109 IMG0052 IMG0279 IMG0288 IMG0212 IMG0070 IMG0324 IMG0334 IMG0266 IMG0333 IMG0440 IMG0439 IMG0428 IMG0295 IMG0296 IMG0261 IMG0062 IMG0393 IMG0047 IMG0019 IMG0364 IMG0418 IMS0039 IMS0027 IMS0069 IMS0070 IMS0071 IMS0075 IMS0072 IMS0068 IMG0399 IMS0073 IMS0074 IMG0367 IMG0366 IMG0285 IMG0286
注塑部日报表.1220xls

制表:
物料确认:
IPQC确认:
注塑经理复核:
人事行政稽核:
白夜班开机时间小于等于白夜班时间5日平均每小时的开啤合格总数当日开啤合格总数白班开机时间夜班开机时间6日合格开啤累总数当日各台机当日开啤合格总数每小时每台机的平均开啤合格数日合格开啤累总数当日各台机的开机时间的总和7每小时人均实际产量当日所生产的产品已入库数总和当日滞留待入库数的总和产能计算总工时制表
2)每台机每小时的目标开啤数因同一机器不同产品的模具或同一产品的模具不同注塑机有关:每台机平均开啤合格数=当日开啤合格总数÷(白班开啤数+夜班开啤数) 3)当日开啤合格总数(经品质认可的开啤产品数)小于等于白班开啤数+夜班开啤数 4)日平均每小时的开啤数=(白班开啤数+夜班开啤数)÷(白班开机时间+夜班开机时间);白(夜)班开机时间小于等于白(夜)班时间 5)日平均每小时的开啤合格总数=当日开啤合格总数÷(白班开机时间+夜班开机时间) 6)日合格开啤累总数=当日各台机当日开啤合格总数,每小时每台机的平均开啤合格数=日合格开啤累总数÷当日各台机的开机时间的总和 7)每小时人均实际产量=(当日所生产的产品已入库数总和+当日滞留待入库数的总和)÷产能计算总工时
(时) (时) 日平均开啤合格 数/H
合计: 日合格开啤累总数: 生产已入库数: 生产特记: 啤; 每小时每台机的平均开啤合格数: 个; 生产滞留待入库数: 啤; 每台机平均开啤合格率: 个;日生产胶壳总数: % 个
个;每小时人均实际产量:
说明:
1)产能计算工时=应出勤工时+借入工时-实缺勤工时-借出工时;有效产能工时=产能计算工时-返工工时-停线工时(日点检换模总耗时)
深圳盛德全科技有限公司 电源事业部生产日;制表日期:
注塑部生产日报表模板
9:00--10:00 21:00--22:00
10:00--11:00 22:00--23:00
11:00--12:00 23:00--24:00
12:00--13:00 24:00--1:00
13:00--14:00 1:00--2:00
14:00--15:00 2:00--3:00
15:00--16:00 3:00--4:00
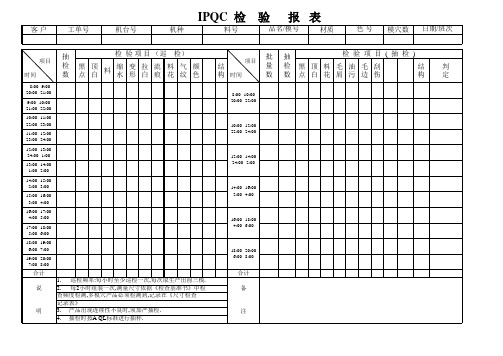
客户
工单号
机台号
IPQC 检 验 报 表
机种
料号
品名/模号
材质
色 号 模穴数 日期/班次
项目 时间
抽
检 验 项 目 (巡 检)
检 数
黑 点
顶 白
料
缩 水
变 形
拉 白
流 痕
料 花
气 纹
ห้องสมุดไป่ตู้
颜 色
结
项项目目
批 量
构 时间
数
抽
检验项目(抽检)
检 黑顶料毛油毛刮
结
数 点白花屑污边伤
构
判 定
8:00--9:00 20:00--21:00
8:00--10:00 20:00--22:00
10:00--12:00 22:00--24:00
12:00--14:00 24:00--2:00
14:00--16:00 2:00--4:00
16:00--18:00 4:00--6:00
18:00--20:00 6:00--8:00
合计 备
注
审
批准:
核:
作
业
IPQC:
员:
16:00--17:00 4:00--5:00
17:00--18:00 5:00--6:00
注塑效率表

文件類別 三階文件
注塑效率統計 方法實施細則
文件編號 BEI-0704
版本版次 B0
頁次 2OF5
一. 目的: 使注塑部效率更明確,同時考核相關部門或不同因素對注塑效率造成的影響,使問題點透明化. 二. 體現方法: IE 於每日,每周,每月進行日/周/月報表,以顯示具體產量效率及所有損耗工時的具體內容. 三. IE 效率日報表格式及各項內容說明: 注塑 IE 效率日報表分為臥式/立式車間兩種格式,分別如下:
文件類別 三階文件
注塑效率統計 方法實施細則
文件編號
版本版次 B0
頁
次
4OF5
17 入庫率: 17.1 R1.R2 表示本工作日各部品入庫數量與實際生產數量之比率; 17.2 R11.R22 表求本工作日臥式機臺/立式機臺入庫數量與實際生產數量總和之比率 18.模穴利用率 18.1 S1.S2 表示本工作日各部品實穴數量佔全穴數量之比率; 18.2 S11.S22 分別表示臥式機臺/立式機臺總實穴數量占總全穴數量之比率; 18.3 S 表示本工作日注塑之整體模穴利用率; 19. 生產效率: 19.1 T1/T2 分別表示各部品實際產能與實穴目標產能的比率; 計算公式: T1=(L1+L3)/K1; T2=(L2+L4)/K2; 19.3 T11.T22 分別表示本工作日臥式機臺/立式機臺所有注塑部品總實際產能與總實穴目標產能 之比率; 計算公式: S11=L11+L33/K11;S22=L22+L44/K22; 19.4 T 表示本工作日注塑總體之生產效率; 20. 時均產能: 20.1 表示注塑各部品相對于 180PCS/H 之產品每小時產量. 20.2 U1/U2 分別表示臥式機臺/立式機臺各部品之時均產能(生產工時); 計算公式:U1=O1/(I1+I3);U2=O2/(I2+I4) 20.3 U11/U22 分別表示臥式機臺/立式機臺之整體時均產能(生產工時); 20.4 U 表示前一年度注塑單位達成之時均產能(不含計劃停機工時),U33 表示當日注塑單位達成 之時均產能(不含計劃停機工時).計算公式:U33=(O11+O22)/(W-W3) 20.5 U3 本工作日注塑單位達成之時均產能與前一年度注塑單位達成之時均產能之提升比率. 21.實際出勤人力: 21.1 V 包含股長.組長.工程師.技術員.助理.生管.雜工.作業員.包裝員等在內的所有人員. 22.編制人力: 22.1 V1 為該部門(車間)截止當天所編配的人力. 23.支入人力: 23.1 V2 僅表示其他單位人力暫時性支援情況. 24.支出人力 : 24.1 V3“支出人力”表示暫時性支出到其他單位作業之人力; 25.請假人力: 25.1 V4 示該部門本工作日(8H)請假的人數,請假人力表示按每累積 8H 的請假工時折算成 1 個請 假人力計算. 26.總投入工時(W): 26.1 該工作日在編總機台數按每台 24H 計算所得之總工時; 27.合理工時及其所占總投入工時比率: 27.1 W1 為本工作日臥式機臺/立式機臺產生各種合理工時之總和.判斷標準詳見:BEI-0691. 27.2 W11 為本工作日臥式機臺/立式機臺總合理工時所占總投入工時之比率.即:W11=W1/W. 28.異常工時及其所占總投入工時比率: 28.1 W2 為本工作日臥式機臺/立式機臺產生各種異常工時之總和.判斷標準詳見:BEI-0691. 28.2 W22 為本工作日臥式機臺/立式機臺總異常工時所占總投入工時之比率.即:W22=W2/W.
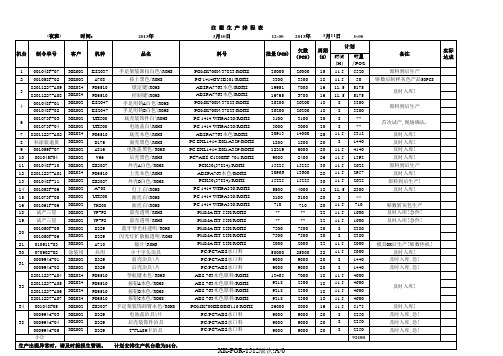
注塑生产排程表
实际 ห้องสมุดไป่ตู้成
1 2 3 4 6 7 8 9 10 11 12 13 14 15 16 18 19 20 21 30 31
001048F-07 001058F-02 82011227-A09 82011227-A08 001048F-01 001048F-02 001073F-03 001073F-04 82011227-A02 补涂装退货 001059F-07 001045F04 001048F-10 82011227-A01 001048F-11 001058F-06 001073F-05 001061F-06 试产三星 试产三星 001050F-05 001050F-06 010911-03 070902-02 000994d-01 000994d-02 82011227-A04 82011227-A05 82011227-A06 82011227-A07 001048F05 000994d-03 000994d-04 000994d-05 小计
XK002 XK002 XK024 XK024 XK002 XK002 XK002 XK002 XK024 XK002 XK002 XK002 XK002 XK024 XK002 XK002 XK002 XK002 XK002 XK002 XK002 XK002 XK002 涂装用 XK002 XK002 XK024 XK024 XK024 XK024 XK002 XK002 XK002 XK002
32
及时入库!
34 38
及时入库! 及时入库,急! 及时入库,急! 及时入库,急!
XK-FOR-1512版次:A/0
生产出现异常时,请及时提报生管课。 审核:
计划安排生产机台数为24台. 制表:
注塑产品生产日报表

班别:
机 模具编 生产订 台 号 单号
物料号
物料名称
XX有限公司
注塑产品生产日报表
年 月日
全周 秒
模 穴 数
标准 产量/ 小时
实际产ቤተ መጻሕፍቲ ባይዱ量
生产 工时
不良 数
异常备注
起止 时间
异常 工时
试换 模时
间
等工 工时
表单编号:
物料耗用(批次/数量)
操作员、操作工时
PET原 料
标贴
垫片
隔 板
珍 珠 棉
注:1.异常工时为机台故障调整维修、修模具等;2.试换模工时为试模、换模、换色等工时; 3.等工工时为停电、待料、量达停机等工时; 4.机台,生产订单号,物料号,物料名称要与计划部下达的派工单上信息一致,生产订单号既是派工单号. 5.物料消耗填写当天该订单用量,标贴和垫片要写明批次.
填写:
审核: