注塑车间机台日常检查表
注塑机详细版日常检查维护保养记录表
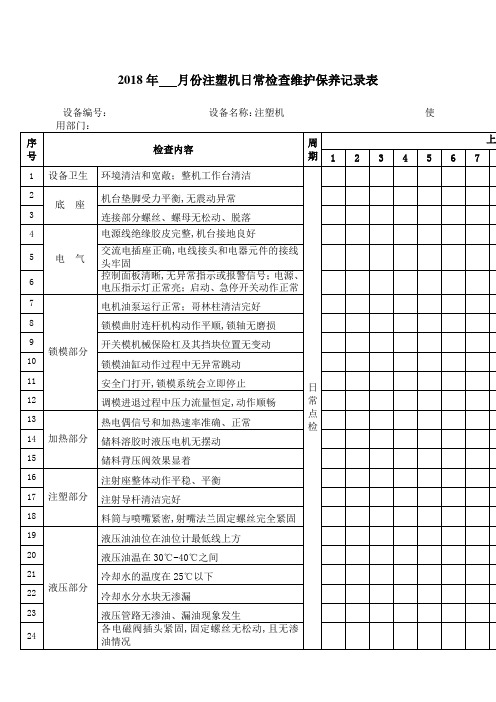
调模进退过程中压力流量恒定,动作顺畅
13
加热部分
热电偶信号和加热速率准确、正常
14
储料溶胶时液压电机无摆动
15
储料背压阀效果显着
16
注塑部分
注射座整体动作平稳、平衡
17
注射导杆清洁完好
18
料筒与喷嘴紧密,射嘴法兰固定螺丝完全紧固
19
液压部分
液压油油位在油位计最低线上方
20
液压油温在30℃-40℃之间
23
液压管路无渗油、漏油现象发生
24
各电磁阀插头紧固,固定螺丝无松动,且无渗油情况
25
压力表位置无松动且示数准确
26
打开安全门,液压保险机动液压阀准确压住,锁模会立即停止
27
润滑部分
润滑泵油箱内润滑油足够清洁无水、无杂质、无变质
28
润滑油油位、润滑泵状态灯正常显示,润滑动作正常
29
润滑压力表示数准确
30
润滑压力继电器信号准确输入
31
各润滑管路分配器通畅,各润滑油嘴出油正常
32
润滑中间管路无破口及漏油情况
备注情况
保养人签字姓
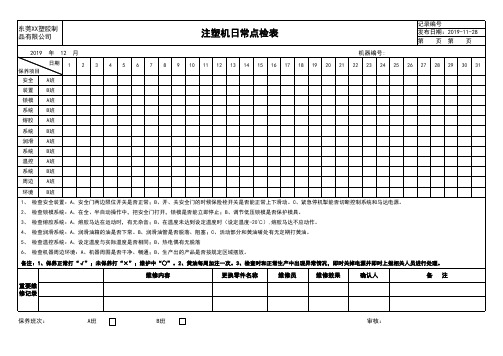
每次对设备进行检查和保养,并用“√”表示正常情况,“×”表示有异常情况,应在“备注情况”栏予以记录并联系相关人员处理,休息天划“/”
13
加热部分
热电偶信号和加热速率准确、正常
14
储料溶胶时液压电机无摆动
15
储料背压阀效果显着
16
注塑部分
注射座整体动作平稳、平衡
17
注射导杆清洁完好
18
料筒与喷嘴紧密,射嘴法兰固定螺丝完全紧固
19
液压部分
液压油油位在油位计最低线上方
63.注塑机日常点检表

电器箱、柜与线路符合要求,控制台各参数显示完好、功能指标清楚,按键动作灵敏可靠
4
液压管路连接可靠,油箱及管路无漏油,控制系统开关齐全,动作可靠
5
模具各紧固螺栓齐全,无松动、变形、裂纹
6
自动取料装置标识清楚、动作灵敏,所控制的工作部件动作准确,机械手的活动区域应有护栏
异常情况记录
1
8
15
2
9
16
3
10
注塑机
点检月份:年月编号:SZHD-39
设备名称
注塑机
规格型号
设备编号
操作者A
操作者B
操作者C
使用部门
检查日期
点检内容 点检记录
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
防护罩、盖、栏的安装应牢固,无明显的锈蚀或变形,且与电气联锁
2
操作平台结构合理,不得有严重脱焊、变形、腐蚀和断开、裂纹等缺陷
17
4
11
18
5
12
19
6
13
20
7
14
21
备注
查方法:看、听、试
2.检查周期:每天。(由车间负责人负责)
重大安全隐患记录
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
塑料注射成型机日常点检表

设备编号:BZ-JGSB-20
电 器
热电偶
加热器 线路无松脱、完好 油冷却器 开关完好、指示灯亮 计数器 完整、显示正常 脉冲发生器 外形正常 变频器 完整、动作正常 空气开关 完好 油冷却器 无泄漏
自动润滑系 油位、油压、油脂正 统 常,润滑出油正常
机 械
液压元件 气压元件 固定螺丝 固定防护门
无泄漏,供油正常, 油油泵及马达无异响 、异热 动作灵活 无松动、脱落 紧固、无松动
包装部包材基地设备日常点检表
使用部门:包装部包材区域
年
10 11 12 13 14 15 16
巡检负责人:
月
17 18 19 20 21 22 23 24
S-班; D-天;
25 26 27
说明异常情况。 每班检查定为开机点10分钟!
每月10日、25日由当班班长组织设备清洁保养并检查
; W-1 备注
设备清洁保养并检查
包装部包材基
设备名称:塑料注射成型机
编号: BZ/JL-6.3-10
点检项目 操作台柜 指示灯 开关、按钮 电机 点检内容 外壳完整、清洁 显示正确 完好、弹性正常、动 作一致 无异音、异热、异振 动,外形完好 紧固、使用正常 点检 频次 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1/S 1 2 3 4 5 6 7 8 9 10
1/S 1/S 1/S 1/S 1/S 1/S 1/S
设备运行时间(分钟) 设备维修时间(分钟) 点检人签字(竖签)
当班检修员签字 专检员签字(当班第一个白班) 当班班长检查签字(当班第二个晚班) 设备管理员查阅签字(附签字日期)
1/S 1/W 2/M 2/M
注塑机点检表

故障无大小,责任重如山。
注塑机点检表
设备型号: 设备编号: 记录符号正常 (√ ) 异常( × ) 已修复 (○ ) 检查 项目 检查内容 月 1.机台区域,工作现场整洁 清洁 2.模具表面,导柱是否清洁 1.警急按钮是否有效 2安全门行程开关是否正常 安全 3.机械安全挡板是否正常 1.机台油泵运转声音是否正常 2.模具开合模声音是否正常 3.模具水路、压板螺丝是否正常 4.加热温度是否正常 5.电路部分是否有短路、异味 状态 6.机台模具是否漏水、滴油 7.液压油位是否正常 8.各主要技术性能能否满足生产工艺要求 9.设备操作系统或操作机构是否操作灵活可靠 10.各种指示仪表、计量器具能否准确显示 1.机铰、导轨、模具导柱是否润滑 润滑 2.检查油标及各润滑点加油 班长每周确认: 操 作 人 建议增减项: 技术部每月确认: 厂部审核:
注塑机日常保养点检记录表

√/
//
//
//
//
8 炮筒发热壳温度是否正常、稳定,冷却水是否正常 √ /
//
//
//
//
9 机台急停掣是否正常、控制板桉键是否有效
√/
//
//
//
//
10 机台润滑情况
√/
//
//
//
//
保养人签名
/
//
//
//
//
备注: 1.日保养在每个工作日进行,周六、日、休息日无需进行日保养;
2.周保养在每周一进行,如有特别可安排顺延;
月/年保 养 项 目
1 油温温度:45±5℃,油位达到油箱容积3/4--4/5 2 电箱冷却扇、空气过滤网、旁路过滤器清洗 3 炮筒电热部份温度,电线接头、感温线、保险丝检查 4 润滑油补充、润滑油路漏油检查 5 各操作控制开关、安装松紧度、面板固定螺丝检查 6 油室漏油、漏水检查,残留油、水混合物、杂物清洁 7 螺杆固定螺丝检查,活塞、连接室清洁
保养周期
13 月月
1月
2月
3月
4月
5月6月Βιβλιοθήκη 7月8月9月 10月 11月 12月
√
///////////
√
///////////
√
///////////
√
/
/
/
√
/
/
/
√
/
/
/
√
/
/
/
保养人签名
异常情况记录 注:点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态,应在“异常情况记录”栏予以记录。
设备点检保养记录表
注塑机日常点检表_2

日点检保 养项目
润滑系统
安全门位置
电路开关是否正常
游标是否正常
加热系统偏差值
液压部位是否漏油
电子阀是否正常
周保养项 目
检查油压运作是否正常
清洁机身灰尘和工作台杂物
点检人:
做好机器内的5S
月保养项 活动部位是否正常
目
程序是否正常
点检人: 备注:1、日检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。如休息天划“/”,有数据的项目必须用数据填写,每日上班确认。
设备编 号:
确认结果
注塑车间设备日常点检表
时间
设
备保年月日来自1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
保养内容与点检标准
清洁机身灰尘和工作台杂物
马达运转状况
冷却系统是否正常
发热部位运转状况
2、周检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。每周六点检。
3、月检项目:检查OK划“√”,检查NG划“X”,并做相应的检修记录。每月28号点检并注明日期。
责任人: 审核:
4、对于漏检或检查与实际不符的给予相关责任人扣1分。
注塑设备点检表

注塑设备点检表注塑车间艾欧史密斯注塑机每日检查/维护/保养表机台: 检查/维护/保养人: 201 年月日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 25 27 28 29 30 31 A B C D E F G H I 检查维护项目:A确定紧急停止按制能切断油泵部份马达电源。
B保持注塑机和机身四周清洁。
C检查温度针与发热筒是否操作正常。
D检查安全门拉开时能否终止锁模。
分别用手动、全半自动操作锁模进行测试。
E检查模具是否稳固安装在锁模头板及移动模板上。
F检查各冷却运水喉管是否有漏水现象,收紧漏水的喉管。
G检查所有罩板是否稳固安装于机器上。
H开机运行一段时间后,检查油温是否上升超过摄氏50度。
检查供应冷却的冷却运水温度,油温应保持30-50摄氏度。
I检查机械安全锁是否操作正常。
注明:正常或已完成此项工作打?;异常打×;待修打◎;修好?;停机打?。
艾欧史密斯注塑机每月检查/维护/保养表检查/维护/保养人: 201 年月日机台 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 25 27 28 29 30 A B C D E F G 检查维护项目:A检查各润滑喉管是否有折断或破损。
B检查各安全门限位咭制的滑轮是否有磨损。
C检查机械各活动组件螺丝是否松脱,如有则重新收紧。
D检查各电器件与接线是否有松脱,如有则重新收紧。
E检查油压系统的工作压力是否过低或过高。
F 检查全机的各部份是否有漏油现象,如有则收紧漏油的油喉接头或更换损坏油压组件油封。
G检查系统压力表是否操作正常。
注明:正常或已完成此项工作打?打;异常打×;待修打◎;修好?;停机打?。
艾欧史密斯注塑机年终检查/维护/保养表检查/维护/保养人: 201 年 12月日机台 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 25 27 28 29 30 A B C D E F G H I J 检查维护项目:A检查安全机械部份的固定螺丝是否收紧。
注塑机日常维护保养检查表
保养班次:
A班
B班
审核:
6、 检查机器周边环境:A、机器周围是否干净、畅通;B、生产出的产品是否按规定区域摆放。
备注:1、保养正常打“√”;未保养打“×”;维护中“○”。2、黄油每周加注一次。3、检查时和正常生产中出现异常情况,即时关掉电源并即时上报相关人员进行处理。
重要维 修记录
维修内容
更换零件名称
维修员
维修效果
确认人
备注
3、 检查熔胶系统:A、熔胶马达在运动时,有无杂音;B、在温度未达到设定温度时(设定温度-20℃),熔胶马达不应动作。
4、 检查润滑系统:A、润滑油箱的油是否下常。B、润滑油管是否脱落、阻塞;C、活动部分和黄油嘴处有无定期打黄油。
5、 检查温控系统:A、设定温度与实际温度是否相同;B、热电偶有无脱落
安全 A班
装置 B班
锁模 A班
系统 B班
熔胶 A班
系统 B班
润滑 A班
系统 B班
温控 A班
系统 B班
周边 A班
环境 B班
1、 检查安全装置:A、安全门两边限位开关是否正常;B、开、关安全门的时候保险栓开关是否能正常上下滑动。C、紧急停机掣能否切断控制系统和马达电源。
2、 检查锁模系统:A、在全、半自动操作中,把安全门打开,锁模是否能立即停止;B、调节低压锁模是否保护模具。
东莞XX塑胶制 品有限公司
注塑机日常点检表
记录编号 发布日期:29 年 12 月
机器编号:
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 保养项目