流水线线瓶颈改善案列
流水线平衡改善精益生产
毕业实习案例分析及实习报告学院:商学院专业:实习企业:指导老师:学生学号姓名:3.2工作环境改善(1)改善背景经过查看生产ERP系统,注意到M产品的UI自动化测试环节的制程重测不良比较多,占比为56.6%如图5,制程重测在本公司的定义为第一次测试未通过,换一台机器重新测试,二次测试通过。
因为UI自动化测试的工时达5min,重新测试的话会造成工时的大量浪费,交付周期延长,质量水平下降,因此急需要进行改善。
图5 UI自动化测试Pareto图(2)现状分析收集UI自动化测试的测试数据,并进行汇总分析并绘制柏拉图如图6,发现MIC不良占比比最多,前往现场维修站,询问技术员MIC不良的原因,得知MIC不良在公司的定义为UI测试机器通过人工嘴给产品MIC孔输出一个固定频率的声音,通过测试产品输出的信号功率大小是否在标准范围内,如果未在范围内便是测试不通过,反之,其次,咪孔的对外界声音比较敏感,稍微偏大的声音,便会造成MIC孔接收到的实际频率偏大,而不是标准固定的频率。
图6 UI制程重测Pareto图再观察UI自动化测试机器的人工嘴结构,发现该机器的屏蔽门存在很大的缝隙如图7,并未起到一个密封的条件进行测试,当人工嘴向MIC孔输出声音时,因为外界的生产环境比较复杂,存在很多嘈杂的声音,而测试环境受到外界声音很大的影响。
造成实际MIC接受的声音频率偏大,最终造成输出的功率偏大造成不良重测。
图7 UI测试机器屏蔽门现状(3)改善方案为了尽可能地降低改善成本,而达到实际所需要的改善效果,通过采用一些硅胶海绵在测试机器的屏蔽门周围进行封闭如图8,这样不会影响屏蔽门的正常开关,但又能起到屏蔽的效果。
图8 UI测试屏蔽门改进图(4)预计效益通过硅胶海绵将屏蔽门的缝隙进行屏蔽,可以给测试机器在测试声音环节时提供一个达到标准的环境条件,而且在经济上可以。
经过计算,改善前的平均通过率为82%,而因为MIC不良制程重测原因占比为56.6%,通过改善后预计可以将直通率提高到92%以上。
流程改造及生产瓶颈解决案例
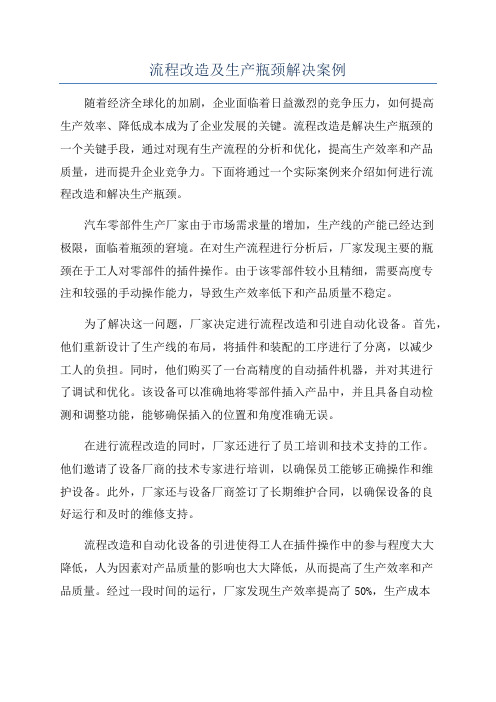
流程改造及生产瓶颈解决案例随着经济全球化的加剧,企业面临着日益激烈的竞争压力,如何提高生产效率、降低成本成为了企业发展的关键。
流程改造是解决生产瓶颈的一个关键手段,通过对现有生产流程的分析和优化,提高生产效率和产品质量,进而提升企业竞争力。
下面将通过一个实际案例来介绍如何进行流程改造和解决生产瓶颈。
汽车零部件生产厂家由于市场需求量的增加,生产线的产能已经达到极限,面临着瓶颈的窘境。
在对生产流程进行分析后,厂家发现主要的瓶颈在于工人对零部件的插件操作。
由于该零部件较小且精细,需要高度专注和较强的手动操作能力,导致生产效率低下和产品质量不稳定。
为了解决这一问题,厂家决定进行流程改造和引进自动化设备。
首先,他们重新设计了生产线的布局,将插件和装配的工序进行了分离,以减少工人的负担。
同时,他们购买了一台高精度的自动插件机器,并对其进行了调试和优化。
该设备可以准确地将零部件插入产品中,并且具备自动检测和调整功能,能够确保插入的位置和角度准确无误。
在进行流程改造的同时,厂家还进行了员工培训和技术支持的工作。
他们邀请了设备厂商的技术专家进行培训,以确保员工能够正确操作和维护设备。
此外,厂家还与设备厂商签订了长期维护合同,以确保设备的良好运行和及时的维修支持。
流程改造和自动化设备的引进使得工人在插件操作中的参与程度大大降低,人为因素对产品质量的影响也大大降低,从而提高了生产效率和产品质量。
经过一段时间的运行,厂家发现生产效率提高了50%,生产成本降低了30%,产品质量稳定了95%以上。
并且,由于自动化设备的引进,工人的工作环境也得到了大大的改善,减少了对工人身体的损伤。
总之,流程改造和自动化设备是解决生产瓶颈的一个重要手段。
通过对现有生产流程的分析和优化,引进适当的自动化设备,可以提高生产效率、降低生产成本、稳定产品质量,从而提升企业的竞争力。
同时,员工培训和技术支持也是确保设备良好运行和提高工人操作能力的重要保障。
《案例-生产线平衡改善案例OK》
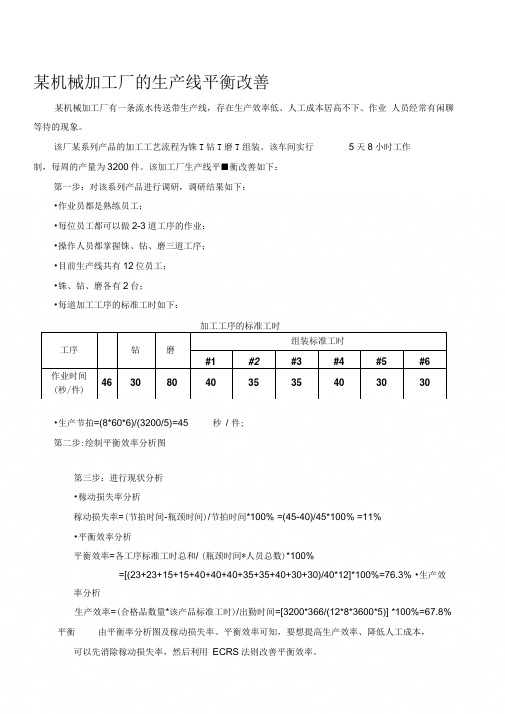
某机械加工厂的生产线平衡改善某机械加工厂有一条流水传送带生产线,存在生产效率低、人工成本居高不下、作业人员经常有闲聊等待的现象。
该厂某系列产品的加工工艺流程为铢T钻T磨T组装。
该车间实行5天8小时工作制,每周的产量为3200件。
该加工厂生产线平■衡改善如下:第一步:对该系列产品进行调研,调研结果如下:•作业员都是熟练员工;•每位员工都可以做2-3道工序的作业;•操作人员都掌握铢、钻、磨三道工序;•目前生产线共有12位员工;•铢、钻、磨各有2台;•每道加工工序的标准工时如下:加工工序的标准工时组装标准工时工序钻磨#1#2#3#4#5#6作业时间463080403535403030 (秒/件)•生产节拍=(8*60*6)/(3200/5)=45 秒/ 件;第二步:绘制平衡效率分析图第三步:进行现状分析•稼动损失率分析稼动损失率=(节拍时间-瓶颈时间)/节拍时间*100% =(45-40)/45*100% =11%•平衡效率分析平衡效率=各工序标准工时总和/ (瓶颈时间*人员总数)*100%=[(23+23+15+15+40+40+40+35+35+40+30+30)/40*12]*100%=76.3% •生产效率分析生产效率=(合格品数量*该产品标准工时)/出勤时间=[3200*366/(12*8*3600*5)] *100%=67.8% 平衡由平衡率分析图及稼动损失率、平衡效率可知,要想提高生产效率、降低人工成本,可以先消除稼动损失率,然后利用ECRS法则改善平衡效率。
第四步:消除稼动损失率消除稼动损失率的核心手段是提高生产量,使生产节拍时间与瓶颈时间相同或接近,即每周产量由3200件提高至3600件。
提高后的生产节拍=实际出勤时间/实际生产数量=8*60*60/(3600/5)=40秒/件这样可以直接减少人员等待时间,大大提高生产效率,改善后的生产效率为:生产效率=(3600*366) / (12*8*3600*5 ) *100%=76.3%第五步:通过ECRQt则进行改善由丁铁、钻的标准时间为23+23+15+15=76秒V 2个生产节拍,因为作业员熟知操作铁、钻、磨工序,所以可以减少一台钻,由4人变为2人操作。
朗欧企业管理咨询案例:LJJM笔业打造流水线提升装配效率
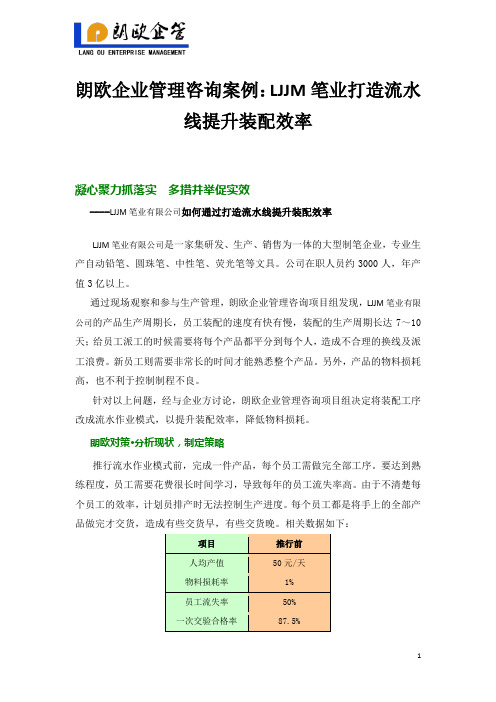
朗欧企业管理咨询案例:LJJM笔业打造流水线提升装配效率凝心聚力抓落实多措并举促实效----LJJM笔业有限公司如何通过打造流水线提升装配效率LJJM笔业有限公司是一家集研发、生产、销售为一体的大型制笔企业,专业生产自动铅笔、圆珠笔、中性笔、荧光笔等文具。
公司在职人员约3000人,年产值3亿以上。
通过现场观察和参与生产管理,朗欧企业管理咨询项目组发现,LJJM笔业有限公司的产品生产周期长,员工装配的速度有快有慢,装配的生产周期长达7~10天;给员工派工的时候需要将每个产品都平分到每个人,造成不合理的换线及派工浪费。
新员工则需要非常长的时间才能熟悉整个产品。
另外,产品的物料损耗高,也不利于控制制程不良。
针对以上问题,经与企业方讨论,朗欧企业管理咨询项目组决定将装配工序改成流水作业模式,以提升装配效率,降低物料损耗。
朗欧对策·分析现状,制定策略推行流水作业模式前,完成一件产品,每个员工需做完全部工序。
要达到熟练程度,员工需要花费很长时间学习,导致每年的员工流失率高。
由于不清楚每个员工的效率,计划员排产时无法控制生产进度。
每个员工都是将手上的全部产品做完才交货,造成有些交货早,有些交货晚。
相关数据如下:项目推行前人均产值50元/天物料损耗率1%员工流失率50%一次交验合格率87.5%装配周期3~10天成立流水作业,把原来的工作台模式全部转为流水线上作业,将原来每个人做完整支笔改为每个人只做部分工序,每个人的学习周期就会变短,员工几天就可以很熟练地掌握本工序的操作方法,这样装配的效率就会大幅度提升。
朗欧对策·规范流水作业,推行样板线原来的工作台模式作业,员工需独立完成全部工序,加之物料不能配套供应,员工效率有高有低,有的工位紧张、有的工位又没事做,装配的效率难以提升。
为使流水线作业取得预期的效果,项目组针对流水作业遇到的问题推出以下改善动作:针对问题具体动作员工想离岗就离岗,造成流水线停线。
流水线生产方式的局限性和改进思路
流⽔线⽣产⽅式的局限性和改进思路流⽔线⽣产⽅式取得了极⼤的成功,并且被世界各地的企业管理者学习和模仿。
但是流⽔线⽣产⽅式并不完美,丰⽥公司的创始⼈丰⽥喜⼀郎和他的侄⼦丰⽥英⼆曾先后到福特汽车公司“朝觐”,他们的收获很⼤,但是丰⽥英⼆在考察结束完写给总部的报告⾥有⼀句⼴为流传的话:“那⾥的⽣产体制还有进⼀步改进的空间。
” 流⽔线⽣产⽅式的确不完美,它⾄少存在以下不完美的地⽅: 第⼀,为了追求分⼯专业化的效率,它往往被分解成很多的⼯序,相应地需要较多的作业者,⽽且这些作业者从事的是较枯燥的、简单的、重复性的⼯作。
有⼈指责亨利·福特的流⽔线式⽣产侮辱了原先⽣产者作为“⼿艺⼈”的荣誉。
⼈是有思维能⼒的,流⽔线上的作业者也会有⾃⼰的想法,并经常把这些想法带到⼯作中,以⾄于亨利·福特本⼈为此曾感慨:“我只需要每个⼈的⼀双⼿,可是他们却把脑袋也带来了。
” 第⼆,为了实现流⽔线的顺畅运转,需要进⾏⽣产线平衡,也就是⽣产线流动要保持⼀定的“节拍”,这个节拍由传送带的移动速度控制。
⽽为了达到总体的协调和效率,在局部必须有效率的损失,也就是“平衡率”⼏乎不可能得到1,流⽔线平衡率与1的差距就是流⽔线的效率损失。
第三,为了使作业者能够在传送带边上的作业台排开以实现流⽔作业,流⽔线⽣产通常要求较⼤的⾯积。
⽽最⼤的问题是,为了得到最⾼的⽣产效率,流⽔线必须尽可能地保持⼀直运转。
可以极端化地想象⼀下,还是上⾯那个例⼦,⼀个不分⼯时需要30分钟的⼯作,通过流⽔线⽣产可以缩短到21分钟完成,但是需要7个⼈同时作业。
如果只⽣产1件产品的话,那么需要的⼯作量就是21×7=147⼈·分钟,远远超出原来30⼈·分钟。
对于流⽔线式⽣产来说,⽣产的批量越⼤,流⽔线越是正常运转,效率的优势就越明显,反过来,如果⽣产的批量较⼩,则效率优势不明显,乃⾄丧失。
因为每⼀次产品的变更,都需要重新的⼯作研究以及⽣产的重新安排,并需要相应的培训。
产线问题点及改善案例
产线问题点及改善案例产线问题点及改善案例1. 引言在现代工业生产中,产线起到了十分重要的作用。
然而,由于各种原因,产线也会面临一些问题。
本文将对产线问题点进行全面评估,并提供改善案例,以帮助生产企业提高效率和质量。
2. 问题点评估2.1 人力资源问题:在一些生产企业中,由于人力资源不足或者不合理的配置,导致产线效率低下。
人员缺乏培训,导致操作不规范,无法实现最佳效果。
解决这个问题的方式是通过加强培训,提高员工的技能水平,增加操作的熟练度。
2.2 物料供应问题:物料供应不及时、质量不稳定,会对产线造成很大影响。
物料不足会导致产线停工,而质量问题会浪费时间和资源。
改进供应链管理,加强与供应商的合作,确保物料的及时供应和质量可靠,是解决这个问题的关键。
2.3 设备故障问题:产线中的设备故障会导致生产线停工,影响产能和生产效率。
维护设备并进行定期检修,以及提前采取预防性维护措施,可以减少设备故障的发生。
引入智能制造技术,实现设备的远程监控和诊断,也能大幅提高设备的可靠性和稳定性。
2.4 工艺流程问题:生产过程中的不合理工艺流程会导致产线效率低下和质量问题。
通过对工艺流程进行优化和改进,可以减少生产过程中的浪费和瓶颈,提高生产效率和质量稳定性。
采用精益生产的方式,通过价值流分析和价值流映射来识别和消除浪费。
3. 改善案例3.1 人力资源问题改善案例:ABC电子公司生产部门发现,由于工人操作不规范导致产线效率低下。
为了解决这个问题,公司决定加强工人培训,并搭建了一个虚拟实训系统,让员工在模拟环境下进行操作训练。
经过一段时间的培训和实践,员工的操作技能得到了显著提高,产线效率得到了明显提升。
3.2 物料供应问题改善案例:XYZ汽车公司的供应链管理存在一些问题,导致生产线物料供应不及时和质量不稳定。
为了解决这个问题,公司与供应商建立了更紧密的合作关系,并共享信息和数据。
通过供应商准时交付和质量追溯体系的建立,物料供应问题得到了根本解决,产线运行更加稳定。
试谈流水生产线的改善

路漫漫其修远兮, 吾将上下而求索
6、生产线平衡分析步骤
➢ 决定分析对象和要达到的目标。 ➢ 取得相关人员的理解和帮助。 ➢ 分解各工序的作业单元。 ➢ 测定每个作业单元的时间。 ➢ 实际修正测定工时。 ➢ 求出每个线点时间。 ➢ 作成线点运行表。 ➢ 计算平衡效率(浪费率)。 ➢ 研讨工序平衡。
=∑ti/(人数×CT)×100% 生产线的平衡损失率计算公式 平衡损失率=1-平衡率
路漫漫其修远兮, 吾将上下而求索
3、生产线平衡的目的
➢ 物流快速,减少生产周期。 ➢ 减少或消除物料或半成品周转场所。 ➢ 消除瓶颈,提高作业效率。 ➢ 稳定产品品质。 ➢ 提升工作士气,改善作业秩序。 ➢ 为了缩短等待时间。 ➢ 可以提高人员、机械的运作效率。 ➢ 可以谋求省人化、省力化。 ➢ 可以谋求机械化、自动化。 ➢ 为了进行新的工序设计或工序编成。 ➢ 可以提高作业效率。
E
工作站
2
工作站
12
3
F
9
C
12
G
12
H
12
I
路漫漫其修远兮, 吾将上下而求索
8
J
工作站 4
工作站
5
9
K
效率计算
效率= T NaC
= 195 = 0.77或77% 5x50.4
路漫漫其修远兮, 吾将上下而求索
路漫漫其修远兮, 吾将上下而求索
J型马车的流程图
12
工作站
产线流水线平衡改善范例以及报告

高
高 高
改善方案:
1、拆机壳工站拆分为2个,1个负责拆机壳、 透明片检查;另一个负责切隔板 2、装屏与装喇叭、咪头工站位置交叉互换 3、在装屏与装主板之间,增加一个工站,负责 安装按键、剪显示器支架 4、减去合盖工位插线部分,分割到装切换板工位
改善前工位图:
改善后工位图:
80D21数据分析表:
80D21流水线效率提升报告
第三部分:再次改善
主因分析:
人 机
线速设定缺乏依据 新人操作不熟练
工作内容不固定
工艺分配不合理 来料不良比例高
现场物料没有及时处理
平 衡 率 、 产 量 低
料
法
环
具体分析:
工站 拆机壳 切隔板 装喇叭、咪头 装屏 装按键、切隔板 装主板 装切换、插线 合盖 新人,操作速度慢 主板来料不良 中 高 主因分析 影响程度
时间
45 40 35 30 25 20 15 10 5 0
柱状图:
拆 机 壳 切 隔 装 板 喇 叭 、 咪 头 装 装 按 屏 键 、 剪 支 架 装 装 主 切 板 换 板 、 插 线 合 盖
各工站工时图
工站
时间
结果分析:
单小时人均产能提升:48.39% 产线平衡率:81.27%
(√) (×)
预期效果:
红色装主板工位,为预测值
许长伟 2012.08.27
第四部分:持续改进方向
80D21流水线效率提升报告
第一部分:现状描述
问题描述
1、问题描述 工站间存在积压、等待现象
产线平衡率较低 小时产量、日产量较低
改善目标
产线平衡率至少85% 单小时人均产能至少提升50%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
人机操作分析图 时间轴
状态
min s
设备 作业内容
分度盘旋转 铆接头前进下降
状态
CT
1 2 4
5.0
旋铆铆钉A
Analyse
人员等待 空闲率36%
铆接头回原点 20.0
分度盘回起始位
5 1
: 表示人或机作业状态
: 表示人或机空闲状态
8
Solutions 改进阶段
装弹簧及注油
Improvement
9
14
Validation
Thank you !
15
流水线线瓶颈改善,效率提升
1
Project context 项目背景
装配线从投入运行约半年,目前整线节拍效率未达到目标状态,存在较多 问题,目前单班最大产出1492PCS。通过产线分析,动作改善来消除瓶颈, 提升单班产出量。
2
Define
Team and Schedule 团队及计划
Project Leader: xxx Team Member: xxx、 xxx 、 xxx 、 xxx
5
Reason analysis原因分析
6
Analyse
Reasons for validation原因验证
装弹簧及注油动作分析
人 作业动作分解
取铆接完上轨
人机操作分析图 时间轴
min
设备 状态 作业内容 CT
状态
1 3 2 1 1 1
s
从料盒中取一个弹簧放入上轨中 上轨放入定位工装中
启动设备 取出上轨组件 伸手拿一个解锁工装
CT:16S,单班产出:2052 (增加560PCS)
25 20 15
Improvement
10 5 0
销钉与 弹簧装 打下轨 打下轨 下轨注 上下轨 测力打 齿板铆 配及注 前端挡 磨合 行程挡 铆脚 油 配对 标 接 油 点 点 15 16 9 15 13 15 15 13 16
系列1
13
Savings 改善收益
人机操作分析图 时间轴
状态
min s
设备 作业内容
分度盘旋转 铆接头前进下降
状态
CT
1 2 4
5.0
旋铆铆钉A
Improvement
人员等待 空闲率25%
: 表示人或机作业状态
20.0
: 表示人或机空闲状态
CT达到:16S
12
Before改进前
CT:22S,单班产出:1492 PCS
After改进后
20160510
20160518
20160525
20160530
20160610
3
Clear the process明确过程
弹簧装配及注 油工位
4
Measure
Describe the process status描述过程现状
产线节拍分析
Measure
现状: 瓶颈工位弹簧装配及注油CT:22S,铆脚CT:19S 单班产出:1492 PCS
Measures to validate措施验证
设备等待,空 闲率:81%
CT达到:16S 11
Improvement
Measures to validate措施验证
人 作业动作分解
按钮启动 取2颗铆钉放入工装 取一前脚放入工装并 传入铆钉 取一根轨 轨放入工装 1 2 5 1 3 铆头上升移动 10.0 铆接铆钉B 15.0 铆接头回原点分度盘回 起始位 3 4 2
5.0
设备等待,空 闲率:86%
10.0
设备自动铆接
3
装解锁工装
8
15.0
Analyse
转身将上轨放入装配上轨工装内
2
20.0
: 表示人或机作业状态
: 表示人或机空闲状态
7
Reasons for validation原因验证
铆脚工位动作分析
人 作业动作分解
按钮启动 取2颗铆钉放入工装 取一前脚放入工装并 传入铆钉 取一根轨 轨放入工装 1 2 5 1 3 铆头上升移动 10.0 铆接铆钉B 15.0 4 2
• Project Schedule:
Milestone 里程碑 Define 定义 20160510 Measure 测量 20160515 Analyse 分析 20160520 Improvement 改善 20160525 Control 控制 20160530
Define
Target Date 目标日期 Actual Date 实际日期
装配弹簧时,工装定位座压到齿板,造成齿板与齿窗过深干涉。齿板难解锁。解锁机构装入耗时8S。 调整工装定位座,压头高度,改善了上述问题,节省6S。
Solutions 改进阶段
铆脚工位 铆接动力头
分度转盘
Improvement
10
改善前:铆接动力头回到原点(5S)后分度盘转动 改善后:程序优化,铆接动力头上升的同时,分度盘开始转动,节省3S。
通过改善后,产线节拍目前16S,单班最大产出2052PCS,产出提高:
560PCS. 年收益:
人工费用
每班工作时间 每班操作人数
每小时人工费用 生产节拍 每班产量 单件人工费用 人工费用
Байду номын сангаас
改善前
12 9
35.00 22 1492 ¥2.5329 ¥405,263.16
改善后
12 9
35.00 16 2052 ¥1.8421 ¥294,736.84 ¥110,526.32