1车间简介1
炼钢工艺简介(1)
氧气顶吹转炉炼钢法的特点
• 利于自动化生产和开展综合利用 • 氧气顶吹转炉炼钢冶炼时间短,生产率高
,其机械化程度较高,有利于实现生产过程 的自动化,也有利于开展综合利用,如回收 煤气、炉尘(做烧结矿原料)等。
炼钢工艺简介(1)
四、炼钢基本原理
炼钢基本原理
一、什么叫钢
一般把碳小于2.11%的铁碳合金称为钢。 二、什么叫炼钢
炼钢工艺简介(1)
氧气顶吹转炉炼钢法的特点
• 原料消耗少,热效率高、成本低 • 氧气顶吹转炉炼钢的金属消耗一般为1100~1140
公斤/吨钢,稍高于平炉(但在良好燥作情况下 ,金属消耗与平炉接近)。但由于顶吹转炉的热 源是利用铁水本身的物理热和化学热,热效率高 ,不需外加热源,因此在燃料和动力消耗方面均 较平炉、电炉低。由于氧气顶吹转炉炼钢法具有 高的生产率和低的消耗,所以钢的成本也较低。
四、一炼钢技术经济指标
一炼钢在今年前几个月与国内部分同类生产厂指标相比, 在钢铁料消耗、日历作业率上差别较大.而与全国平均水平相 比各项指标均好于同时期的全国平均水平。 ➢ 钢铁料消耗比莱钢高21kg/t,比全国平均低了7.4 kg/t ➢ 日历作业率上比南京低15.56%,比全国平均高2.64% ➢ 氧气消耗比莱钢高3.78m3/t,比全国平均低3.85m3/t。 ➢ 转炉冶炼周期比安阳多1.56min,比全国平均低6.9min。 ➢ 炉衬寿命比莱钢略低。 ➢ 具体对比数据见附表。
➢音频化渣技术:2000年转炉与上海工业大学合作开发的音 频化渣技术,该项技术能根据炉内反应的声音,分析炉渣 的性质,及时指导氧枪枪位控制,促进化渣
炼钢工艺简介(1)
➢ 转炉数据静态模拟控制:2001年,转炉与上海阿塞克自动 化公司合作,开发出转炉数据静态模拟控制系统,使小转炉 炼钢局部实现自动化,降低了劳动强度,改善了生产环境, 提高了转炉作业率及生产效率。
车间工艺(1)
1、进库:1)、冻货:要求全部放在排管上。
2)、鲜货:分割肉——按照车号、品名、店名分开放在鲜货排管上;白条——按照一定的距离排好;副产——按照成都、邛崃分开放好。
3)、出鲜货:将所有货品全部出到月台上,并按照小标签的内容,分车次摆放整齐,车次之间需留有60cm的间距;未分车次的小部分产品按成都、邛崃片区区分堆码,统一堆放于靠冷库房墙角处。
堆码串货控制在5‰以内。
2、包装、装车:1)、出库或装车,按大件25件、小件50件;2)、包装时定人定位;3)、堆码整齐;4)、产品标明生产日期;5)、产品做到先进先出原则;6)、公用具、环境卫生打扫干净;7)、装车时从各个地方抽人装车;8)、任何情况注意安全。
3、拉冰盘:每天把运到洗冰盘指定地点,清洗完后堆码整齐,包括筐子。
4、清洗冰盘、筐子:冰盘、筐子清洗干净,标准为不见油污、肉粒等杂质。
5、送盘到车间:保证分割车间的冰盘够用,生产完成后及时清理冰盘,送回洗冰盘处。
6、打吊油:每天吊油及时打完,核对数据,把车子清洗干净。
7、领原材料:严格按照分割车间、屠宰车间提供数据领取纸箱、编织袋。
8、打扫卫生:每天生产完后把公用具、场地卫生清洗干净,车子摆放整齐。
1、挂猪、冲淋:认准记号,隔一扣挂一头,匀速生产,确保每头猪的清洁卫生。
(麻电:电流在0.5—1A,电压70—90V。
)2、放血:放血刀应按规定消毒(一刀一消毒)后轮换使用。
刺杀时操作人员一手握住猪前脚,另一手握刀。
刀尖向上,刀锋向前,对准第一肋骨咽喉正中偏右0.5—1cm处向心脏方向刺入,再侧刀下拖断颈部动脉和静脉,不得刺破心脏。
刺杀时不得伤猪呛膈、淤血。
刺杀放血刀口长度约5cm,沥血时间不得少于7分钟。
3、下头:按客户的要求去加关头,淋巴带在槽头上,两侧的咬肌无刀伤,记号准确无误,割耳标,确保耳标不带入下一工序。
4、拉、称头蹄尾:确保每头猪记号准确,如有错误及时停机,待查找准确后方可生产。
个别出现不合格的通过品管不过称。
车间工作主要职责模版
车间工作主要职责模版一、生产计划管理1. 组织制定生产计划,确保生产任务的按时完成;2. 积极协调各部门之间的工作关系,确保生产流程的顺畅进行;3. 监控生产进展,及时调整生产计划,确保生产效率最大化;4. 整理相关生产资料并进行归档,为日后的生产工作提供参考。
二、生产现场管理1. 确保生产现场的安全与整洁,持续改进生产环境;2. 控制和调配原材料和工具的使用,避免浪费和资源损耗;3. 检查设备的运行状况,及时发现并排除异常情况;4. 提升工作效率,推动生产总体质量的提高。
三、人员管理1. 安排人员工作任务,确保人员的合理利用和生产效率;2. 培训新员工,提升员工的工作技能和岗位素质;3. 协调人际关系,解决员工之间的矛盾和问题;4. 监督员工工作纪律和工作质量,及时进行奖惩和激励。
四、质量管理1. 遵循相关质量管理制度和标准,保证产品质量;2. 监控生产过程中的质量参数,及时发现并处理质量问题;3. 指导员工严格执行质量规范和工艺要求;4. 参与质量改进活动,提升产品的品质和竞争力。
五、成本控制1. 控制生产成本,合理利用资源,降低生产成本;2. 监督员工的经济用料,杜绝浪费行为;3. 寻找和推行降本增效的措施,提升企业的经济效益;4. 参与成本核算,提供决策依据和分析报告。
六、持续改进1. 审核和优化生产工艺和流程,提高生产效率;2. 参与并推动各项改进活动,提升产品质量和工作效率;3. 分析生产过程中的瓶颈和问题,提出解决方案;4. 培养和推广改进意识,形成良好的持续改进氛围。
七、安全管理1. 遵守安全规章制度,确保生产过程的安全;2. 安排员工进行安全培训,提高安全意识和技能;3. 发现并消除安全隐患,确保车间的安全环境;4. 参与事故调查和分析,提出防范措施。
以上是车间工作主要职责的模版,通过有效组织生产计划、管理生产现场、人员、质量、成本和安全,以及持续改进工作,可以保障车间的正常运作和生产效率的提高。
年产1亿支甲硝唑凝胶剂工艺车间设计概述
年产1亿支甲硝唑凝胶剂工艺车间设计概述摘要:为设计甲硝唑凝胶剂车间工艺,了解甲硝唑基本理化性质及作用,根据其研究进展并比较甲硝唑各剂型优缺点,确定制备甲硝唑凝胶剂,并选择甲硝唑凝胶剂的制备方法及其车间工艺设计注意事项。
关键词:甲硝唑甲硝唑凝胶剂制备方法工艺车间设计硝基咪唑是一种治疗厌氧和原发性感染的良药.其中甲硝唑是目前使用最广泛、最便宜的。
甲硝唑是一种广谱的合成抗真菌吡咯类药物,对多种真菌都有抗菌作用,广泛用于治疗口腔、妇科和皮肤病。
目前,甲硝唑主要分为片剂和栓剂。
然而,甲硝唑片剂和栓剂在使用上有其自身的局限性,例如,口服片剂局部获得的药物实际浓度较低,不能产生良好的杀虫效果,所以需要进一步增加药物的剂量,有一定的不良反应,患者药物依赖性差,难以坚持用药;栓剂虽然弥补了口服给药的不足,局部给药浓度高,可防止肝脏发生“首过效应”,用量小,但对真菌性皮肤感染来说用药不方便,患者依从性差。
而凝胶剂不仅可以提高药物的实际局部浓度,而且可以减少用量,使用方便,可以提高患者的依从性,以便达到一个更好的治疗效果。
因此本次课题设计决定制备甲硝唑的凝胶剂。
一、甲硝唑概述甲硝唑是一种抗生素也是一种抗原虫剂。
主要用于治疗或预防由厌氧菌引起的全身或局部感染,如腹腔、女性生殖系统、皮肤软组织、骨骼和关节等的厌氧菌感染,也对败血症、脑膜感染和抗生素引起的结肠炎有效。
甲硝唑作为临床常用药物,其所含硝基可被易感生物激活并还原为高活性自由基阴离子,具有抗厌氧菌作用,进而抑制细菌脱氧核糖核酸(DNA)的合成,为了干扰细菌的生长和繁殖,导致细菌的灭绝。
目前,甲硝唑已广泛用于治疗幽门螺杆菌感染、溶血性阿米巴、贾第鞭毛虫病、产甲烷古菌、破伤风、牙周炎和牙龈炎等。
然而,还有许多问题需要注意。
首先,由于甲硝唑的代谢主要通过肝脏进行,因此肝病患者应减少甲硝唑的用量。
虽然甲硝唑引起的肝毒性很少见,但其后果可能很严重,如肝衰竭和死亡。
正常情况下,停药1~3个月后,肝毒性即可恢复。
焙烧车间岗位描述(多功能)1

焙烧车间“岗位描述”内容(多功能岗位)一、岗位名称:多功能岗位二:岗位职责:1、遵守本岗位安全规程。
2、熟悉本岗位工作流程,熟知本工序重点设备性能(主副钩驱动系统,吸料系统,大小车运行系统,电气系统,各安全机构,各关键部位润滑情况)并能够按规定对其进行点检、保养。
3、出现异常情况,能按照应急预案进行正确处理,将事故损失降到最小。
4、保证本岗位设备本体和所属现场整洁卫生。
5、遵守公司及车间各项管理制度。
6、自觉接受公司及车间组织的各种培训,不断提高自身素质和业务水平。
7、应熟悉岗位常识性知识:①、熟知钢丝绳报废标准:外层径向磨损40%应报废;一个捻距内短丝达绳径10%应报废;钢丝绳出现严重腐蚀应报废。
②、天车“十不吊”超载或重物不清不吊被吊物上有人或③、稳钩技巧:当吊物摆动幅度较大时,司机应缓慢向重物摆动方向移动大车。
减小摆动幅度。
8、完成车间临时性工作。
三、多功能岗位安全操作规程。
安全规程:1.上岗前必须劳保穿戴齐全规范。
2.按照设备点巡检制度要求和点巡检表内容对设备各部位进行点检。
并做好记录。
3.设备启动前严格执行“手指口述”确认制。
4.夹钳抓钉磨损情况,大小车轨道是否有人及杂物。
5.各运转部位轴承润滑情况良好,各限位是否可靠。
6.钢丝绳无磨损,润滑情况良好。
罗茨风机、空压机油位正常。
7.配电室空调是否正常运行,附钩是否正常。
8.梯子是否在上限位,警铃是否正常。
9.各操作手柄、开关是否在零位或复位。
吸缷料及夹钳灯是否正常。
10.检查卸料管、吸料管,夹具、附钩是否在上限位。
11.上下楼梯,注意防滑防拌。
12.天车启动后,开始运行前必须按铃鸣警,,逐档加速,严禁高档起动及突然开反车和吊物时开快车,严禁将终点限位作为停车手段。
13.天车吊物必须走安全通道,严禁吊物或夹块时从人头上经过。
吸铺料管和夹钳在炉室内严禁超过二档。
14.两天车之间必须保证2米以上安全距离。
严禁使用天车推天车。
15.严禁主副同时使用。
众泰汽车涂装车间PFMEA(1)

4
在加工前 100%须在位置上返 工
4
影响后序喷涂、打磨量;影响 在加工前 100%须在位置上返
漆膜外观
工
4
在加工前 100%须在位置上返 工
4
在加工前 100%须在位置上返 工
4
补漆量少 漏底严重 油漆吐漆量不均匀 走抢移动不均匀 喷枪(油漆)压力不稳定 环境温度过低 涂料黏度过低 环境温度过高 涂料溶剂使用不当 流平时间过短 烘干炉内有颗粒等杂质 擦拭不净带有杂质颗粒
3 3 3 3 1 3 2 3 3 2 3
现行过程控制探测 目视
探测度D SOD
7
437
RPN
建议措施 (预防)
建议措施 (探测)
责任及目 标完成日
期
采取的 措施
S
84
目视
7
437
84
目视 膜厚仪侧量一般班3次 膜厚仪侧量一般班3次 膜厚仪侧量一般班3次 膜厚仪侧量一般班3次 膜厚仪侧量一般班3次 膜厚仪侧量一般班3次
在加工前 100%须在位置上返工
4
增加中涂打磨量;影响漆膜外观 质量
在加工前 100%须在位置上返工
4
过烘干
影响漆膜外观质量,造成返修严 重时将造成报废
对过程,操作或操作者的轻微不 便利
2
TZ4-07
中涂打磨
对喷完中涂漆后车身 颗粒、缩孔等缺陷进行处理、
擦净
无未烘干
强冷后车身温度:≤50℃
打磨不漏底 无颗粒存在
喷涂用的压缩空气含有水油物等有害物质 喷涂环境不清洁 涂装环境温度过高
涂料所用的溶剂不当 各道喷涂间隔时间不足
电泳打磨漏底盖不住 喷枪(油漆)压力小
油漆吐漆量小 走抢移动快 喷枪(油漆)压力小 油漆吐漆量小 机器人移动速度快 喷枪(油漆)压力小 油漆吐漆量大 走抢移动慢 喷枪距离近 走抢移动慢 涂料粘度过低 喷枪(油漆)压力小 油漆吐漆量大 环境空气清洁度差
【精品完整版】丁烯-1车间工艺设计

摘要
随着石油化学工业的发展,国外对烯烃的利用已逐渐由低碳烯烃扩大到高碳烯烃。炼厂和石油化工厂联产大量C4馏分,它是合成橡胶、合成高分子有机材料、精细化工产品和基本有机化工原料的重要资源。其中,丁烯-1主要用作共聚单体生产LLDPE和HDPE。根据原料来源不同,生产丁烯-1的主要工艺方法有混合C4分离方法和化学合成方法(乙烯二聚),由于乙烯二聚原料成本高,因此大多采用混合C4分离方法生产丁烯-1。而混合C4分离方法又根据脱除原料中的丁二烯和异丁烯的方法不同而不同。C4馏分的分离方法主要有:分子筛吸附法、萃取精馏法、化学反应分离法。目前,各生产装置普遍采用的是化学反应分离法,即利用化学反应将C4馏分中的丁二烯、异丁烯脱除,再采用精密精馏把比丁烯-1轻或重的C4组分分离掉,得到高纯度的丁烯-1产品。脱除丁二烯的方法除萃取精馏外还有加氢法及二者的组合。脱除异丁烯的方法有:异丁烯与甲醇醚化反应法、异丁烯水合反应法、异丁烯二聚的叠合反应法、异丁烯的聚合反应法(生成中、低分子聚丁烯)以及两种反应的组合。
Etherification device process design of butene-1 workshop
Grade:
2007
Name:
liuting
Speciality:
Chemical Engineering and Technology
Inห้องสมุดไป่ตู้tructor:
liujin
School ofChemistryand Chemical Engineering
本科毕业设计(论文)
题目
醚化装置
丁烯-1车间工艺设计
学生姓名
刘婷
学 号
0704050107
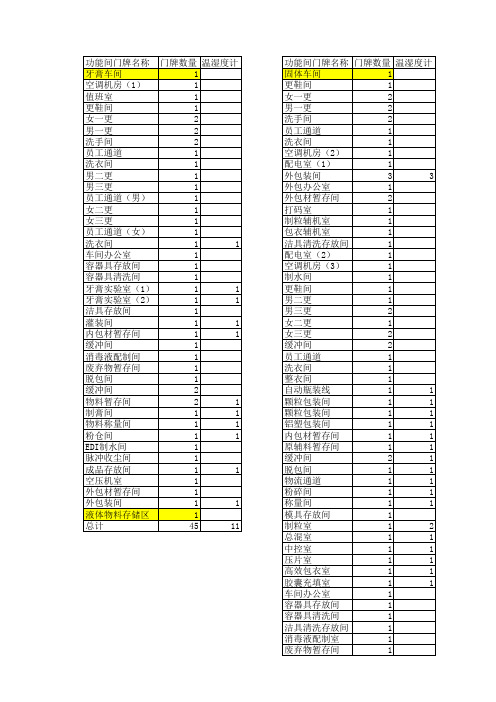
公司1、2号车间涉及门牌名称
中间站 总计
62
5 26
注:该颜色标注为特殊门牌( 牙膏车间、固体车间、质检中心、库房四大部门需72个温湿度计,考
功能间门牌名称 门牌数量 温湿度计 质检中心 1 女一更 2 男一更 2 洗手间 2 员工通道 1 办公室 1 稳定性考察室 1 1 常温留样室 1 1 阴凉留样室 1 1 危险品室 1 1 储物间 1 理化分析室 1 1 通风室 1 高温室 1 试剂存放室 1 1 标配室 1 1 洁具存放间 1 天平室 1 1 普通仪器室 1 1 红外分析室 1 1 原子吸收室 1 1 气瓶室 1 气相色谱室 1 1 精密仪器室 1 1 准备间 1 清洗间 1 高压灭菌室 1 培养室 1 1 更鞋间 1 一更 1 二更 1 缓冲间 1 检测室 1 1 更鞋间 1 一更 1 二更 1 缓冲间 1 阳性菌室 1 1 空调机房(4) 1 总计 42 16
:该颜色标注为特殊门牌(185张) 大部门需72个温湿度计,考虑到特殊情况,在此基础上增加5个,共计77个
功能间门牌名称 门牌数量 温湿度计 牙膏车间 1 空调机房(1) 1 值班室 1 更鞋间 1 女一更 2 男一更 2 洗手间 2 员工通道 1 洗衣间 1 男二更 1 男三更 1 员工通道(男) 1 女二更 1 女三更 1 员工通道(女) 1 洗衣间 1 1 车间办公室 1 容器具存放间 1 容器) 1 1 洁具存放间 1 灌装间 1 1 内包材暂存间 1 1 缓冲间 1 消毒液配制间 1 废弃物暂存间 1 脱包间 1 缓冲间 2 物料暂存间 2 1 制膏间 1 1 物料称量间 1 1 粉仓间 1 1 EDI制水间 1 脉冲收尘间 1 成品存放间 1 1 空压机室 1 外包材暂存间 1 外包装间 1 1 液体物料存储区 1 总计 45 11
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QUANTA COMPUTER
Quanta Today
Reflow 回流焊Profile
250
F~G
220 200
oC
C oC
150
B oC
100
共晶(96/3.5/0.5),
T1 T2 T3
50
pre-heat
50
soaking
100 150
reflow
200
cooling
250
Sec.
Reflow焊接分为四个阶段完成。 1.Pre-heat zone(预热区) 3.Reflow zone(回焊区) 2.Soaking Zone(均温区) 4.Cooling Zone(冷却区)
Quanta Today
•Page:11/18
★第⑦站:泛用机-----将IC
、BGA等大零件贴装至PCB上相应之 位置
★第⑧站:手摆件-----将
较大或异型,机器无法置件的零 件人为手摆至PCB上相应之位置
QUANTA COMPUTER
•Page:12/18
Quanta Today
★第⑨站:自动光学检测仪-----针 对S/S置件的零件进行检验(检查 漏件,偏移,反向,等零件著装情 况. )
★第⑩站:目视-----根据AOI
检验结果进行判定
QUANTA COMPUTER
•Page:13/18
Quanta Today
★第⑾站:焊接-----将装有零件的PCB
推进回焊炉中,通过热风回流进行焊接 ☆焊接方式: ①波峰焊接 ②热风回流焊接
★第⑿站:S/S收板-----将流下来的板子
放在静电架上
Quanta Today
QSMC(上海)电脑有限公司 NB6 机板制造部简介
Prepared by: Ada Lee 2008.8.
QUANTA COMPUTER
Quanta Today
组织架构简介
Manager
Mfg
PE
EQ
D-Leader
N-Leader
FAE
TE
ATE
PM team
Line ME/PE
QUANTA COMPUTER
•Page:15/18
Quanta Today
★第(23)站:QC-----针对SMT及手摆
零件,在REFLOW后出现的不良点( 短 路、空焊、墓碑、锡多、高跷、锡洞、损 件、锡少等)进行检验,并加以修正
★第(24)站:裁板-----将一块大
的PCBA分割成几小块,无用的板边丢 弃
-----
即将半成品PCB组装成成品PCBA的过程
第①站:S/S(投入面)吸板机----将PCB吸起放入轨道
第②站: 锡膏印刷机 -----将
锡膏通过钢板印刷至PCB上
QUANTA COMPUTER
Quanta Today
•Page:9/18
★第③站:锡膏检测仪(SE300)-----检验PCB上锡膏 印刷之品质
QUANTA COMPUTER
Quanta Today
品 质 监 控 点 功 能
SPI(锡膏印刷检测仪):检查锡膏印刷后品质,可以检测 出;印刷短路,印刷量过多、过少,漏印刷不良。 AOI(光学检测仪):检查零件贴装品质,可以检查出;贴 偏位,少件、多件、错件不良。 ICT(在线线路测试):检测印刷线组装品之品质,可以检 测出;错件、空焊(开路)、短路,零件损坏不良。 Reflow(回流焊):采用热风回流技术,对SMD件做焊接的机 器。 Wave Solder(波峰焊锡):采用波峰焊锡技术,将传统的 DIP式零件进行焊接的机器。
QUANTA COMPUTER
Quanta Today
•Page:17/18
第(27)站:总检-----检验S/S、C/S的
零件之品质
(28)站:包装-----将检验后的PCBA用
静电袋加以包装,然后放入静电箱中。
QUANTA COMPUTER
•Page:5/18
Quanta Today
★第④站:检验----根据 SE-300检验的结果,进 行目视
QUANTA COMPUTER
Quanta Today
•Page:10/18
★第⑤站:点胶机-----按SOP 要求将红胶点至PCB相应之 位置
★第⑥站:高速贴片机-----将 电阻、电容等小零件贴装至 PCB相应位置
QUANTA COMPUTER
PCBA (Print circuit board assembly ):印刷线路板组装品
QUANTA COMPUTER
Quanta Today
锡膏的贮存
锡膏的入库与出库,必须遵守先先出的原则。 锡膏的贮存温度为:0
~ 10 ℃。 锡膏在常温下回温4~72小时。 锡膏在使用前必须经过自动搅拌3分钟方可使用。 锡膏开封后,必须在12小时内使用完,如未使用完 ,不可回收,直接报废处理。
QUANTA COMPUTER
•Page:14/18
Quanta Today
★第⒀站:C/S(产出面)翻板机----将反面翻转过来,放入轨道流向锡膏机
★第(14)、(15)、(16)、(17)、(18)、
(19)、(20)、(21)、(22)站分别与第(2 )、(3)、(4)、(5)、(6)、(7)、(8 )、(9)、(10)、(11)站相同
QUANTA COMPUTER
•Page:16/18
Quanta Today
★第(25)站:ICT (In circuit test) ----线路测试(测试测试有无短路,开路,
缺件,错件,损件和一些肉眼无法辨认的 不良零件★ )
★第(26)站:F/T (Function Test)----全功能测试(测试其功能是否正常)
QUANTA COMPUTER
禁越级!! !
严禁在作业现场与 管理争执及擅自离 开工作岗位!(违反 者依厂规处分!)
QUANTA COMPUTER
Quanta Today
SMT基本常识
SMT——表面粘着技术(Surface Mount Technology)
SMT是直接将元器件贴着于PCB PAD表面、焊接 到印刷电路板PAD表面指定位置上组装技术的制程。 目前广泛运用于电子资讯产业,而该项产业中如电 脑主机板、笔记本电脑、多媒体介面、印刷电路板、 集成电路的晶片加工及包装等。
QUANTA COMPUTER
Quanta Today
PCB送板机
M1流程简介
手摆件 NG 清洗 检验 点胶机 修正
NG
QC 裁板
锡膏印刷机
自动光学检测仪
维修
NG
锡膏检测仪
NG 清洗
目视
高速贴片机
QP/泛用机
NG
ICT NG F/T
检验
回流焊接 手摆件 C/S翻板机
NG 自动光学检测仪 总检 包装 NG
修正
点胶机 锡膏印刷机
高速贴片机
QP/泛用机 锡膏检测仪
目视 焊接
QUANTA COMPUTER
Quanta Today
PCB (Print circuit board):印刷线路板
•Page:4/18
QUANTA COMPUTER
Quanta Today M1流程简介
•Page:8/18
EQ
N Leader
AOI
DayN Leader Leader
PD Line A~N
D&N 维修
D&N 物料
PD Line A~N
IPQC train
NB6 SMT 现拥有约2500余人,21条生产,主要生产Apple 笔记型电脑
QUANTA COMPUTER
Quanta Today
沟通流程
•OK
•员工
为了确保各员工在 工作中沟通顺畅,当 员工在工作中,与 上司出现意见分岐 时,可在休息时间 找上司沟通,一天 内上司没有答复处 理意见时,可采取 逐级反馈方式。严
•指导员 •No •OK
•组 长 •No •单位主管 •OK •No •部门主管 •No
•公司真善美意见箱
•员工得到满意答复 •Close