rto与rco废气处理原理
常用废气处理方式RCO、RTO、TO、CO
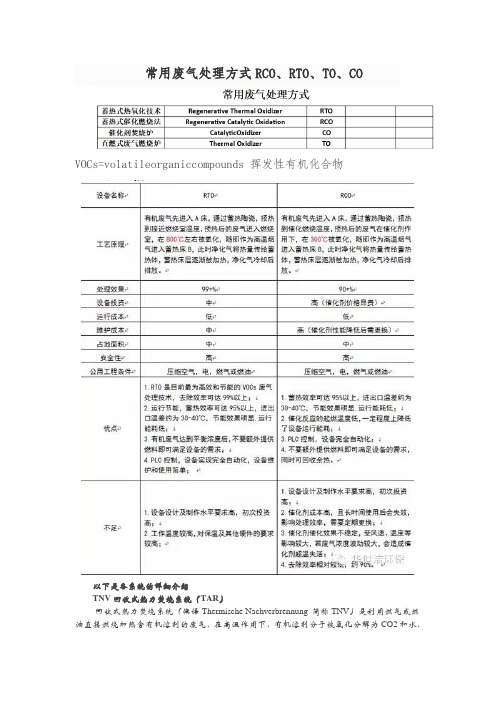
常用废气处理方式RCO、RTO、TO、COVOCs=volatileorganiccompounds 挥发性有机化合物以下是各系统的详细介绍TNV回收式热力焚烧系统(TAR)回收式热力焚烧系统(德语Thermische Nachverbrennung 简称TNV)是利用燃气或燃油直接燃烧加热含有机溶剂的废气,在高温作用下,有机溶剂分子被氧化分解为CO2和水,产生的高温烟气通过配套的多级换热装置加热生产过程需要的空气或热水,充分回收利用氧化分解有机废气时产生的热能,降低整个系统的能耗。
因此,TNV系统是生产过程需要大量热量时,处理含有机溶剂废气高效、理想的处理方式,对于新建涂装生产线,一般采用TNV回收式热力焚烧系统。
TNV系统由三大部分组成:废气预热及焚烧系统、循环风供热系统、新风换热系统。
该系统中的废气焚烧集中供热装置(TAR)是TNV的核心部分,它由炉体、燃烧室、换热器、燃烧机及主烟道调节阀等组成。
其工作过程为:用一台高扬程风机将有机废气从烘干室内抽出,经过TAR内置的换热器预热后,到达燃烧室内,然后再通过燃烧机加热,并滞留0.7~ 1.0 s,在高温下(750℃左右)将有机废气进行氧化分解,分解后的有机废气变成CO2和水。
产生的高温烟气通过炉内的换热器和主烟气管道排出,排出的烟气作为烘干室循环风进行加热,为烘干室提供所需的热量。
在系统末端设置新风换热装置,将系统余热进行最后回收,将烘干室补充的新风用烟气加热后送入烘干室。
另外,在主烟气管道上还设置有电动调节阀,用于调节装置出口的烟气温度。
TAR系统工艺流程:RTO:蓄热式热力焚化炉英文名为“Regenerative Thermal Oxidizer”,其原理是把有机废气加热到760摄氏度以上,使废气中的VOC 在氧化分解成二氧化碳和水。
氧化产生的高温气体流经特制的陶瓷蓄热体,使陶瓷体升温而“蓄热”,此“蓄热”用于预热后续进入的有机废气,从而节省废气升温的燃料消耗。
rto废气处理系统原理
rto废气处理系统原理
RTO废气处理系统(Regenerative Thermal Oxidizer,以下简称RTO)是一种常用的废气处理设备,主要用于处理工业生产过程中产生的有机废气。
RTO废气处理系统的工作原理是利用高温燃烧将有机废气中
的有害成分氧化分解,并将其转化为二氧化碳和水蒸汽。
该系统由多个主要组成部分组成。
首先,有机废气被收集并导入到RTO系统中。
在RTO系统中,废气被引导进入一个燃烧室,该燃烧室内有两个陶瓷床,被称为热回收器。
一个热回收器处于燃烧状态,另一个处于预热状态。
在燃烧室中,废气与燃烧空气混合并点燃,形成高温的燃烧区域。
在高温燃烧区域中,有机废气中的有害物质被氧化分解成二氧化碳和水蒸汽。
这个过程被称为热氧化反应。
在废气燃烧后,产生的高温烟气通过热回收器进行冷却,并在其中释放热能。
这使得预热的热回收器逐渐升温,而处于燃烧状态的热回收器逐渐冷却。
随后,废气经过热回收器的交替操作,即交换预热和燃烧状态,从而实现节能效果。
热回收器的作用是将从燃烧废气中回收的热能传递给进入系统的新鲜废气。
这使得系统内的温度和能量得以保持,同时降低了能源消耗。
最后,处理后的废气被释放到大气中。
根据不同的环境法规和排放要求,可以使用附加设备,如喷水洗涤器或活性炭吸附床,进一步净化废气,以达到更严格的排放标准。
总结来说,RTO废气处理系统利用燃烧和热回收的原理来将
有机废气中的有害物质氧化分解,从而实现废气的净化处理。
它具有高效、节能和环保等优点,在工业应用中得到广泛使用。
rto废气处理原理
RTO废气处理原理RTO,是一种高效有机废气治理设备。
与传统的催化燃烧、直燃式热氧化炉(TO)相比,具有热效率高(≥95%)、运行成本低、能处理大风量中低浓度废气等特点,浓度稍高时,还可进行二次余热回收,大大降低生产运营成本。
其原理是在高温下将废气中的有机物(VOCs)氧化成对应的二氧化碳和水,从而净化废气,并回收废气分解时所释放出来的热量,三室RTO废气分解效率达到99%以上,热回收效率达到95%以上。
RTO主体结构由燃烧室、蓄热室和切换阀等组成。
其结构操作费用低,超低燃料费。
有机废气浓度在450PPM以上时,RTO装置不需添加辅助燃料。
净化率高,两床式RTO净化率在98%以上,三床式RTO净化率在99%以上。
不产生NOX等二次污染。
全自动控制、操作简单。
安全性高。
RTO广泛的运用于汽车涂装、石油化工、包装印刷、医药制造、涂布涂料等VOCs治理行业,对于大风量、低浓度、成分复杂的各类工业有机废气。
无论是高浓度的有机废气还是还是涂装废气、以及恶臭废气都有良好的运用并取得了显而易见的效果。
(例如水银、铅、锡、锌等的金属蒸气和磷、磷化物、砷等的存在,随着时间的增加,覆盖在催化剂表面,使催化剂失去活性;卤素和多量的水蒸气的存在,会使催化剂暂时失去活性。
)RTO的优点集中在:1.处理废气范围广泛,工业生产中几乎所有含有有机化合物的废气都可以处理。
2.净化效率高,净化效率高达99%,在所有热力燃烧净化法中热效率最高。
3.处理风量大、且处理浓度低的有机废气4.可以适应有机废气中VOC的组成和浓度的变化、波动。
5.对废气中夹带少量灰尘、固体颗粒不敏感。
6.使用寿命长,维护周期短。
就一般RTO净化装置而言,通常至少需要用两台蓄热室来操作。
典型的RTO装置主要是由两台蓄热室及顶部相连通的燃烧室所组成。
一般的蓄热室截面可以是方形或圆形,在其中填充蓄热体。
通常采用具有良好耐高温性能的陶瓷材料作为蓄热体;蓄热体的结构、形状如同化工过程中常用的陶瓷填料一样,分为散堆填料(例如陶瓷矩鞍环)和规整填料(例如陶瓷蜂窝填料)两类。
rco废气处理系统原理
rco废气处理系统原理RCO废气处理系统原理RCO废气处理系统是一种高效的废气处理技术,它采用催化燃烧的方法将有机废气转化为二氧化碳和水,从而达到净化废气的目的。
RCO废气处理系统的原理主要包括以下几个方面:1. 催化剂的作用RCO废气处理系统中的催化剂是关键的组成部分,它能够促进废气中有机物的氧化反应。
催化剂通常采用贵金属催化剂,如铂、钯、铑等,这些催化剂具有高的催化活性和稳定性,能够在较低的温度下催化氧化反应。
2. 燃烧反应的过程RCO废气处理系统中的燃烧反应是指有机废气与氧气在催化剂的作用下发生氧化反应,生成二氧化碳和水。
燃烧反应的过程可以分为三个阶段:预热阶段、燃烧阶段和冷却阶段。
在预热阶段,废气被加热至催化剂的活性温度,以便催化剂能够发挥最大的催化作用。
在燃烧阶段,废气与氧气在催化剂的作用下发生氧化反应,生成二氧化碳和水。
在冷却阶段,废气被冷却至室温,以便排放到大气中。
3. 系统的控制RCO废气处理系统需要进行精确的控制,以确保系统的稳定性和高效性。
系统的控制包括温度控制、氧气控制、废气流量控制等。
温度控制是指控制系统中的加热器和冷却器,以确保废气在催化剂的活性温度范围内。
氧气控制是指控制系统中的氧气供应,以确保废气中的有机物能够完全氧化。
废气流量控制是指控制系统中的废气流量,以确保系统的稳定性和高效性。
RCO废气处理系统是一种高效的废气处理技术,它采用催化燃烧的方法将有机废气转化为二氧化碳和水,从而达到净化废气的目的。
RCO废气处理系统的原理主要包括催化剂的作用、燃烧反应的过程和系统的控制。
通过精确的控制,RCO废气处理系统能够实现高效、稳定的废气处理效果。
有机废气处理技术三种不同燃烧法对比
有机废气处理技术三种不同燃烧法对比
在企业废气治理方面,对有机废气治理采用燃烧法通常有三种:直接燃烧法、热力燃烧法和催化燃烧法等。
一、热力燃烧法(RTO)
热力燃烧法操作简单,易于维护,适用于温度较高、浓度较大、风量较小的有机废气,可高效处理大多数有机气体。
如与废热回收装置、气体浓缩装置结合使用,则经济适用性强、适用气体范围更广。
二、催化燃烧法(RCO)
(1)起燃温度低,能源消耗少。
含烃类的VOCs气体在通过催化剂床层时,碳氢分子和氧分子分别被吸附在催化剂表面并被活化,因而能在200~450℃较低温度下完成反应,氧化分解生成CO2和H2O。
由于反应温度低,热能消耗量少,在某些情况下,催化燃烧达到起燃温度后,便无需外界供热,还能回收净化后废气带走的热量。
(2)适用范围广
催化燃烧几乎可以处理所有含烃类的VOCs废气。
对于有机化工、涂料、造漆、印刷、食品加工等行业排放的低浓度、多成分、无回收价值的VOC废气,采用吸附—催化燃烧法处理效果更好。
(3)效果高,无二次污染。
(4)用催化燃烧法处理有机废气的净化率一般可达95%以上,最终产物为无害的CO2和H2O,且由于燃烧温度低,能大量减少NO x生成,不会造成二次污染。
三、直接燃烧法(TO)
直接燃烧法工艺简单、处理效率高,对于高浓度VOCs,去除率可达95%以上。
直接燃烧法在处理低浓度VOCs时,必须使用辅助燃料维持燃烧,运行成本大幅增加,且换热设备庞大,易生成NO x等大气污染物,甚至形成二噁英等毒性物质,近年已较少应用。
rto废气处理设备原理
rto废气处理设备原理
RTO废气处理设备是一种常见的工业废气处理设备,其原理主要包括以下几个方面:
1. 废气进入:废气首先通过管道进入RTO废气处理设备。
废气可以是各种工业过程中产生的含有有害物质的气体,并且可能具有高温或高湿度。
2. 预热:废气进入设备后,会被导入预热器。
在预热器中,废气与正在从燃烧腔室循环的高温净化废气交换热量。
这样废气将被加热到较高温度,从而为后续的燃烧过程提供能量。
3. 燃烧:加热到一定温度的废气被导入到燃烧腔室中,与已被点火的燃烧媒体(通常为天然气或燃油)进一步混合。
在燃烧腔室中,废气中的有机化合物会与燃烧媒体发生反应,燃烧过程产生的热量可以维持燃烧腔室的温度。
4. 传热:燃烧后的废气将进入热交换器,与之前从预热器进来的废气交换热量。
这样,燃烧后的废气冷却下来,而之前的冷废气则被加热。
5. 净化:冷却后的废气流入净化器,通常是一种特殊的吸附剂层。
净化器可以将废气中的污染物(如氮氧化物、挥发性有机化合物等)吸附在其表面上。
这样,废气中的有害物质会被净化,以满足排放标准。
6. 排放:经过废气净化的废气最终流出设备,并且排放到环境
中。
排放的废气应该是符合国家或地方排放标准的,以保证对环境的影响最小化。
通过上述原理,RTO废气处理设备可以有效地将工业废气中的有害物质去除,保护环境,并且减少对人体健康的影响。
该设备具有高效、可靠、稳定的特点,在各种行业中得到了广泛应用。
rto废气处理系统原理

rto废气处理系统原理
rto废气处理系统是一种用于净化污染空气的有效方式,它涉及到两个连续的反应:燃烧和吸附。
系统中的废气通过金属网格进入容器内,在燃烧室中燃烧完成,然后将这些废气流入吸附塔,并在吸附剂的表面上以气溶液形式吸附烟尘,有机物和二氧化硫等污染物,然后通过冷却和活性炭净化,使废气满足环保要求。
RTO废气处理系统由燃烧室、吸附塔和净化室三个部分组成。
废气从燃烧室传入吸附塔内,废气温度低于吸附剂的解吸温度时,有机物、烟尘和二氧化硫等污染物被吸附剂吸附,而乙烯和乙烷等易挥发性有机物则被蒸发排出。
当废气温度升高到解吸温度时,吸附剂上的污染物也会被释放,然后将废气通过净化室净化,有机物、烟尘和二氧化硫等污染物则被冷却和活性炭吸附,使废气满足环保要求。
RTO废气处理系统的优点有很多,如高处理能力、维护方便、设备大小小等。
尤其适合处理含有易挥发性有机物的废气,因为它可以同时对有机物和非易挥发性有机物进行处理,减少了污染物的排放。
此外,RTO废气处理系统的操作比较简单,采用闭式结构,可以避免废气的泄漏,满足环保要求。
另外,在运
行过程中,可以采用节能措施,通过回收热量,降低系统能耗,提高系统效率。
总之,RTO废气处理系统是一种有效的废气处理技术,具有高处理能力、维护方便、节能等优点,能有效地减少污染物的排放,满足环保要求。
rto废气处理设备工作原理
rto废气处理设备工作原理你提到的“RTO废气处理设备”可有点儿复杂,但别担心,我们来一步步捋清楚,保证你听完后像了解了自己家的电器一样清楚。
RTO,全名是“蓄热式焚烧氧化炉”,听起来是不是有点儿高大上?其实它的工作原理一点也不神秘,主要是帮助我们处理那些让人不太愿意面对的废气。
1. RTO的基本概念1.1 什么是RTO?简单来说,RTO就是一个能把废气变得干净的机器。
它有点像一位超级勤快的清洁工,专门负责把工厂里排放出来的脏气给“洗净”。
废气在这个过程中被高温焚烧,从而减少了对环境的污染。
这个过程既环保又高效。
1.2 为什么需要RTO?想象一下,如果你在厨房里煮菜,油烟机能把那些讨厌的油烟排走,让你的厨房空气清新。
RTO也是这么个角色,只不过它处理的不是油烟,而是各种工业废气。
如果不处理这些废气,环境会受到严重的污染,就像你厨房的油烟满天飞那样。
2. RTO的工作原理2.1 废气的“旅行”路线当废气进入RTO时,它们首先会经过一个预热的过程。
就像是你在冬天里开车前,先让车子暖和起来。
废气在这里被加热到很高的温度,然后进入主反应室。
这一过程非常重要,因为废气需要高温才能有效分解。
2.2 高温焚烧,污染无处藏身进入主反应室的废气就像被送进了一个超级大的烤箱。
这个“烤箱”里温度特别高,可以达到900度左右。
废气在这里被彻底燃烧,产生的二氧化碳和水蒸气就像变魔术一样消失了。
剩下的只是干净的气体,直接排放到空气中。
简单来说,RTO就是用火焰的力量,把废气变成了无害的物质。
3. RTO的优势3.1 环保利器RTO的最大优点就是它的环保效果。
因为它可以把废气中的有害物质完全燃烧掉,减少了对空气的污染。
想象一下,如果没有RTO,这些废气会像黑色烟雾一样飘到空气中,对环境和人类的健康造成威胁。
RTO就像是我们环境保护的得力助手,帮忙消除了这些隐患。
3.2 节能高效除了环保,RTO的另一个大优势就是它的节能性。
它使用的热量是重复利用的,基本上不会浪费。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
rto与rco废气处理原理
RTO(Regenerative Thermal Oxidizer)和RCO(Regenerative Catalytic Oxidizer)是两种常用的废气处理设备,用于去除工业废气中的有害污染物。
它们基于不同的原理,但都具有高效、可靠的处理能力。
下面将详细介绍RTO和RCO的原理及工作过程。
1. RTO(Regenerative Thermal Oxidizer)废气处理原理:
RTO是一种采用热氧化技术处理废气的设备。
其主要原理包括燃烧、热回收和排放控制。
首先,废气进入RTO系统,经过预处理(如过滤和调节温度)后进入燃烧室。
在燃烧室中,废气与燃料(通常是天然气或燃油)混合并点燃,产生高温燃烧气体。
燃烧过程中,废气中的有害污染物被氧化成二氧化碳和水蒸气等无害物质。
接下来,高温燃烧气体通过热交换器中的热媒体床。
热媒体床吸收燃烧气体的热能,并将其加热到高温状态。
然后,废气流向另一个热交换器,释放其热能给预热的热媒体床,从而实现热能的回收。
最后,经过热能回收的热媒体床中的热能被再次利用,将之前冷却的废气加热至高温,以保持燃烧室中的高温条件。
同时,RTO系统通过控制进出口阀门的操作,实现废气的循环流动,使得热媒体床交替吸热和释热,确保系统的连续稳定运行。
整个处理过程中,RTO能够实现高达95%以上的有害物质去除效率,同时能够节约能源,减少二氧化碳等温室气体的排放。
2. RCO(Regenerative Catalytic Oxidizer)废气处理原理:
RCO是一种利用催化剂进行废气氧化处理的设备。
其主要原理包括吸附、催化氧化和再生。
首先,废气进入RCO系统,经过过滤等预处理后,进入催化室。
在催化室中,废气通过填充有催化剂的床层。
催化剂可以是金属、氧化物或其他活性物质,具有高度催化活性。
废气中的有害物质与催化剂表面发生化学反应,被催化剂催化氧化为无害物质,如二氧化碳和水蒸气。
催化氧化过程是在较低温度下进行的,相比于热氧化技
术,催化氧化对能源的消耗更低。
催化剂提供了反应所需的活化能,加速了废气中有害物质的氧化反应。
这使得RCO系统能够在较低的温度下实现高效的废气处理。
经过催化氧化后,处理后的废气进入再生室。
再生室中有一床填充有催化剂的床层,与催化室中的床层相对应。
再生室中的床层通过加热(通常是外部加热器)以及补充的空气或燃料,将床层中吸附的有害物质重新氧化为无害物质,并释放热能。
在RCO系统中,通过交替操作催化室和再生室的进出口阀门,实现废气的循环流动。
当催化室中的床层吸附饱和时,将进口阀门切换至再生室,再生床层中的催化剂,同时将催化室的床层置于吸附状态。
这样,RCO系统能够连续进行废气处理,同时实现催化剂的再生和重复利用。
RCO系统在废气处理中具有较高的去除效率,通常能够达到90%以上。
催化氧化技术还具有较低的能源消耗和操作温度,适用于对温度敏感的废气处理需求。
总结而言,RTO和RCO是两种常用的废气处理设备,分别基于热氧化和催化氧化原理。
RTO通过燃烧和热回收实现
废气的高效处理,而RCO则利用催化剂催化氧化废气中的有害物质。
这些技术在工业废气处理中发挥重要作用,有助于减少空气污染和环境影响。