板式家具的技术参数
板式家具工艺流程及作业标准
板式家具加工流程及作业标准1.开料1.2板料无空心、气泡、松散、发霉、虫蛀以及破烂等现象;1.3板面平整度应≤0.2mm,三聚氢胺板开料后,表面应无刮花、碰伤等现象;1.4开料后部件切面应垂直,不允许有明显的崩缺(0.5mm内)、锯痕等现象;附表(电子锯)2.压板(冷压)设备:冷压机加工标准:◎压胶后的骨架两对角线长度之差≤2mm。
◎压胶后的部件表面胶合要牢固、平整和结实;无明显骨架形、破损、刮花、碰伤、压痕、凹凸不平以及变形(程度为小于+1mm)、开胶现象。
上下板材接口牢固、移位偏差为+3mm;◎部件边缘垂直,变形度为<1mm,板件无凹凸不平、潮湿膨胀、缺烂等现象;◎有弧度的板件,弧度应符合图纸要求,无开裂等现象。
◎※:拼架空心板的加工规定(见表1)。
表1:※:实心加厚板的加工规定(见表2)。
表2:板件类型冷压时间(分钟)冷压压力(Mpa)用胶量(g/m2)冷压胶水备注实心加厚板6012Mpa185401胶水(按体积加5%木胶粉)1:检查设备是否正常。
2:冷压前检查压机垫板是否平整。
3:过胶前板件表面必须清扫干净。
4:过胶后检查胶水是否有漏胶或不均匀现象。
5:过胶后必须在10分钟内上机冷压。
※:弧形板的加工规定◎冷压弧形板的胶水调制比列为:(1):按重量比为:木胶粉:水=2:1(2):按体积比为:木胶粉:水=3.5:1.0◎冷压弧形板混合胶水在常温的适用时间为:自然温度(℃)101520253035快干胶从调胶到上机时间(分钟)201515131010慢干胶从调胶到上机时间(分钟)6050453020以上数据为现用木胶粉(永特耐)的使用要求。
◎冷压弧形板材料相关规定:注意:1:15-25mm厚,半径R≤200mm的弧形板冷压面料必须每隔15mm拉深0.5mm,宽4mm的槽,以使冷压弯曲定形。
2:如弧度对装配要求较高的弧形板,在一次冷压的数量只能冷压1块。
弧板厚度(mm)在以下弧度半径(R)范围内一次冷压弧形板的块数R≤150200≥R>150400≥R>200500≥R>400700≥R>500900≥R>700R>9006mm以下骨料宽度mm2块3块3块4块4块5块6块无骨料无骨料无骨料无骨料无骨料无骨料无骨料9-12mm骨料宽度mm1块2块2块3块3块3块12 mm12mm12mm16mm16mm16mm16mm15-18mm骨料宽度mm 1块1块2块2块2块2块3块12 mm12 mm16mm16mm16mm16mm16mm25mm以上骨料宽度mm 1块1块1块2块2块2块2块12 mm12 mm12 mm16mm16mm16mm注意:1:15-25mm厚,半径R≤200mm的弧形板冷压面料必须每隔15mm拉深0.5mm,宽4mm的槽,以使冷压弯曲定形。
家具技术参数
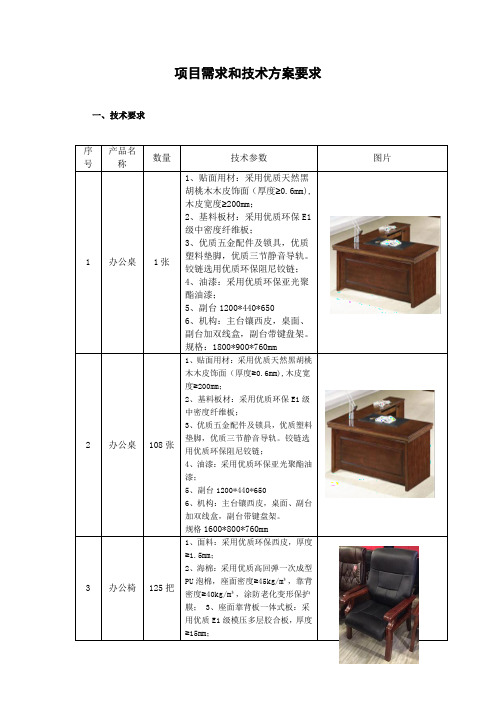
项目需求和技术方案要求一、技术要求序号产品名称数量技术参数图片1 办公桌1张1、贴面用材:采用优质天然黑胡桃木木皮饰面(厚度≥0.6mm),木皮宽度≥200mm;2、基料板材:采用优质环保E1级中密度纤维板;3、优质五金配件及锁具,优质塑料垫脚,优质三节静音导轨。
铰链选用优质环保阻尼铰链;4、油漆:采用优质环保亚光聚酯油漆;5、副台1200*440*6506、机构:主台镶西皮,桌面、副台加双线盒,副台带键盘架。
规格:1800*900*760mm2 办公桌108张1、贴面用材:采用优质天然黑胡桃木木皮饰面(厚度≥0.6mm),木皮宽度≥200mm;2、基料板材:采用优质环保E1级中密度纤维板;3、优质五金配件及锁具,优质塑料垫脚,优质三节静音导轨。
铰链选用优质环保阻尼铰链;4、油漆:采用优质环保亚光聚酯油漆;5、副台1200*440*6506、机构:主台镶西皮,桌面、副台加双线盒,副台带键盘架。
规格1600*800*760mm3 办公椅125把1、面料:采用优质环保西皮,厚度≥1.5mm;2、海棉:采用优质高回弹一次成型PU泡棉,座面密度≥45kg/m³,靠背密度≥40kg/m³,涂防老化变形保护膜;3、座面靠背板一体式板:采用优质E1级模压多层胶合板,厚度≥15mm;4、★椅架:采用优质白橡木实木椅架,卯榫结构,木材含水率8%-12%。
5、优质环保亚光聚酯油漆。
标准规格4 茶水柜60个1、贴面用材:采用优质天然黑胡桃木木皮饰面(厚度≥0.6mm),木皮宽度≥200mm;2、基料板材:采用优质环保E1级中密度纤维板;3、优质五金配件及锁具,优质塑料垫脚,优质三节静音导轨。
铰链选用优质环保阻尼铰链;4、油漆:采用优质环保亚光聚酯油漆;规格:800*450*850mm5 茶几15个1、贴面用材:采用优质天然黑胡桃木木皮饰面(厚度≥0.6mm),木皮宽度≥200mm;2、基料板材:采用优质环保E1级中密度纤维板;3、油漆:采用优质环保亚光聚酯油漆;规格:1200*600*450mm6 文件柜108组1、用材:采用厚度≥0.8mm一级冷轧钢板。
板式家具工程加工方案设计

板式家具工程加工方案设计一、前言板式家具是现代家居装修中常见的一种家具类型,它的设计和加工需要精准的尺寸和精细的工艺。
本文将对板式家具的加工方案进行设计,包括加工工艺、加工设备选择、工艺流程、质量控制等方面进行详细的介绍和分析,以期对相关领域的从业人员和学习者有所帮助。
二、板式家具加工工艺分析1. 材料准备板式家具的最常用的材料是刨花板(也称为刨花板、颗粒板)和中密度纤维板(MDF)。
这两种材料都是人造板材,其中刨花板密度较轻,较容易加工,适用于常见的板式家具,而中密度纤维板密度较大,结构均匀,适用于高端家具加工。
在进行家具加工前,需要对这些板材进行预处理,包括切割、修饰、贴面等步骤。
2. 加工设备选择在板式家具的加工过程中,需要使用一系列的加工设备,常见的有:切割设备:需要使用锯床或者数控切割机对板材进行切割。
面部开槽设备:开槽机是用来给板材做开槽加工,以便将板材连接起来。
打孔设备:用于在板材上打孔,以便安装五金配件。
贴面机:用于将家具表面进行贴面处理,提高家具的美观性和耐用性。
3. 工艺流程板式家具的加工工艺流程一般包括以下几个步骤:预处理:对刨花板和MDF进行切割、修饰等处理。
面部开槽:使用开槽机进行开槽加工。
打孔、修饰:在板材上进行打孔和修饰处理,以便安装五金配件和进行边角修整。
贴面:使用贴面机对家具表面进行贴面处理。
组装:将各个部件进行组装,安装五金配件和连接件,组成最终的家具产品。
4. 质量控制在板式家具的加工过程中,需要进行严格的质量控制,以确保产品的质量和使用寿命。
主要包括对材料和加工过程的质量控制,例如:对于刨花板和MDF材料的质量要求,包括板材平整度、角度度量、表面平整度等。
加工过程中需要进行监测和调整,以保证产品的加工尺寸和结构质量。
贴面处理需要选择高质量的贴面材料,以确保贴面的平整度和耐用性。
三、板式家具工程加工方案设计1. 设备选购在进行板式家具加工方案设计时,首先需要选择合适的加工设备。
板式家具设计指导(壁柜行业)

设计由于我们设计的产品是板式家具,而板式家具有一定的特性存在。
所以我们在设计产品时一定要注意这些特性。
一、板式家具的特性1.板材是规格产品,1220*2440mm 厚度是5mm、9mm、18mm、25mm、36mm。
材质分为中纤板和刨花板两种。
2.板材自身特性:容易弯曲变型(其它的不这些讲述)产品连接是用三合一套件或二合一套件连接,容易晃动。
3.板材难以变曲成圆弧面板,所以不能设计圆弧面的产品。
4.产品所用的五金件的规格要求是固定的,所以设计产品时要熟悉五金件的规格与使用。
例如:书柜金属台脚、金属拉蓝等,具体见公司的标准资料。
5、可与其它装饰材料的配合应用,例如:玻璃等。
二、设计原则:标准件原则、全面原则。
即要考虑客户的需求,也要考虑到板材特性以及生产、安装等环节因素,这是做为设计产品的最基本原则。
1、标准件原则,在设计常规产品(衣柜、书柜等)时,一定要按公司所给的标准尺寸、标准方案进行设计,功能性部件可进行调整。
标准件是综合了多年多厂家以及很多用户使用情况,研究出的行业通用标准,这样就可以大大降低了设计和生产的出错率,所以标准件原则是设计的首要原则。
2、全面原则:在设计产品时不能只考虑图纸设计方案,还要考虑到材料、生产、运输、安装、安全等环节因素。
材料是指:设计的产品要用什么材料,是否可以采购等因素。
生产指:开料、封边、打孔等生产环节。
运输指;产品是否可以搬运到客户家中等因素。
安装指:产品在现场组装。
安全指:产品组装的由于自身的原因或外来因素会不会对客户造成伤害。
例如玻璃破了后会不会伤害到人的身体等因素。
三、设计产品的基本方式1.首先需了解产品设计的基本规格尺寸。
例如衣柜的深度一般为600mm深,书柜的深度一般为320mm,书桌的高度为750mm等,可以参考标准产品的标准。
2.应运标准化原则设计,再结合客户的要求使产品竟可能的标准化。
对于设计经验不足者,可先在纸上设计草图,设计时先看总宽度,在靠墙一侧一定要设计收口板,并计算好尺寸(宽度、高度)顶封板一般高度为80mm,当左右高度的差值在10mm以上时,封板的高度需增加。
板式家具通用检验标准

一、各项检验通用标准规定1、产品部件形状和位置公差的规定单位:mm2、抽屉、门各边与框架的分缝(特殊设计分缝除外)的规定单位:mm说明:①、各封边带加工后尺寸标准a、PVC胶边:加工后厚度为1。
3mm/两边(即0。
65mm/边)b、纸边:加工后厚度为0。
8mm/两边(即0。
4mm/边)c、科技木皮:加工后厚度为1。
5mm/两边(即0。
75mm/边)d、天然木皮:加工后厚度为1。
5mm/两边(即0。
75mm/边)e、木皮封边带厚度均以采购厚度0.6mm为准②、所有零部件图规格尺寸均不含封边带厚度尺寸.3、产品外观检验规定(特殊设计除外)单位:mm二、产品外观等级要求A级要求1、表面平整,表面缺陷点要求每0。
5平方米不超过一处,缺陷点直径W0.5mm。
2、表面崩边处连续修补长度不超过封边长度的约3%。
3、表面不能有划痕、碰伤、爆裂。
4、封边胶合紧密平直,不能有松脱、缺损现象。
5、站在0。
5-0.8米远处,不可见修补痕.正常规定视力±1。
0.6、表面颜色均匀,无明显色差。
7、修补后,单个的瑕疵要求直径小于0.5mm.B级要求1、表面平整,表面缺陷点要求每0.5平方米不超过三处,缺陷点直径W0。
5mm.2、表面崩边处连续修补长度不超过封边长度的约5%。
3、表面不能有划痕、碰伤、爆裂。
4、封边胶合紧密平直,不能有松脱、缺损现象。
5、站在0.5—0.8米远处,不可见修补痕.正常规定视力±1。
0。
6、表面颜色均匀,无明显色差。
7、修补后,单个的瑕疵要求直径小于0。
5mm。
C级要求1、表面平整,表面缺陷点要求每0。
5平方米不超过四处,缺陷点直径W0。
5mm.2、表面崩边处连续修补长度不超过封边长度的约10%。
3、表面允许有轻微划痕、但不允许有碰伤、爆裂现象。
4、封边胶合紧密平直,不能有松脱、缺损现象.D级要求1、表面平整,不允许有碰伤、爆裂现象.2、边缘平齐,不能有崩裂现象。
三、产品检验区域(通常分为A、B、C三区)1、A区:通常指产品使用时常处于视野范围内前方,面对视野,容易看到的区域;如:面板、门板、抽面板、高屏背板前面、低屏背板前面、各类脚类及层板、侧板、底板等部件的前面部位。
办公家具具体规格、材质及技术参数要求明细表【直接打印】

个
1400*700*760mm
10
基材采用E1型环保中密度板,实木封边,中密度板达到或高于国家标准GB/T11718-1999国家标准。游离甲醛含量符合国家标准(甲醛释放量小于5mg/100g)木材采用优质木料,经过烘干防腐防虫处理,含水率≤ 10-12%。木皮采用优质天然木皮贴面,木皮厚度≥0.6mm,木皮纹理颜色一致,无结疤,无瑕疵。游离甲醛含量符合国家标准(甲醛释放量小于5mg/100g)。油漆采用优质环保亚光聚酯环保漆,表面光滑柔和,无颗粒,无气泡,无渣点,颜色均匀,硬度高,符合GB18581-2001的环保标准。四道底漆,三道面漆,7道工序喷漆。五金件采用优质五金配件,五金配件紧密拼接,牢固,间隙小且均匀,平整无毛刺。
审判区与旁听席隔断
个
长*150*950
6
基材采用E1型环保中密度板,实木封边,中密度板达到或高于国家标准GB/T11718-1999国家标准。游离甲醛含量符合国家标准(甲醛释放量小于5mg/100g)木材采用优质木料,经过烘干防腐防虫处理,含水率≤ 10-12%。木皮采用优质天然木皮贴面,木皮厚度≥0.6mm,木皮纹理颜色一致,无结疤,无瑕疵。游离甲醛含量符合国家标准(甲醛释放量小于5mg/100g)。油漆采用优质环保亚光聚酯环保漆,表面光滑柔和,无颗粒,无气泡,无渣点,颜色均匀,硬度高,符合GB18581-2001的环保标准。四道底漆,三道面漆,7道工序喷漆。五金件采用优质五金配件,五金配件紧密拼接,牢固,间隙小且均匀,平整无毛刺。
书记员桌
个
1400*700*760
5
基材采用E1型环保中密度板,实木封边,中密度板达到或高于国家标准GB/T11718-1999国家标准。游离甲醛含量符合国家标准(甲醛释放量小于5mg/100g)木材采用优质木料,经过烘干防腐防虫处理,含水率≤ 10-12%。木皮采用优质天然木皮贴面,木皮厚度≥0.6mm,木皮纹理颜色一致,无结疤,无瑕疵。游离甲醛含量符合国家标准(甲醛释放量小于5mg/100g)。油漆采用优质环保亚光聚酯环保漆,表面光滑柔和,无颗粒,无气泡,无渣点,颜色均匀,硬度高,符合GB18581-2001的环保标准。四道底漆,三道面漆,7道工序喷漆。五金件采用优质五金配件,五金配件紧密拼接,牢固,间隙小且均匀,平整无毛刺。
板式家具说明
板式家具目录1 简介2 分类3 优点4 缺点5 选购6 趋势板式家具即人造板家具,即指以人造板为主要基材、以板件为基本结构的拆装组合式家具。
相对于实木、红木家具而言,由于板材打破了木材原有的物理结构,所以在湿度变化较大的时候,人造板的形变要比实木小得多,更适合快节奏的现代社会。
同时人造板材基本用的都是木材的边角余料,无形中保护了有限的自然资源。
板式家具以款式新颖、色彩鲜艳、木纹清晰以及不变形、不开裂、防蛀、价格适中等优点成为家具类别中的新一族。
自然简洁的板式家具板式家具即人造板家具,即指以人造板为主要基材、以板件为基本结构的拆装组合式家具。
相对于实木、红木家具而言,由于板材打破了木材原有的物理结构,所以在湿度变化较大的时候,人造板的形变要比实木小得多,更适合快节奏的现代社会。
同时人造板材基本用的都是木材的边角余料,无形中保护了有限的自然资源。
板式家具以款式新颖、色彩鲜艳、木纹清晰以及不变形、不开裂、防蛀、价格适中等优点成为家具类别中的新一族。
板式家具-简介环保板式家具板式家具是指以人造板为主要基材、以板件为基本结构的拆装组合式家具。
这种家具拆装方便、节省木材、色彩多样,是家具业所大力发展的品种。
板式家具所用的材料繁多。
实木曾经是最常见的制作家具的材料,在现代社会各类人造板材,塑料、玻璃、纺织物、海绵、皮革、金属等等被大量应用在板式家具上。
更有以镁铝合金与榉木色系搭配、不锈钢与皮革的结合以及玻璃饰品与金属、玻璃与塑料等个性搭配,显得新颖而自然脱俗,富有时代的美感,体现出当今家具文化的内涵。
再加上灯饰的巧妙应用,更使这类家具特质鲜明、不拘一格。
自然明亮的色泽,轻巧简洁的结构是板式家具的主导设计思想。
现代人喜欢简洁大方、时代感强的家具,而板式家具更能体现这一点。
板式家具-分类常见的人造板材有胶合板、细木工板、刨花板、中纤板等。
1、三聚氰氨板家具:各种花纹纸浸渍三聚氰氨后压贴在人造板表层,经裁断、封边、打孔后组装的家具。
板式家具通用工艺标准
优越板式家具通用工艺标准拟制: ______________校对:______________批准:_______________________________________________________________________________ 本标准由鹤山工艺部编制1、本标准最终解释权归鹤山工艺部2、任何部门与个人未经工艺部许可不得擅自复印或带出厂,违者严惩。
前言随着公司规模的日益壮大,分厂不断的增多.,原来工艺技术标准已越来越不适应公司快速发展的步伐。
加之由于标准的不统一,给各厂的生产带来了许多不便。
甚至引起了技术标准上的混乱。
为了避免这种不良现象,保证工艺标准上的唯一性,标准性。
准确性,促使公司的工艺标准准确有序的流通。
现鹤山工艺部拟制一套工艺技术标准来规范工艺技术标准的实施。
本标准对公司板式家具的基本生产工艺进行了透彻的分析,特别是对优越板式的工序工艺环节剖析深入、内容详尽。
介绍了优越板式家具术语与工艺、常用材料、工序工艺标准,优越板式家具综合标准等。
由于水平有限、加之时间仓促。
对公司的工艺技术深知甚少,还有许多工艺内容没能写进去,板式家具的工艺是一个在实践中不断摸索革新和完善的过程,只有更好没有最好。
标准中如有错误与不妥与之处,敬请各位同仁批评、指正并衷心希望您提出宝贵的意见,以便修改。
目录第一章:板式家具常用术语第一节:工艺与工序第二节:术语第二章:优越家具常用材料第一节:板材介绍第二节:常用蜂窝纸与封边带第三节:常用五金原材料及规格第四节:常用小五金及排钻参数第五节:常用玻璃及工艺要求第六节:常用铝材及工艺要求第七节:油漆的配比与工艺要求第八节:纸箱与工艺要求第九节:常用刀具第三章:优越家具工序工艺标准第一节:板式家具工艺概述第二节:开料第三节:压板第四节:精切第五节:封边第六节:排钻第七节:木工第八节:批灰第九节:油漆第十节:装配第十一节:包装第十二节:五金第四章优越板式家具综合标准第一节:制图规范第二节:图纸的种类第三节:生产表格第四节:优越板式家具工艺流程第五节:第六节:第七节:第八节:第九节:第十节:第一章优越家具工艺与术语第一节:工艺与工序1、工艺的定义通过各种加工设备改变原材料的形状、尺寸或物理性质,将原材料加工成符合技术要求的产品时,所进行的一系列工作的总和称为工艺过程,简称工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
板式家具的技术参数
350mm -400mm;个性化设计一般摆放32开图书的层板高度为250mm,摆放16开图书的层板高度为320mm。
书柜的中层格板应做些活板,便于主人存放大件物品。
衣柜分为被褥区:常规设计在最高层,高度为400mm-550mm
长衣区:高度为1400mm-1700mm
上衣区:高度为1000mm-1200mm
叠放区:高度为350mm-500mm
抽屉:宽度为400mm-800mm,抽屉面高度为160-200mm
抽屉面换用玻璃:步入式衣帽间是开放的状态,因此对于贴身穿的内衣裤和常用的浴巾应该收放在抽屉柜内。
传统的抽屉柜都是木质面的,而最新式的抽屉柜是玻璃面的,这种抽屉柜不仅更漂亮,也更方便拿取衣物。
领带格(百宝格):每一位成功男士都会有多条领带,把这些领带一字排开非领带格莫属。
这种领带盒所占空间比一个抽屉还小,而且位置不限,因此业主可以’见缝插针’地随意安排领带格的位置。
抽拉层板:叠起来的毛织衣物码放在一起找起来会很麻烦,如果用抽拉板则能让叠放的衣物井井有条,但它也有收纳空间较少的缺点,所以请业主慎重选择。
裤架:叠放的裤子会有折痕,而裤架却能让裤子不留一点痕迹,因此衣帽间中的挂裤架是必需的,它需要不少于600mm的悬挂空间,因此挂裤架通常会放置在抽屉下面,这样更能节约空间。
更衣镜:一面更衣镜是步入式衣帽间中必不可少的配置,当换上漂亮的新衣时,一定要在镜前照一照,因此在柜体的侧面加贴一面更衣镜千万不能忘。
更衣镜的高度为1000mm-1400mm,宽度为400mm左右。
柜体踢脚:根据柜体摆放房间的踢脚而定,一般比墙面踢脚线高5mm;在未知墙面踢脚高度时,柜体踢脚高度设计为100mm。