螺丝扭紧基础技术
螺栓的三种常用拧紧方法
差 等都 有 一定 的要 求 , 且螺栓 只 能 一次性使 用 。 并
通过 以上 3种 螺栓 常用拧 紧 方 法 的介 绍 , 以得 可 到这 样 一个 结论:螺栓 的拧 紧方 法对 预 紧力 的控 制有 很大的影响, 屈服 点控 制 拧 紧法 效 果 最好 , 对 螺栓 但
旋转 角 度 拧 紧法 在 最 初 拧 紧 时先 确定 极 限 扭 矩 , 螺栓 一直 拧 到 极 限 扭 矩 , 转 过 一 个 预 定 的 角 把 再
响 , 的值 通 常在 01 03范 围 内变 化 , 以在 给 定 扭 .- . 所 矩 的条 件 下会 导致 预 紧力 也发 生 较大 变 化 , 能有 些 可 情 况 下会 使 连 接 不 可 靠 或 几 根 螺栓 的预 紧力 过 于 分 散 。并 且按 照扭矩 法来 设 计螺 栓 , 了保 证 装 配机 件 为 具 有足 够 的预 紧 力 , 然 要 增 大 螺栓 直 径 , 加 螺栓 必 增
度 ( 一般 为 9 。 6 。, O 或 0) 即为旋 转 角度 拧 紧法 。拧 紧 的 螺栓处 于 弹 性 区域 内, 栓 的旋 转 角 与螺栓 伸 长 量之 螺 第 1步 : 转 曲轴 , 准 第 1缸 压 缩 上 止 点 方 摇 找
的要求 最高;旋 转 角度拧 紧法 比扭 矩拧 紧法得到 的预 紧力 更 均匀 , 一般 能 满足较 高连 接 要求 。口
“ 置 ” 处 于行 驶 状 态 装 入 正 时 闭锁 销 孔 内 , 固护 倒 , 紧
帽 。 口
螺栓 紧固 在缸 体 座 孔 上 , 泵 齿 轮按 记 号 “ ” 凸轮 将 C对
( 作者 单 位 :2 2 部 队 ) 77 6
20 .2 . 运 0年第 期汽 用0 1 车
螺栓拧紧技术
螺栓拧紧技术一、本文的目的螺栓连接的目的是使连接件之间产生适当的压紧力。
压紧力使连接件实现设计的连接。
但压紧力不容易直接检测到,在实际使用中,通常通过扭矩的控制与测量来实现。
螺栓连接要正确使用,首先需要设计者计算压紧力、计算强度、选择尺寸以及使用多大的力矩来拧紧。
这些只是工作的初步完成。
还需要在车间里使用适当的工具将螺栓拧紧到一定的程度,来产生所需的压紧力。
而如何选择适当的工具和拧紧方法,这就是本文的目的。
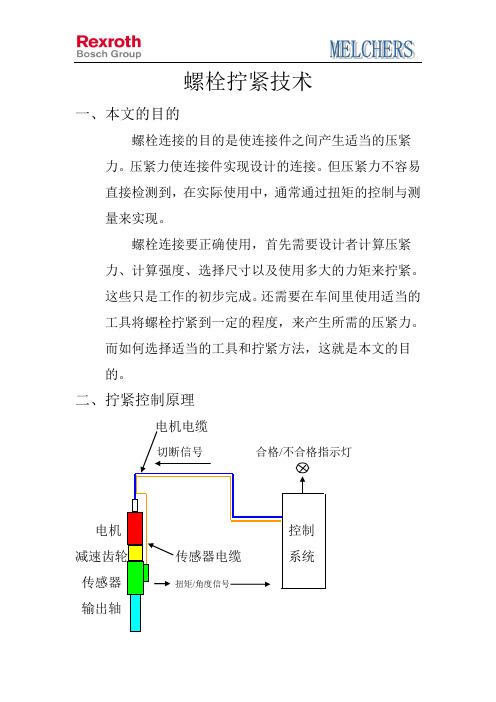
二、拧紧控制原理电机电缆切断信号合格/不合格指示灯电机控制减速齿轮传感器电缆系统传感器扭矩/角度信号输出轴三、拧紧过程的一些基本概念3.1拧紧过程当螺纹连接被拧紧时,由于螺纹的几何形变,使螺栓受拉,被连接件受压。
如下图所示(压紧力与螺栓角位移之间的关系)。
螺栓(或螺母)到达配合面后,拧紧过程真正开始。
初始阶段,由于螺牙的误差及微观表面不平,曲线不呈线性。
这段非曲线之后,压紧力的上升与转角一般呈线性状态,一直到达到材料的屈服极限为止。
然后螺栓开始塑性变形,压紧力增加很少。
如继续拧紧,螺栓被拉长变细,最终断裂。
3.2 硬性连接与软性连接螺纹连接可以为硬性连接与软性连接,或者介于二者之间。
硬性连接一般指材料刚性大、螺栓短的连接。
如发动机上飞轮与曲轴的连接。
软性连接通常在连接刚性小、连接件之间有橡胶、弹垫等。
软性连接有一定的柔性。
对硬性连接,螺母到达配合面后,只需很小的转动角度就可达到预定的力矩,并获得压紧力;而软性连接则相反,需要转动大的角度。
3.3 力矩的分配拧紧力矩需要产生压紧力,同时克服螺栓头与连接件接触面上的摩擦力以及螺纹牙间的摩擦力。
10%转化为压紧力50% 40%螺栓头与连接件螺纹牙间的摩擦力接触面上的摩擦力它们之间的关系如下:T=F(0.161p+0.583d2*U1+0.5D k* U2)T --- 力矩F --- 压紧力P --- 螺距d2 --- 螺钉或螺母的中经U1--- 螺牙间接触面的摩擦系数U2 --- 螺栓头或螺母与被连接件接触面的摩擦系数D k --- 螺栓头或螺母与被连接件接触面的直径3.4 螺栓中的应力如果可以提高螺栓中的应力,那么螺栓的数量就可以减少或尺寸可以减少。
螺丝紧固方法
螺丝紧固方法
嘿,你问螺丝紧固方法啊?这事儿咱得好好唠唠。
咱先说这工具得选对喽。
要是拧个小螺丝,用个大扳手那可不行,就跟拿大炮打蚊子似的。
得根据螺丝的大小选合适的螺丝刀或者扳手。
要是螺丝小,就用小螺丝刀,要是螺丝大,就得用大扳手。
选好工具了,就得开始拧螺丝了。
拧的时候可别使蛮劲,得悠着点。
要是太用力了,螺丝容易滑丝,那就麻烦了。
就跟咱拧瓶盖似的,太用力了瓶盖容易坏。
还有啊,得注意螺丝的方向。
别拧反了,要是拧反了,不但拧不紧,还可能把螺丝拧坏了。
就跟走路似的,得走对方向,要不就越走越远了。
要是螺丝松了,想拧紧点,可以加点螺丝胶。
这螺丝胶就像胶水一样,能让螺丝更牢固。
但是也别加太多了,要不以后想拆下来都难。
另外,要是螺丝生锈了,不好拧,可以先喷点除锈剂。
让除锈剂泡一会儿,再拧就容易多了。
就跟咱给生锈的锁
加点油一样,能让锁更好开。
俺给你举个例子哈。
俺有个朋友,有一回他修自行车,那个螺丝怎么也拧不紧。
他就使蛮劲,结果把螺丝拧滑丝了。
后来他找了个修车的师傅,师傅用了合适的工具,轻轻一拧就拧紧了。
师傅还告诉他,拧螺丝不能使蛮劲,得注意方法。
所以说啊,拧螺丝得选对工具,注意方向,别使蛮劲,要是松了可以加点螺丝胶,生锈了可以喷点除锈剂。
这样才能把螺丝拧紧,让东西更牢固。
嘿嘿。
螺钉拧紧的操作步骤及操作要领
螺钉拧紧的操作步骤及操作要领嘿,咱今儿就来说说螺钉拧紧这事儿!这可别小瞧了,就像咱走路
得先迈哪只脚一样,也是有讲究的哟!
先来说说操作步骤吧。
你得先把螺钉找出来呀,就像找宝藏似的,
可别拿错了型号。
然后呢,把它对准要拧进去的地方,就好比射箭要
瞄准靶子一样。
接下来,开始转动啦,这时候可不能太着急,得慢慢来,一点点地让螺钉往里进。
再讲讲操作要领,这可太关键啦!你得掌握好力度,不能太轻,不
然螺钉半天拧不进去,那不就白费功夫啦;但也不能太重呀,万一给
拧坏了咋办。
这就好像骑自行车,太轻了不走,太重了又容易摔倒。
而且呀,要保持平稳,不能歪七扭八地拧,那最后拧出来的能好看吗?就跟写字一样,歪歪扭扭的字能好看吗?
在拧的过程中,还得时刻注意着,看看有没有对正位置,要是歪了,那后面可就麻烦大了。
这就像走迷宫,得时刻看着路,不然走错了可
就出不来啦。
还有啊,别忘了随时检查,看看螺钉有没有拧紧,可别
到时候松松垮垮的,那可不行哟!
你想想看,如果螺钉没拧紧,那东西能牢固吗?就好比盖房子,砖
头没砌好,房子能结实吗?所以啊,这小小的螺钉拧紧也有大学问呢!咱可不能马虎对待。
操作的时候,心里得有谱呀,不能瞎拧一通。
要用心去感受,就像和螺钉在交流一样。
别笑呀,真的是这样呢!你得知道它啥时候该紧一点,啥时候该松一点,这都是经验呐!
总之呢,螺钉拧紧这事看着小,实则重要得很呐!咱得认真对待,按照步骤来,抓住要领,才能把它做好。
这样,不管是修个小物件,还是组装个大东西,都能稳稳当当的,多棒呀!可别小看了这小小的螺钉拧紧哟,它能发挥大作用呢!。
拧紧螺丝的方法
拧紧螺丝的方法拧紧螺丝是一项基本的维修和DIY技能。
在不同的场合和项目中,需要使用不同的工具和方法来拧紧螺丝。
本文将为你介绍一些常用的拧紧螺丝的方法,帮助你更好地掌握这个技能。
1. 使用螺丝刀螺丝刀是最常用的拧紧螺丝工具之一。
常见的螺丝刀有十字形螺丝刀和平头螺丝刀。
当使用螺丝刀拧紧螺丝时,需要先确定螺丝刀的大小和螺丝的大小是否匹配,然后将螺丝刀插入螺丝的凹槽中,沿着螺纹方向旋转螺丝刀。
2. 使用扳手扳手也是一种常用的拧紧螺丝工具。
和螺丝刀不同,扳手可以根据需要调整大小,因此可以拧紧各种大小的螺丝。
使用扳手时,需要先将扳手调整到合适的大小,然后将扳手套在螺丝上,顺时针旋转扳手。
3. 使用电动螺丝刀电动螺丝刀是一种高效的拧紧螺丝工具。
它可以快速地拧紧螺丝,同时也可以根据需要调整扭矩大小。
使用电动螺丝刀时,需要将螺丝刀头插入螺丝的凹槽中,然后按下开关启动电动螺丝刀,自动拧紧螺丝。
4. 使用扭力扳手扭力扳手是一种专业的拧紧螺丝工具。
它可以精确地调整扭矩大小,确保螺丝被拧紧到正确的扭矩。
使用扭力扳手时,需要将扭力扳手接在螺丝上,然后按照扭矩要求旋转扭力扳手。
5. 使用梅花扳手梅花扳手也是一种常用的拧紧螺丝工具。
它适用于拧紧几乎所有类型的螺丝和螺母。
使用梅花扳手时,需要将梅花扳手套在螺丝或螺母上,然后旋转梅花扳手。
总而言之,拧紧螺丝是一项基本的维修和DIY技能,根据不同的需求和场合,需要选择不同的工具和方法来拧紧螺丝。
掌握这些方法和技能,可以让你更好地完成各种维修和DIY项目。
螺栓拧紧技术

螺栓拧紧技术是指在机械装配中,通过使用扭矩工具或者角度工具将螺栓拧紧到预定的力矩或角度值,以达到紧固连接的目的。
螺栓拧紧技术的重要性在于保证机械装配的可靠性和安全性,同时也能够提高工作效率和降低成本。
常用的螺栓拧紧技术包括手动拧紧、气动拧紧、液压拧紧等。
具体特点:手动拧紧:使用扳手或扭力扳手手动拧紧螺栓,适用于一些拧紧力矩较小的情况。
扭矩控制拧紧:使用扭矩扳手或电动扭矩扳手等工具,按照预定的扭矩值拧紧螺栓。
角度控制拧紧:使用角度扳手或电动角度扳手等工具,按照预定的角度值拧紧螺栓。
液压拧紧:使用液压扳手等工具,通过液压力将螺栓拧紧到预定的力矩或角度值。
气动拧紧:使用气动扳手等工具,通过气动力将螺栓拧紧到预定的力矩或角度值。
需要根据具体的情况选择合适的拧紧方法,以确保螺栓的紧固连接符合要求。
螺钉拧紧的技巧
螺钉拧紧的技巧
1. 使用正确的螺钉:不同类型的螺钉有不同的拧紧要求。
根据所要固定的元件的材料和尺寸,选择最合适的螺钉。
2. 使用正确的螺丝刀:螺丝刀必须与螺钉头的形状相对应。
如果使用不当的螺丝刀,很容易将螺钉头损坏。
3. 调整拧紧力度:拧紧螺钉时需要有适当的力度,但不宜过大。
如果拧紧力度过大,会导致螺钉头损坏或其他元件损坏。
4. 交替拧紧:对于大型螺钉组装,应该先用手将螺钉旋入,之后再用合适大小的扳手交替拧紧,这样可以确保拧紧均匀。
5. 使用防松剂:对于易松动的螺钉,可以在拧紧前在螺纹周围喷一些防松剂,以防螺钉松动。
6. 检查拧紧结果:拧紧后的螺钉应该牢固,不应该有松动。
可以用手或工具轻压螺钉头测试其是否正确拧紧。
7. 避免过度拧紧:过度拧紧螺钉不仅会导致其他元件损坏,还可能引起螺钉头断裂等危险情况。
因此,应该掌握适当的拧紧力度。
拧紧工艺方法

拧紧工艺方法拧紧工艺方法是指在装配线上对螺栓、螺母或螺钉等零部件进行拧紧的过程。
下面列举了50条关于拧紧工艺方法的详细描述:1. 扭矩控制:通过设置合适的扭矩限制,确保螺栓拧紧到规定的扭矩值。
2. 角度控制:除了扭矩控制外,还可以通过角度控制来确保螺栓拧紧到规定的角度范围内。
3. 扭矩角度联合控制:结合扭矩和角度控制,以确保螺栓的拧紧质量。
4. 拉伸控制:通过拉伸测量来控制螺栓的拧紧力,以确保拧紧质量。
5. 拉力控制:对于需要更高精度的拧紧,可以利用拉力控制技术。
6. 高速拧紧:采用高速拧紧工艺,提高生产效率。
7. 低速拧紧:对于对拧紧精度要求较高的螺栓,可以采用低速拧紧工艺。
8. 自动拧紧:利用自动化设备进行螺栓拧紧,提高生产效率。
9. 半自动拧紧:结合人工和自动化设备进行螺栓拧紧,既保证了拧紧质量又提高了效率。
10. 手动拧紧:对于特殊情况或小批量生产,采用手动拧紧方法。
11. 螺栓松固特性的测定:通过测试螺栓的松固特性,选择合适的拧紧工艺。
12. 螺母端座设置:设计合适的螺母端座,以确保螺栓在拧紧过程中不受损。
13. 拧紧序列设计:合理设计螺栓的拧紧顺序,避免因为拧紧顺序不当而引起的问题。
14. 螺纹润滑:在拧紧过程中保证螺纹的润滑,减小拧紧时的摩擦力。
15. 拧紧设备校准:定期对拧紧设备进行校准,确保其拧紧准确度。
16. 螺纹清洁:在进行拧紧前,清洁螺栓和螺母的螺纹,避免因杂质导致的拧紧不良。
17. 拧紧力矩分析:分析拧紧力矩曲线,判断拧紧质量。
18. 拧紧工艺优化:结合实际情况,优化拧紧工艺,提高生产效率和产品质量。
19. 螺栓拧紧传感器:利用拧紧传感器监测螺栓的实际拧紧情况,实时反馈拧紧力矩。
20. 拧紧过程监控:通过监控拧紧过程,及时发现问题并采取措施。
21. 拧紧参数记录:记录每个螺栓的拧紧参数,建立拧紧数据档案。
22. 拧紧防错措施:采取措施确保错误螺栓拧紧情况的发现和纠正。
23. 自动拧紧机器人:利用机器人进行螺栓的自动拧紧作业,提高生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
41
Tensile Strength / Yield
抗拉强度/屈服点
Stress (受力) N/mm²
Tensile strength
抗拉强度
75 %
Tensile stress (抗拉强度) 100* 8=800 N/mm2 Yield stress (屈服应力) 800* 0,8=640 N/mm2
Failure (失效) Yield (屈服点) Elastic part (弹性变形区)
焊接 胶合 铆接 用螺丝和螺栓拧紧
4
哪种装配方法最普遍?
焊接 胶合 铆接 用螺丝和螺栓拧紧
?
5
使用螺丝和螺栓拧紧!
But why? 设计简单 零部件标准化 装配简单,拆卸方便 效率高 成本低
6
2. 什么是连接件?
7
什么是连接件?
螺丝/螺栓
连接件受到不同外部力的影响
20 %
夹紧力
螺纹副中的摩擦力
40 %
40 %
塑料垫圈
40%
40%
25
改变摩擦力 – 加润滑
螺纹里的润滑
26
扭矩和夹紧力的关系
螺栓头/螺丝头下面 的摩擦力
夹紧力
20 %
50 %
30 %
螺纹副中的摩擦力 50%
螺纹里加润滑
30%
27
摩擦力减小会导致...
20 %
50 % 30 %
...过拧!
28
基本拧紧技术
Distributor training level I
1
目的
掌握以下几个要点,并能与客户就生产中的相关问题进行解 释,为客户提供正确的工具和方案作指导
– 使用螺栓/螺丝的优点 – 什么是连接件? – 扭矩,摩擦力和夹紧力的关系 – 抗拉强度和屈服点
2
1. 螺纹紧固件
3
生产装配的几种方法
改变摩擦力 – 生锈的螺栓
生锈的螺栓
29
扭矩和夹紧力的关系
螺栓头/螺丝头下面 的摩擦力
夹紧力
0%
50 %
50 %
螺纹副中的摩擦力 50%
生锈的螺栓
50%
30
其它改变摩擦力的形式
Locktite胶水 自锁螺母 螺纹上带涂料 坏螺纹 ... ...
31
螺纹上带涂料
32
坏螺纹
33
19
夹紧力, 10% 螺纹副中的摩擦 了, 40% 螺栓头下表面的 摩擦力, 50%
扭矩施加 (100%),其夹紧力得到…
‘通常情况’
扭矩
螺丝/螺栓头部下表面的 摩擦力
夹紧力
10%
100 %
50%
40%
螺纹副力的摩擦力
The 50-40-10 规则
螺栓头下摩擦力 50%
螺纹副中 40%
扭矩
夹紧力 10%
12
3. 扭矩,摩擦力和夹紧力
13
紧固件中的螺纹产生了夹紧力,使得部件结合在 一起
旋转螺丝/螺栓将拉伸螺丝/螺栓 拉伸螺丝/螺栓使部件加紧 连接件力的夹紧力是拧紧中所求的力
14
螺纹紧固件 – 扭矩
夹紧力是我们想得到的,但是它非常难测量. 扭矩 容易测量和运用
我们能够测量的是扭矩T
夹紧力是我们想要得到的
8
连接部件 螺母
应用场所举例
车轮螺栓 法兰 发动机 输配电线杆 手表
9
夹紧力,拉伸力和剪切力
拉伸力
夹紧力
剪切力
拉伸力
10
剪切力
一定要避免这种情况!
11
小结-连接件
连接件的应力 螺丝/螺栓连接是用一个足够大的夹紧力将部件结合起来 螺丝/螺栓在拧紧中拉伸,也就对连接件产生了夹紧力 螺丝/螺栓连接件能将部件结合,只要其夹紧力/预载力大于外部的拉 伸力
– d2
= diameter bolt
– Dkm
= size of surface bolt (nut)-head
Dkm = (dw + dh)/2
– μk
= fricition value surface bolt-head
23
不同材料的螺纹中的摩擦力
24
改变摩擦力 –塑料垫圈
螺栓头/螺丝头下面 的摩擦力
39பைடு நூலகம்
施加的扭矩不要超过使用极限
• 施加的扭矩过大会使螺 栓过度伸长
Torque
• 安全余量取决于: – 拧紧精度 – 材料等级
40
Angle of rotation
螺栓标识系统
.
公制螺纹
生产商
第一个数 = 1/100 的最小抗拉 强度 (N/mm2) 100×8 = 800 N/mm2
第二个数 =屈服强度与最小抗拉 强度之间的关系 0.8 = 80%
上 摩擦力的变化,会导致连接件中的夹紧力有40%的变化 施加在连接件上的扭矩可以由扭矩-转动的角度来表示
37
4. 抗拉强度和屈服点
38
一定要确保施加的扭矩达到最小需要扭矩
• 夹紧力一定要高于外部载荷 • 安全余量载荷的影响因素:
– 振动 – 摩擦力的变化 – 连接件尺寸变化 – 拧紧精度
90% 的扭矩用于克 服摩擦力
100%
21
扭矩和夹紧力的关系
22
夹紧力F和扭矩、摩擦力等因素紧密相关
Fm= T/ (0.16P + (μg * 0.58 * d2) + ((Dkm/2) * μk))
Pitch
Thread
Head
Definitions
– Fm –P – μg
= clamping force = pitch of thread = friction value in thread
35
摩擦力带来的损失...
摩擦力使螺栓/螺丝连接件非常稳定 摩擦力有两方面作用:拧紧和旋松 使用摩擦力,我们能得到一些特殊效果
(locktite, 自锁螺母,...)
36
小结 – 扭矩,角度和夹紧力
拧紧扭矩是加载在螺丝/螺栓上的外部拧紧力 只有10% 左右的扭矩转化为夹紧力,其余都消耗在不可预计的摩擦力
‘要求的’扭矩 – 大扭矩 (prevailing torque)
额外的扭矩来克服摩擦力,例如自锁螺母 自锁螺母的摩擦力导致了大扭矩
T
12 Nm 10 Nm
2 Nm
3 Nm 1 Nm
34
连接贴合面
“prevailing torque” 装配
普通装配
需要克服自锁螺母摩擦力 产生的额外扭矩
φ
大扭矩 – 自锁螺母
15
直接测量夹紧力的方法
16
为了拧紧螺栓, 必须施加力以便拧紧螺母/螺丝
17
Torque T = F x r
F
Ta Tb
18
r F
½r
施加的扭矩并不象夹紧力那么简单
力 (F), 力臂 (L) = 扭矩(M) 螺栓旋转的越多,得到的扭矩越大
但是, • 90% 的扭矩被摩擦力消耗 • 只有10%的扭矩转化为夹紧力