日处理300吨精炼大豆油技术数据
年产10万吨大豆油工艺流程设计

大豆油是一种常见的食用油,其生产工艺流程可以分为以下几个步骤:原料准备、磨碎、浸提、沉淀、蒸煮、榨油、脱水、脱臭、精炼、灌装和
包装。
1.原料准备:选用优质大豆作为原料,清洗去杂质,并进行除石、除
尘和除铁处理。
2.磨碎:将清洗好的大豆进行破碎,使其变成适合浸提的颗粒状。
3.浸提:将破碎好的大豆经过浸提器浸泡在有机溶剂中,溶剂可以选
择正己烷、环己烷等。
通过浸泡,将大豆中的脂肪酸溶解在有机溶剂中,
形成浸提液。
4.沉淀:将浸提液经过沉淀器进行静置,使得溶解在有机溶剂中的脂
肪酸沉淀下来,形成脱脂大豆油。
5.蒸煮:将沉淀下来的脱脂大豆油进行蒸煮,去除残留的溶剂和水分,并破坏部分酶活性。
6.榨油:将蒸煮好的脱脂大豆油放入榨油机中进行榨取,将油脂从大
豆中提取出来,形成原始大豆油。
7.脱水:将榨出的原始大豆油进行脱水处理,去除其中的水分。
8.脱臭:将脱水后的大豆油进行脱臭处理,通过高温蒸汽或者真空蒸馏,去除其中的异味。
9.精炼:对脱臭后的大豆油进行精炼处理,包括脱色、脱水、脱腥、
脱致癌物等环节,使其保持较高的营养价值和良好的口感。
10.灌装和包装:将精炼好的大豆油进行灌装和包装,分为各种规格
的食用油产品,方便消费者购买和使用。
以上是大豆油的年产10万吨工艺流程设计,通过以上流程可以生产出质量稳定、食用安全的大豆油产品。
同时,在整个生产过程中,要严格控制各个环节的质量和卫生标准,确保产品符合食品安全的要求。
2000吨每日大豆预处理生产设备计算说明书资料
2007届毕业生毕业设计说明书题目: 2000T/D大豆油预处理车间的工艺设计院系名称:粮油食品学院专业班级:食工03-4班学生姓名: xx 学号: 2003xx3指导教师:韩丽华付黎敏教师职称:副教授实验师年6 月 1 日毕业设计(论文)目录目录 (1)摘要 (2)ABSTRACT (3)前言 (4)1工艺介绍 (6)1.1清理 (6)1.2破碎 (6)1.3脱皮 (6)1.4软化 (7)1.5压胚 (8)1.6干燥 (8)1.7总述 (10)2.物料衡算 (11)3.设备的选型及计算 (11)3.1埋刮板输送机 (11)3.2筛选设备 (11)3.3去石设备 (12)3.4调质设备的设计 (13)3.5斗式提升机 (14)3.6快速加热设备的设计 (15)3.7一道破碎机的选择 (16)3.8一道豆皮分离设备 (17)3.9轧坯机的选择 (19)3.10分级筛的选用 (20)3.11皮仁分离器 (20)3.12豆皮粉碎机 (21)3.13豆皮输送设备 (21)4.热量衡算 (22)4.1调质塔蒸汽的用量 (22)4.1 快速加热段蒸汽用量 .............. (22)4.1一道皮仁分离段空气加热器蒸汽用量 (22)5.厂房建筑 (22)6.结论 (23)7.致谢 (24)8.参考文献 (24)毕业设计(论文)摘要本工艺为大豆热脱皮工艺。
不仅大豆脱皮效果好,而且提高了大豆饼粕的质量。
选用了高效振动筛、比重去石机、调质塔、快速干燥器、破碎机、皮仁分离器、轧胚机等先进的设备。
调质塔不但能够提高大豆的温度,使大豆达到适宜于轧胚的温度70℃左右的温度,还降低了大豆的含水量,使含水量控制在10%左右。
快速干燥器短的时间内使大豆的表面温度上升到90℃左右。
由于只有豆皮的温度达到90℃,而豆仁的温度并不增加多少,这样就可以降低蛋白质的变性,有利于提高饼粕的质量。
豆皮温度的提高有利于大豆破碎后皮仁的分离,且处理量大、能耗低。
植物油厂可行性研究报告
目录:1项目基本情况 (2)1.1项目名称和建设单位 (2)1.2项目单位性质: 股份制 (3)1.3项目主管单位和项目负责 (2)1.4项目建设地址 (2)1.5可行性报告编制单位 (2)1.6项目研究内容和依据 (2)1.7项目建设状况 (2)1.8项目投资金额及经济技术指标 (4)1.9 结论 (4)2项目提出背景、必要性和意义 (4)3精炼油产品市场预测 (5)3.1国内市场考察 (5)3.2国际市场考察 (5)3.3产品价格考察 (5)3.4市场需求预测 (6)3.5市场营销策略及产品目标市场预测 (6)4项目规划和厂址选择 (6)4.1项目规划 (6)4.2厂址选择 (7)5工程技术方案 (9)5.1项目组成 (9)5.2产品质量标准 (9)5.3生产方法、工艺流程和主要设备选择 (9)5.4总平面布置和车间布置 (11)5.5精练油加工厂厂内外运输情况 (11)5.6土建改造工程 (11)5.7给排水工程 (12)5.8供电 (13)5.9供热 (13)5.10通风 (14)5.11维修 (14)6环境保护与劳动安全 (14)6.1建设地点的环境现状 (14)6.2主要污染源和污染物 (14)6.3环境保护采用标准 (14)6.4治理方案及预期效果 (15)6.5工厂卫生、劳动保护及职业安全卫生 (15)6.6物资管理 (16)7节能与计量 (17)7.1设计依据 (17)7.2主要措施 (17)7.3节能机构的设置 (18)7.4计量 (18)8企业组织与劳动定员 (18)8.1企业组织及工作制度 (18)8.2劳动定员 (18)8.3人员培训 (20)9项目实话进度建议 (21)10投资估算与资金筹措 (21)10.1投资估算 (21)10.2流动资金估算 (22)10.3项目总投资 (22)11财务评价 (22)11.1单位产品成本和总成本 (22)11.2产品成本估算依据 (22)11.3产品销售收入: (22)11.4利润估算 (23)11.5财务现金流量分析 (23)11.6项目清偿能力分析 (23)11.7评价结论 (23)11.8敏感性分析 (23)12综合评价 (24)12.1社会效益分析 (24)12.2生态效益分析 (24)12.3综合评价 (24)附录 (24)1项目基本情况1.1项目名称和建设单位1.1.1项目名称: 日产20吨大豆精炼油加工项目1.1.2建设单位: 牡丹江油脂厂1.2项目单位性质: 股份制1.3项目主管单位和项目负责1.3.1项目主管单位: 牡丹江市油脂厂1.3.2项目负责人: XXX1.4项目建设地址黑龙江省牡丹江市1.5可行性报告编制单位哈尔滨商业大学1.6项目研究内容和依据1.6.1研究内容(1)对精练油加工产品数量、质量进行分析, 对销售市场进行分析预测(2)对项目的三废处理和环境保护措施进行谁(3)对项目的投资进行分析谁并提出估算(4)对项目建成投产后的经济效益进行研究分析和测算1.6.2研究工作依据(1)项目可行性研究报告委托合同书(2)委托单位提交的基础材料1.7项目建设状况1.7.1原料来源情况:牡丹江地区是黄豆主产区, 地质肥沃, 年产大豆500000吨, 牡丹江油脂厂因扩展规模, 粗油日产200吨, 故需要扩展精炼油生产线, 本项目对粗油进行细加工, 日处理量为25吨, 加工的最终产品是食用油。
食品油脂的生产与加工技术研究
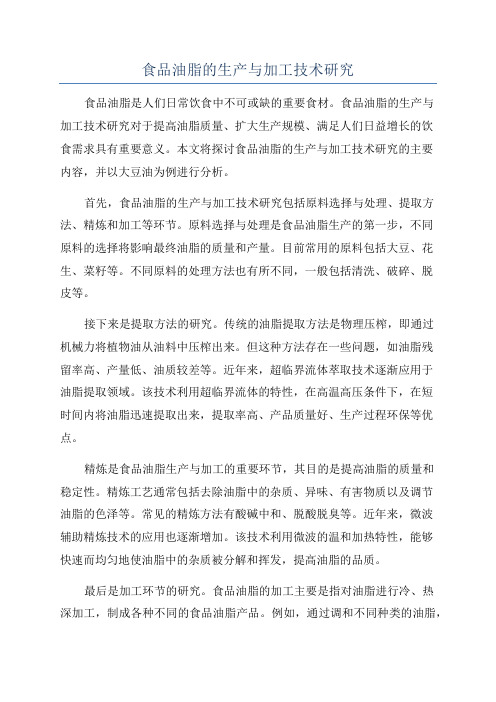
食品油脂的生产与加工技术研究食品油脂是人们日常饮食中不可或缺的重要食材。
食品油脂的生产与加工技术研究对于提高油脂质量、扩大生产规模、满足人们日益增长的饮食需求具有重要意义。
本文将探讨食品油脂的生产与加工技术研究的主要内容,并以大豆油为例进行分析。
首先,食品油脂的生产与加工技术研究包括原料选择与处理、提取方法、精炼和加工等环节。
原料选择与处理是食品油脂生产的第一步,不同原料的选择将影响最终油脂的质量和产量。
目前常用的原料包括大豆、花生、菜籽等。
不同原料的处理方法也有所不同,一般包括清洗、破碎、脱皮等。
接下来是提取方法的研究。
传统的油脂提取方法是物理压榨,即通过机械力将植物油从油料中压榨出来。
但这种方法存在一些问题,如油脂残留率高、产量低、油质较差等。
近年来,超临界流体萃取技术逐渐应用于油脂提取领域。
该技术利用超临界流体的特性,在高温高压条件下,在短时间内将油脂迅速提取出来,提取率高、产品质量好、生产过程环保等优点。
精炼是食品油脂生产与加工的重要环节,其目的是提高油脂的质量和稳定性。
精炼工艺通常包括去除油脂中的杂质、异味、有害物质以及调节油脂的色泽等。
常见的精炼方法有酸碱中和、脱酸脱臭等。
近年来,微波辅助精炼技术的应用也逐渐增加。
该技术利用微波的温和加热特性,能够快速而均匀地使油脂中的杂质被分解和挥发,提高油脂的品质。
最后是加工环节的研究。
食品油脂的加工主要是指对油脂进行冷、热深加工,制成各种不同的食品油脂产品。
例如,通过调和不同种类的油脂,可以制作出不同的功能性调和油;通过加工、膨化、提纯等处理,可以将油脂应用于食品加工中,制作出各种食品。
以上是食品油脂的生产与加工技术研究的主要内容。
以大豆油为例,一般的生产流程是:原料处理→物理压榨→提取→精炼→加工。
通过不断改进和创新技术,可以提高油脂的质量和产量,满足人们对食品油脂的高品质、多样性的需求。
例如,超临界流体萃取、微波辅助精炼等新技术的引入,使得生产流程更加高效、环保;食品油脂的特殊加工技术的应用,使得油脂可以更好地应用于食品加工中,提高了食品的质量和口感。
精炼对大豆油和菜籽油中主要微量成分的影响研究
精炼对大豆油和菜籽油中主要微量成分的影响研究王瑛瑶;魏翠平;段章群;栾霞;刘京;陈焱【摘要】研究了大豆油和菜籽油中过氧化物、游离脂肪酸、生育酚、甾醇、反式酸、聚甘油酯等微量物质含量随精炼工序的变化.油脂中过氧化值(PV)下降主要在精炼的脱色阶段,本研究中,大豆油PV在脱色阶段下降幅度为63.27%,而菜籽油PV 下降幅度为93.07%;脱酸处理后,油脂的酸价(AV)急剧下降,但植物甾醇在这一阶段损失最为严重,且伴随产生缩水甘油酯.生育酚损失主要在脱臭环节,尤以γ-生育酚损失最多.脱臭处理是有害物质反式脂肪酸、聚甘油酯以及缩水甘油酯明显上升的主要环节.【期刊名称】《中国粮油学报》【年(卷),期】2014(029)010【总页数】5页(P47-50,55)【关键词】大豆油;菜籽油;微量物质;精炼;损失【作者】王瑛瑶;魏翠平;段章群;栾霞;刘京;陈焱【作者单位】国家粮食局科学研究院,北京100037;国家粮食局科学研究院,北京100037;国家粮食局科学研究院,北京100037;国家粮食局科学研究院,北京100037;国家粮食局科学研究院,北京100037;国家粮食局科学研究院,北京100037【正文语种】中文【中图分类】TS224.6食用植物油的主要成分是三酰甘油,此外,还含有对油脂品质和储存稳定性有重要影响的甾醇、生育酚、磷脂、游离脂肪酸、色素等微量物质。
油脂精炼过程可以减少上述微量物质并产生新的微量物质,包括由于脂肪酸异构化产生的反式酸、甘油酯聚合产生的聚甘油酯等危害物。
油脂精炼的目的是除去对油脂品质和食用安全有影响和危害的物质,并最大程度减少对有益组分的影响和降低油脂精炼损失。
当前,保留油脂中微量有益组分对消费者的积极作用已得到科学证实[1-2],油脂产品的质量评价正从过去追求产品外在感官指标上升到多维度油脂品质的综合评判上,合理控制油脂精炼程度已得到学术界和产业界的共同认可。
在这个过程中,深入系统的研究油脂中对人体健康有益的微量类脂物(如生育酚、甾醇等)和有害物质(反式脂肪酸、聚甘油酯等)的种类、含量与精炼工序的关系,是建立合理精炼工序对应的产品质量控制指标、保障油品安全营养的基础。
饲料原料 大豆油-概述说明以及解释
饲料原料大豆油-概述说明以及解释1.引言1.1 概述大豆油作为一种重要的饲料原料,在动物饲料生产中具有广泛的应用。
它是从大豆中提取的一种油脂,含有丰富的蛋白质、脂肪和维生素等营养物质,具有很高的营养价值。
大豆油在饲料中主要起到提供能量和促进动物生长发育的作用。
随着畜禽养殖业的发展和对动物饲料质量要求的提高,大豆油的应用前景非常广阔。
本文将重点探讨大豆油在饲料中的作用、营养价值以及对动物健康的影响,旨在为饲料生产和动物饲养提供参考依据。
1.2 文章结构文章结构部分应该包括对整篇文章的组织和各个章节的内容概述。
在这篇关于大豆油在饲料中的文章中,文章结构可以简要描述为:本文主要分为三个部分。
第一部分是引言部分,介绍了本文的概述、文章结构和目的。
第二部分是正文部分,具体讨论了大豆油的来源和生产、在饲料中的作用以及其营养价值。
第三部分是结论部分,对大豆油在饲料中的应用前景、对动物健康的影响进行讨论并进行总结。
通过这样的结构,读者可以清楚地了解本文的主要内容和组织结构,有助于他们更好地理解和阅读文章。
1.3 目的本文旨在探讨大豆油在饲料原料中的重要性和作用。
通过对大豆油的来源、生产以及在饲料中的作用进行详细分析,旨在提供给饲料生产商和养殖户关于大豆油的营养价值和应用前景的信息。
同时,本文还将探讨大豆油对动物健康和生长发育的影响,为养殖业提供更多的科学依据和建议。
通过本文的阐述,希望读者能更深入地了解大豆油在饲料中的重要性,为养殖业的发展和动物的健康贡献力量。
2.正文2.1 大豆油的来源和生产大豆油是一种植物油,主要由大豆籽中提取而来。
大豆油的生产过程通常包括以下几个步骤:1. 大豆的种植:大豆是一种主要的粮食作物,广泛种植于世界各地。
种植大豆需要合适的气候和土壤条件,通常在春季播种,秋季收割。
2. 大豆的加工:收割后的大豆被送往加工厂进行处理。
首先通过脱皮机去除大豆的外层皮,然后进行蒸煮或压榨以提取大豆油。
大豆油物料衡算
国产大豆出油率是每百斤16至18斤,进口转基因大豆是每百斤18至20斤。
油厂利润:(豆油+豆粕)×价格—(大豆成本+生产成本)不过我们家貌似达不到那么高出油率也就在13%左右。
国内大豆的出油率在12-17%之间,进口大豆的出油率在15-18%之间,压榨成本有增值税,保险费,运输费,仓储费,大豆成本,还有一定比例的损耗,这都是压榨成本。
而国产大豆的出油率要比进口大豆低,上述业内人士说只有16%,豆粕产出率、豆油和豆粕的价格与进口大豆相同,如此推算,1吨国产大豆加工后为3437元,除去150元的加工成本,还剩下3287元,意味着油厂必须按照每斤1.65元的价格收购国产大豆才能保本,但这一价格远远低于国家收储的每斤1.85元,因此农民并不愿意卖。
一.分析原料油损耗的形成以各种制油方法制取的未经过精炼的油称为毛油(新国家标准中称之为原油),毛油的主要成分是甘油三脂肪酸脂,也即称为中性油,此外的非甘油脂组分统称为杂质。
油脂的精炼就是利用杂质与中性油的理化性质的差异,通过不同的工艺及设备将其分离出去的过程。
由此看出原油精炼加工必然带来油脂损耗,并可分为必然损耗与附加损耗。
根据杂质在油脂中存在的状态,将其分为悬浮杂质、胶溶性杂质、脂溶性杂质、水分等。
悬浮杂质包括泥沙、饼粕屑、草纤维、铁屑等;胶溶性杂质包括磷脂、蛋白质、糖类等;脂溶性杂质包括脂肪酸、甾醇、生育酚、色素、烃类、蜡质以及油脂氧化产物醛、酮、酸、过氧化物等。
虽然不同的原料和工艺得到的原油质量各不相同,但根据新的食用植物油国家标准,原油质量必须符合六项指标要求:水分、挥发物<0.2%,气味、滋味无异味,不溶性杂质≤0.2%,酸值≤4mgKOH/g,过氧化值≤7.5mmol/kg,溶剂残留量≤100mg/kg。
油脂的精炼损耗与原油含杂量和成品油的质量要求有关。
下面对符合国标要求的原油精炼为一级油过程产生的损耗进行估算:1. 脱除毛油中悬浮杂质的损耗毛油中悬浮杂质的含量≤0.2,一级油中悬浮杂质含量要求≤0.05%,一般脱除悬浮杂质造成的油脂损耗为杂质量的1.3—1.5倍,既损耗约为0.2%。
食用油脂生产工艺简介
生产工艺简要介绍1.大豆压榨1.1项目规模介绍大豆压榨生产线日均加工能力3500吨,年大豆加工能力105万吨以上,于2010年3月28日建成投产。
由世界著名的油脂油料成套工艺技术及生产装置供应商“DESMET BALLESTRA”设计建造。
该生产线核心设备均为进口或国内加工的世界著名品牌,如膨化机为巴西的“TECNAL”、离心机为德国的“WESTFALIA”、湿粕输送机为美国的“DIVINE”、破碎机、轧胚机、粉碎机为“BUHLER”、离心泵为“SULZER”等。
一流的设备、先进的工艺及优秀的压榨团队确保了压榨线生产消耗、设备稳定性、产品品质等稳居行业领先水平。
1.2项目工艺介绍大豆压榨生产线加工的大豆进入预处理车间经磁选、缓存、计量后进入平面回转筛去除豆杆、粉尘等杂质,而后依次输送入大豆调质塔进行软化调质、输送入破碎机破碎到4-6瓣、流经皮仁分离器脱皮、输送入轧胚机轧成0.3-0.4mm的薄片、输送入膨化机进行膨化处理、流入逆流冷感器冷干,之后形成合格的入浸料输送进入浸出车间的浸出器中,与正己烷溶剂充分逆流接触取油。
浸出后的油和溶剂的混合液体经过两次蒸发器蒸发、一次汽提塔汽提后,内部溶剂充分脱除得到汽提毛油,汽提毛油加水混合后再进行水化脱胶、干燥和冷却后得到大豆原油供给油脂精炼车间精炼。
浸出后的豆粕和溶剂的混合料依次输送进入蒸脱机(DT)脱除溶剂、豆粕干燥冷却器(DC)干燥冷却调水调温后再进一步粉碎,最后与粉碎后的细豆皮按比例掺兑并充分混合后得到不同等级的成品豆粕。
1.3项目工艺流程2.油脂精炼2.1项目规模介绍油脂精炼生产线于2004年9月20日建成并投产,日加工能力为1200吨,包括600吨/日化学精炼线和600吨/日物理精炼线,年处理油料能力达36万吨。
两条生产线,同时可满足加工大豆原油、菜籽油、棕榈毛油、28度、24度、18度、16度、12度、10度等棕榈油。
精炼生产线工艺设备采用国产一流的皇冠友谊工艺设备,其中核心设备均采用进口原装装备如德国WESTFALIA离心机、德国WESTFALIA离心混合器、美国HMD高温油泵、德国GEKAKONUS 高压锅炉、美国PULSAFEEDER计量泵、德国KORTING真空泵及西门子控制系统等,各项指标消耗均达到国内同行一流的水准,为油脂包装生产线提供稳定可靠的原料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一. 日处理300T/d 大豆油精炼工艺流程图
砱酸 液碱 中性油 加水量8%
毛豆油 →
废水
白土
水洗油 10公斤/吨油 脱色油
废白土
馏出物 脱臭油 小于50℃
一级成品油(符合BG1535-2003)
300吨/日大豆油精炼工艺流程简述
毛豆油符合GB1535-2003原油标准,经过滤后的毛豆油含杂量≤0.2%,然后进入碱炼工序:分别加入磷酸(浓度35%)和10Be °的烧碱液混合。
混合后进入碱炼离心机进行油皂分离,分离后的油脚泵入皂脚池。
碱炼后的中性油进入水浇工序,加水量为8%。
油水混合后进入水洗离心机分离,分离后的水洗废水经过翻水池隔栏后进入废水处理车间。
经处理后达到国家二级排放标准排放。
水洗后的油进入真空干燥塔干燥(干燥温度90℃-110℃),干燥后的水洗油进入脱色塔,加入10公斤/吨油白土进行脱色,再过滤。
过滤的废白土入池,脱色油进入脱臭塔真空脱臭,脱臭温度125℃左右。
脱臭的馏出物一般为脂肪酸类,装桶后销售。
脱臭油经冷却至50℃以下,入成品油罐,成品油罐为一级大豆油,质量符合GB1535-2003一级大豆油标准。
过滤 混合
离心分离
水洗混合,分离
真空干燥 脱色 过滤
脱臭 冷却
二. 日处理300吨毛豆油主要物料流程示意图及物料衡算
毛豆油N1=300t 液碱13.68t 中性油N2=292.5t 水量24t
水洗油
→ 皂脚21.18t 废水24t
白土3t N3=289.3t 成品油N4=287.6t 废白土6.2t 馏出物1.7t
原料油,成品油标准:均按(GB1535-2003)执行
酸值设定小于等于2 毛豆油用N1表示,中性油用N2表示,脱色油用N3表示,成品油用N4表示
设定水洗中性油无损失
碱炼时皂脚带走的油量为毛油的2.5% 脱色时白土带走的油量为中性油的1.1% 真空脱臭挥发损失为脱色油的0.6%
碱炼 离心分离 水洗 离心分离 脱色 真空脱臭塔
毛豆油N1=300吨/日
中性油N2=毛豆油N1×(1-2.5%)=292.5吨/日
脱色油N3=中兴油N2×(1-1.1%)=292.5×98.9%=289.3吨/日
成品油N4=脱色油N3×(1-0.6%)=289.3×99.4%=287.6吨/日
产一级豆油287.6吨/日
总精炼率:287.6/300=95.87%
总油损失:12.4
主要原辅料日消耗量
1.饱和蒸汽(1.00mpa)220公斤/吨油
220×300t/d=66吨汽/日
2.煤耗:(发热量21MJ/kg)吨油14公斤/吨油×300吨/日=4.2吨煤/日
3.电耗:20度/吨油20×300=6000度/日
4.碱耗:(据计算)每吨油约3公斤固体碱,采用10Be°浓度的碱液约4
5.6公斤/吨油,每天需10Be°液碱45.6×300t/d=13.68吨/日
5.磷酸:浓度5% 每吨油消耗1.0公斤
1.0×300吨=0.3吨/日
6.白土:每吨油消耗10公斤10×300吨=3吨/日白土
7.水洗水:毛油量的8% 300×8%=24吨废水
8.循环冷却水消耗1% 300×1%=3吨
四.三废数量的确定和去向
一.数量
1.煤渣:煤渣一般按煤的30%出渣,则渣量30%×4.2吨=1.3吨渣/日
2.由碱、磷酸、油酸形成的油脚1
3.68+0.3+(300-292.5)吨=13.68+7.8=21.48吨油脚/日
3.废白土由白土±脱色损耗油,即:30+(292.5-289.3)=33.2吨废白土/日
4.脱臭馏出物:(主要是脂肪酸混合物)脱色油289.3-成品油287.6=1.7吨/日
5.废水:主要是水洗废水和冷却循环水24+3=27吨废水/日
二.主要去向
1.煤渣:→销售
2.油脚→入池后→销售
3.废白土→入池后→销售
4.馏出物→装桶后→销售
5.废水→水池隔栏→废水处理车间→(达标后)排放
三.三废去向流程图
磷酸液碱中性油加水8% 水洗油
精炼水洗
毛豆油
油脚废水
销售
达标
排放
销售
白土10公斤/吨油
水洗油 脱色油
成 成品油入库
废白土 销售
油脚池
水池隔栏 废水处理车间
脱色 脱臭
馏出物装罐 废白土池。