外部件表面处理的测试标准
表面处理通用检验标准
目次○、总则................................................................................................................................. 1一、电镀镍检验标准............................................................................................................. 11.1 试样要求.................................................................................................................. 11.2 外观.......................................................................................................................... 11.3 镀层厚度.................................................................................................................. 21.4 结合强度.................................................................................................................. 21.5 耐蚀性...................................................................................................................... 2二、电镀锌检验标准............................................................................................................. 32.1 试样要求.................................................................................................................. 32.2 外观.......................................................................................................................... 32.3 镀层厚度.................................................................................................................. 42.4 结合强度.................................................................................................................. 42.5 耐蚀性...................................................................................................................... 42.6 白色钝化膜的存在性试验...................................................................................... 4三、装饰镀铬检验标准......................................................................................................... 53.1试样要求................................................................................................................... 53.2 外观.......................................................................................................................... 53.3 镀层厚度.................................................................................................................. 53.4 结合强度.................................................................................................................. 63.5 耐蚀性...................................................................................................................... 6四、喷漆检验标准................................................................................................................. 74.1 试片要求.................................................................................................................. 74.2 颜色.......................................................................................................................... 74.3 光泽.......................................................................................................................... 74.4 外观.......................................................................................................................... 74.5 漆层厚度.................................................................................................................. 84.6 附着力...................................................................................................................... 84.7 抗冲击性.................................................................................................................. 84.8 耐溶剂(无水乙醇)性.......................................................................................... 8五、粉末喷涂检验标准......................................................................................................... 95.1 试片要求.................................................................................................................. 95.2 颜色.......................................................................................................................... 95.3 光泽.......................................................................................................................... 95.4 外观.......................................................................................................................... 95.5 涂层厚度.................................................................................................................. 95.6 附着力.................................................................................................................. 105.7 抗冲击性.............................................................................................................. 105.8 耐溶剂(无水乙醇)性...................................................................................... 10六、铝合金化学氧化检验标准......................................................................................... 116.1 试片要求.............................................................................................................. 116.2 外观...................................................................................................................... 116.3 耐蚀性.................................................................................................................. 11七、铝合金喷砂光亮阳极化检验标准............................................................................. 127.1 试片要求.............................................................................................................. 127.2 外观...................................................................................................................... 127.3 氧化膜厚度.......................................................................................................... 127.4 耐蚀性.................................................................................................................. 127.5 封闭质量.............................................................................................................. 12八、喷砂及拉丝检验标准................................................................................................. 138.1 拉丝件.................................................................................................................. 138.2 喷砂件.................................................................................................................. 13表面处理通用检验标准○、总则0.1 零部件表面处理前应去除毛刺、飞边、划痕、氧化层等缺陷,锐边棱角倒钝。
表面处理检验标准
表面处理检验标准1.目的为使公司表面处理产品之检验有据可依。
2.适用范围适用于公司所有表面处理产品。
3.管理责任者品貭部主管4.制订、修改、废止4.1 本标准之制订、修改、废止均由品保部主管核决后生效。
4.2 本标准之表面处理是指电镀、PVD镀和有机涂层产品,并规定了其外观判定标准和相关的测试标准,如客户无特别要求将依此标准执行。
4.3 本标准自核准发布之日起执行5.名词定义A面:在安装后,对观察者来说不转动,直接看到的表面。
B面:对观察者来说不太重要,并且产品安装后需要转动,才能观察到的表面。
C面:在正常使用的条件下,对观察者来说不可见的表面。
起泡:镀层与基材之间附着性不良,而造成的镀层隆起现象。
剥离:镀层从底层或基材之间,剥落起皮之现象。
烧焦:镀层表面发白目视粗糙。
发黄:镀层表面露出黄色镍层。
发白:镀件表面有白色雾团状痕迹,手感粗糙.碰伤:工件表面因碰伤产生凹状痕迹。
5.10划伤:产品表面被尖锐物体划出线状痕迹。
5.11擦伤:产品表面因包装运输,安装操作等工作过程中擦出细微线状痕迹。
5.12砂眼:机加、铸造、焊接、压铸件抛光后,表面留有较大凹洞。
电镀品表现为较明现的孔眼.5.13针孔:机加、抛光或电镀后看到的部件表面上的小孔,它是由材质不良或焊接不良而引起的缺陷。
5.14麻点:产品表面细微小点常有群体现象。
5.15杂质:产品表面较明显凸状附着物,手感粗糙,有刮手的感觉.5.16露底材:镀件表面,未镀上铬、镍及PVD处理层之现象。
5.17弧伤:镀后产品表面呈雪花状痕迹。
5.18色差:同一产品不同表面,同一批产品不同表面,不同批产品表面,与标准色样板有较明显差异。
5.19脱落:产品镀后表面镀层脱落,露出原电镀表面。
5.20变形:产品连接边、直角边、圆弧面明显变形及螺纹变形。
5.21砂印:产品表面留下抛光前打砂工序痕迹。
5.22毛边:产品加工时表面留下的薄金属片或金属毛刺。
5.23过度抛光:工作表面、平面、圆弧面抛光后波浪状痕迹。
外协件检验标准
一、外协件检验标准本公司的外协检包括:外箱、彩盒、皮套、塑件、钢件、及印刷品、商标等(一)外箱外箱检验标准(PZ/1.1)修改号031.1整体要求1.1.1外箱尺寸应符合图纸要求,误差不能超过其尺寸的2%;1.1.2包装箱装箱后四角的棱角的角度应为90±1°,棱角圆角半径R≤5mm;1.1.3外箱应干燥、无起皱及脱胶脱层现象;1.2材料1.2.1外箱材料应符合图纸或订单样品要求;1.2.2材料厚度符合订单要求,误差为厚度的≤3%判定合格;1.3内外表面:1.3.1外箱内外表面无明显的污渍、斑点及色差等;1.3.2外箱的内外表面无明细的划伤、毛边、破损以及其他影响外观的凸起、凹陷和永久性的折压痕迹,波纹均匀;1.4唛头1.4.1外箱唛头文字、图案等应符合图纸、样品要求;1.4.2外箱唛头文字、图案等在外箱上的位置应符合图纸、样品要求;1.4.3外箱唛头文字、图案等界面清晰、字迹清楚,无明显露底等不良现象;1.5接缝1.5.1外箱接缝平整。
接缝应与棱角线平行,平行度误差≤3mm;1.5.2外箱接缝无明显的间隙。
接缝牢固,无脱胶、开裂、起层等不良现象;1.5.3有特殊要求的须按客户要求执行;1.6包装试验1.6.1将外箱用相应彩盒进行试装箱,各结合面间隙均匀,合起时无重叠或合不拢的现象;1.6.2合不拢时接面间隙应≤8mm,间隙差≤2mm为合格;1.7抽样标准1.7.1抽样按AQL2.5执行;1.7.2唛头检验从抽样数里抽取5只;试验再从中抽取2只。
(一)彩盒彩盒检验标准(PZ/1.2)修改号031.1整体要求1.1.1彩盒尺寸应符合图纸要求,误差不能超过其尺寸的2%;1.1.2彩盒四角的棱角的角度应为90±1°,除上平面四个角外其他棱角圆角半径R≤1mm;1.1.3彩盒应干燥、无起皱及脱胶脱层现象;1.2材料1.2.1彩盒材料应符合图纸或订单样品要求;1.2.2材料厚度符合订单要求,误差为厚度的≤3%判定合格;1.3内外表面:1.3.1彩盒内外表面无明显的污渍、斑点及色差等;1.3.2彩盒内外表面无明细的划伤、毛边、破损以及其他影响外观的凸起、凹陷和永久性的折压痕迹,波纹均匀;1.4唛头1.4.1彩盒唛头文字、图案等应符合图纸、样品要求;1.4.2彩盒唛头文字、图案等位置应符合图纸、样品要求;1.4.3彩盒唛头文字、图案等界面清晰、字迹清楚,无明显露底、重影等不良现象;1.5接缝1.5.1彩盒接缝平整、无错开现象。
外协件外观检验标准

外协件外观检验标准第一篇:外协件外观检验标准外协件验收标准外协件外观检验标准一、适用范围:外协件的尺寸和外观检验二、检验项目及验收标准:A.尺寸验收标准:外协件(锁金、机加件)尺寸按图纸要求及允许公差表执行,特殊情况以实际装配并提交研发部工程师协同解决。
B.表面处理验收标准:外观判定标准(1)表面平整,无变形,无毛刺,凸起,裂痕等。
表面各边、角、焊接部位毛刺均须去除。
(2)表面处理过程中,螺丝孔中不能被粉或者漆塞住了。
喷粉或者喷漆前要提前在螺丝孔丽塞上纸,以免粉油漆塞住。
(3)表面不得有污点,不得有任何碰伤、开裂、刮伤等严重表面缺陷。
如加工过程中有此缺陷:颗粒、气泡,允许按照以下标准进行验收检验:A面:整个表面内允许3点,每点直径Imm以下,点与点距离20mm以上。
B面:整个表面内允许5点,每点直径Imm以下,点与点距离20mm以上。
C面:整个表面内允许7点,每点直径Imm以下,点与点距离20mm以上*表面定义:A面:使用时面对使用者的表面B面:与A面相邻的4个表面,或客户不能在外部光源下直接看到的表面C面:使用时背对使用者的表面。
C.焊接(1)焊缝应牢固,均匀,不得有虚焊,裂纹,未焊透,焊穿,豁口,咬边等缺陷。
(2)焊点要求:焊点长度8-12mm,两焊点之间的距离200±20mm,V焊点位置要对称,上下位置要统一。
如加工图纸上有特殊要求,按图纸执行(3)焊接后,其他非焊接部位不允许有焊渣,电弧损伤等现象,表面焊渣,飞溅物需清洁干净。
(4)焊接后表面要磨平。
D丝印文字检验标准(1)颜色:颜色与标准色板在色差范围内,色彩印刷应该有足够的遮盖力,以反射光看,看不清下面的色彩和结构为准。
(2)缺陷:不允许有图案不清楚,字体不端正,拖墨,漏印,错位,重叠,少墨等不良。
银金件验收标准1.总则银金件是以焊接部件或单独零件的供货方式入场验收,主要技术验收项目需要我公司技术,质量人员在制造厂方进行评审检验,验收过程参照我方提供的图纸,技术协议以及制造商提供的并经我方认可的过程控制文件进行。
表面处理检验标准

用戒刀在批次样板上划10*10MM的方格,9*9=81个,
然后用进口封口胶贴平压紧,然后再用力撕下,掉粉面积不超过20%。
弯曲强度
批次样件,弯曲超过90°,粉层不开裂。
环保测试
要求喷粉厂提供粉末的SGS报告。
尺寸
卡尺
按图纸检验
c=0/n=5
珠海市椿田机械有限公司
表面处理检验作业规范
文件编号
CTT-MS-PG-008
制定日期
2021.11.05
制定
版次
A/1
生效日期
2021.11.05
审核
页 数
3of 3
抽样标准
GB/T2828.1-2012
批准
丝印
外观
目视/比对样品
重影:不可有重影,字体粗细正确
C=0
目视/图纸/比对样品
缺字:不可缺字错字
目视/比对样品毛边:不可有毛边目视断线:不可有断线
目视/色板/样品
污染、颜色:不可油墨(碳黑)涂层不均匀,颜色正确无杂色
表面处理检验作业规范
文件编号
CTT-MS-PG-008
制定日期
2021.11.05
制定
版次
A/1
生效日期
2021.11.05
审核
页 数
1of 3
抽样标准
GB/T2828.1-2012
批准
1.目的
1.1 明确产品要求,统一检验标准。
2.适用范围
适用于本公司外协回厂的所有喷涂/丝印/电镀产品的检验。
3.权责
C=0
目视/色板
颜色、色差:不可有颜色不对
C=0
目视/手感/比对样品
起皮起泡:A面不可有起泡起皮,B和C面小于0.2X0.2mm
表面处理检测规范
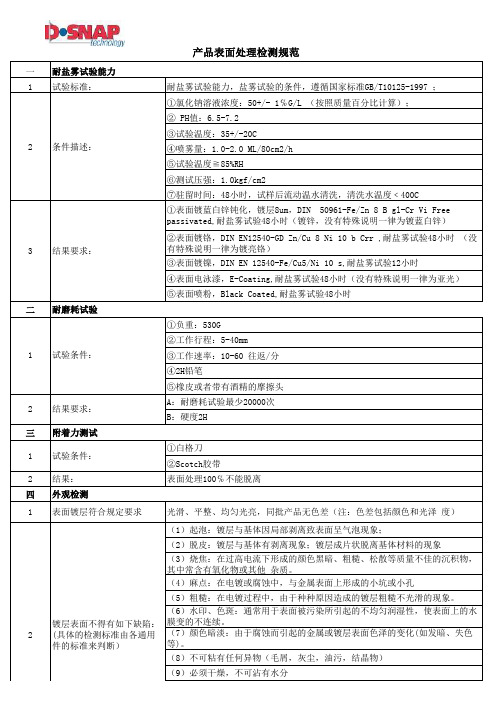
2检查周期:每批;3.数量:依MIL-STD-105E抽样计划水准。
第一節 電鍍層外觀檢驗金屬零件電鍍層的外觀檢驗是最基本﹐最常用的檢驗方。
外觀不合格的鍍件就無需進行其它項目的測試。
檢驗時用目力觀察﹐按照外觀可將鍍件分為合格的﹑有缺陷的和廢品三類。
外觀不良包括有針孔﹐麻點﹐起瘤﹑起皮﹑起泡﹑脫落﹑陰陽面﹑斑點﹑燒焦﹑暗影﹑樹枝狀和海綿狀江沉積層以及第 二節 結合力試驗鍍層結合力是指鍍層與基體金屬的結合強度﹐即單位面積的鍍層從基體金屬上剝離所需要的力。
鍍層結合力不好﹐多數原因是鍍前外理不良所致。
另外﹐鍍液成分與工藝規范不當或基體金屬與鍍層金屬的熱膨脹系 評定鍍層與基體金屬結合力通常采用定性方法。
車間定性測量法﹐是以鍍層金屬和基體金屬的物理-機械性能的不同為第 三節 電鍍層厚度的測量電鍍層厚度的測量方法有破壞檢測法與非破壞檢測法兩大類。
其中破壞檢測法有點滴法﹑液流法﹑溶解法﹑電量法和 測量時除溶解法等是鍍層的平均厚度外﹐其余多數是鍍層的局部厚度。
因此﹐測量時至少應在有代表性部位測量三個第 四節 孔隙率的測定鍍層的孔隙是指鍍層表面直至基體金屬的細小孔道 。
孔隙大小影響鍍層的防護能力。
測定孔隙的方法有貼濾法﹑涂膏1. 貼濾紙法﹕將浸有測試溶液的潤濕紙貼于經預處理的被測試閏上﹐濾紙上的試液滲入孔隙中與中間鍍層或基體金屬作2. 涂膏法﹕將含有相應試液的膏狀物涂覆于被測試樣上﹐通過泥膏中的試液滲入鍍層孔隙與基體金屬或中間鍍層作用﹐3. 浸漬法﹕將試樣浸于相應試液中﹐通過試液滲入鍍層孔隙與基體金屬或中間鍍層作用﹐在鍍層表面產生有色斑點﹐然第五節 鍍層顯微硬度的測定一、 硬度是鍍層的重要機械性能之一。
鍍層的硬度決定于鍍層金屬的結晶組織。
為了消除基體材對鍍層的影響和鍍層厚第六節 鍍層內應力的測試二、 鍍層內應力是指在沒有外在載荷的情況下﹐鍍層內部所具有的一種平衡應力。
用來測量鍍層宏觀應力的方法有﹕幻第七節 電鍍層脆性測試三、 鍍層脆性是鍍層物理性能中的一項重要指標。
表面处理检验规范
文件编号5工艺代号0000作者第 1 页共19 页表面处理检验规范1适用范围本规范适用于电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理的检验。
2术语和定义2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。
2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面,内部零件表面)。
此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。
2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。
2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高光泽、光亮区域。
2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。
2.8 深划痕:镀(膜/塑/漆)层表面划伤,且已伤至底层(即底层已暴露出来);对其它无镀(膜/塑/漆)层表面则为:目测明显、手指甲触摸有凹凸感、伤及材料本体的伤痕。
2.9 凹坑:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。
2.10 凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感觉。
2.11 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。
2.12 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。
3-表面处理性能标准

1 范围本标准规定了产品表面处理的功能性技术要求、检验方法、检验规则、运输与贮存。
本标准适用于本公司中的本标准涉及到的电镀、喷漆、PVD及杂色处理、丝印等表面处理。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 4955-2005 金属覆盖层厚度测定阳极溶解库仑方法GB 6461-2002 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级 (等效 ISO4540-80)GB 6462-2005 金属和氧化物覆盖层厚度显微镜测量方法GB/T 10125-2012 人造气氛腐蚀试验盐雾试验ASME A112.18.1-2012 水暖配件EN248:2002 镍、铬电镀通用技术规范GB/T 6739-2006 色漆和清漆铅笔法测定漆膜硬度3各表面处理的性能要求零件料号中后三位代表表面处理的方式,各表面处理的性能要求如下:注1:公司目前主要为CF:AASS 24H 10级;CP1:CASS 4H 9级注2:表1为公司常规标准,若客户提供表面性能标准,依客户标准或《零件检验规范》执行;注3:PVD 表面处理的盐雾测试最低要求CASS 4H,若有客户要求按客户要求(在物料描述或零件检验中体现)。
4 技术要求4.1 尺寸电镀件的各重要尺寸及螺牙必须符合零件检验规范的尺寸和实配的要求。
4.2镀层厚度4.2.1 塑胶电镀件镀层厚度:4.2.2金属电镀件镀层厚度4.3 耐腐蚀性标准4.4 结合力测试标准:客户有特殊要求时,以客户要求为准。
对于批量来料,按4.4.2测试标准进行测试, 4.4.1塑胶件结合力测试标准(冷热冲击试验) :(实验测试)4.4.2塑胶件结合力测试标准(百格测试):(进料检验抽测)表64.4.3 金属件结合力测试标准:(实验测试)4.5 耐酒精测试:(进料检验抽测)表84.6 落砂磨损实验:(实验室测试)5 检验规则5.1 产品须经进料检验部门按本标准检验合格后,并附产品质量合格证明后方可入库。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
08每批百格測試透明膠紙
(Panfix 18mm寬)在測試表面切割11根橫線和豎線, 間隔 D mm. 然后在
10X10 的格子上, 進行07-透明膠紙測試.
(1) 使用割刀 (JIS G4401或等同標准指定的) 在測試表面
以30度角 切割. 備注: 使用一個刻度比例或者指定的割
刀刻度來切割.
(2) 切割的格子區域應該為1c㎡ 或更大面積. (這個測試
不適用于絲印字符).
(3) 每百格做 N 次測試
1pcs
在100個格子里允許有不超
過5%的脫落.
備注: “脫落” 是指脫落的表
面大于格子的一半. 如左圖
所示.
產品外部件, 其表面有如下處理: 噴
油.
D= 1mm
N= 5 cycles
09/溫度濕度循環測
試恆溫爐
放置樣品到溫度爐, 應用下列溫度/濕度 (參考下圖Fig1),
測試(N)個周期, 共(HR)小時.
溫度循環測試后, 取出樣品, 在室內環境下觀察測試表
面. 輕輕彎曲測試部件檢查是否存在不良.
2pcs測試表面不可起泡或脫落.
產品外部件, 其表面有噴油, 印刷, 電
鍍, 燙金, 或真空沉積等.(特别是五
金件, 如喇叭网, 合金外罩等).
N=10 cycles
HR=120 hours
10/高溫高濕儲存測試恆溫爐(1) 放置樣品在溫度(T), 湿度(H)的恆溫爐內, 測試(HR)
小時后, 取出樣品, 放置在室內環境4小時.
(2) 儲存測試后, 輕輕彎曲測試部件檢查是否存在不良.
2pcs
測試后, 測試表面無生鏽, 起
泡, 鼓起, 開裂, 變色(發白),
油漆脫落等.
儲存測試后, 測試表面須通
過膠紙測試, 油漆不可脫落.
塑胶件主要检查表面喷油, 内部结构
有无应力变形, 五金检查部件的抗腐
蚀生锈能力.
T=60 ℃
H=90%~95%RH
HR=168 hours
Range of 5 to 20 mm
5~20mm的范圍
備注: 1. 此標准系XXXX對于結構外部件的一般通用測試要求, 若無特別指定的測試項目或要求, 請按照此標准進行外部件的可靠性測試和判定.
2. 若供應商對于測試條件或判定標准有任何疑問, 請及時咨詢成丰對應窗口, 以獲得清晰明確的解答.。