标准五金件表面处理代码表
标准件的国家标准代号速查表
标准件的国家标准代号速查表标准件的国家标准代号速查表螺栓类头规格小方头螺栓B级 GB/T35-1988 M5-M48 类名称标准号别沉头方颈螺栓 GB/T10-1988 M6-M20 d 沉头沉头带榫螺栓GB/T11-1988 M6-M24 六角头螺栓C级GB/T5780-2000 M5-M64半圆头方颈螺栓GB/T12-1988 M6-M20 六角头螺栓C级GB/T5781-2000 M5-M64 半圆加强半圆头方颈螺栓六角头螺栓GB/T794-1993 M6-M20 GB/T5782-2000M1.6-M64头半圆头带榫螺栓C级GB/T13-1988 M6-M24 六角头螺栓细牙GB/T5785-2000 M8×1-M64×4T T形槽用螺栓GB/T37-1988 M5-M48 六角头法兰面螺栓B级GB/T5787-1986 M5-M16六铰链用活节螺栓 GB/T798-1988 M4-M36 角头部带槽螺栓A和B 级 GB/T29.1-1988 M1.6-M64头地脚螺栓GB/T799-1988 M6-M48 螺杆带孔螺栓A和B级GB/T31.1-1988 M1.6-M64等长双头螺栓-C级 GB/T953-1988 M8-M48 头部带孔螺栓A和B级 GB/T32.1-1988 M1.6-M64双头螺柱B级 2d GB/T900-1988 M2-M48 钢构用扭剪高强度螺栓双GB/T3632-1995 M16-M24头U形螺栓JB/ZQ4321-1997 M6-M16 钢构用大六角头螺栓GB/T1228-1991M12-M30手工焊用焊接螺栓 GB/T902.1-1989 M3-M20 铰制孔用螺栓A和B级 GB/T27-1988 M6-M48方方头螺栓C级 GB/T8-1988 M10-M48螺钉类:内六角圆柱端紧定钉 GB/T79-2000 M1.6-M24 规格类 GB/T72-1988 M3-M12 名称标准号规格定位开槽锥端定位螺钉别 d GB/T838-1988 M5-M16 不脱六角头不脱出螺钉 GB/T820-2000 M1.6-M10 十字槽半沉头螺钉钉开槽不脱出螺钉GB/T948-1988 M3-M10 十字槽沉头螺钉 GB/T819.1-2000 M1.6-M10 GB/T845-1985 ST2.2-M9.5 十字槽盘头自攻螺钉十字槽圆柱头螺钉GB/T822-2000 M1.6-M1 机十字槽沉头自攻螺钉GB/T846-1985 ST2.2-M9.5 开槽圆柱头螺钉GB/T65-2000 M1.6-M10 螺十字槽半沉头自攻钉GB/T847-1985 ST2.2-M9.5 开槽沉头螺钉GB/T68-2000 M1.6-M10 自攻钉十字盘头自攻锁紧钉 GB/T6560-1986 M2-M6 开槽半沉头螺钉 GB/T69-2000 M1.6-M10 和木十字沉头自攻锁紧钉 GB/T6561-1986M2.5-M6 内六角圆柱头螺钉 GB/T70.1-2000 M6-M64 螺钉开槽圆头木螺钉GB/T99-1986 1.6-10 内六角平圆头螺钉GB/T70.2-2000 M3-M16 开槽沉头木螺钉GB/T100-1986 1.6-10 内六角沉头螺钉GB/T70.3-2000 M3-M20开槽半沉头木螺钉 GB/T101-1986 1.6-10 GB/T71-1985 M1.2-M12 开槽锥端紧定螺钉六角头木螺钉 GB/T102-1986 6-20 开槽平端紧定螺钉 GB/T73-1985 M1.2-M12 紧 GB/T825-1988 M8-M100 吊环开槽凹端紧定螺钉GB/T74-1985 M1.6-M12 定吊环螺钉JB/ZQ4353-1986 56-100 螺钉开槽长圆柱端紧定钉GB/T75-1985 M1.6-M12 螺内六角锥端紧定螺钉 GB/T78-2000 M1.6-M24 钉内六角平端紧定螺钉 GB/T77-200 M1.6-M24内六角凹端紧定螺钉 GB/T80-2000 M1.6-M24螺母5 规格类名称标准号钢构高强度大六角螺母GB/T1229-1991 M12-M30 别 d 钢构扭剪高强度螺母 GB/T3632-1995 M16-M24 六角螺母C级 GB/T41-2000 M5-M64 M8×1-M36×六角开槽螺母细牙A和B级GB/T9459-1988 3 1型六角螺母GB/T6170-2000 M1.6-M64M1.4-M10 六角薄螺母C GB/T6172.1-2000 M1.6-M64 滚花高螺母GB/T806-1988 非金属嵌件六角锁紧薄螺母GB/T6172.2-2000 M12-M36 M1.4--M10 滚花薄螺母M8×1-M64×GB/T807-1988 六角薄螺母细牙GB/T6173-2000 4 M10×1-M200 2型六角螺母GB/T6175-2000 M5-M36 方×3 小圆螺母GB/T810-1988 M8×1-M36×形 2型六角螺母细牙 GB/T6176-2000 3 和六角厚螺母M10×1-M200GB/T56-1988 M16-M48 六×3 六角法兰面螺母GB/T6177.1-2000 角M5-M20 圆螺母GB/T812-1988 形 1型六角开槽螺母A和B级 GB/T6178-1986 M4-M361型六角开槽螺母C级 GB/T6179-1986 M5-M36组合式盖形螺母 GB/T802-1988 M5-M24 2型六角开槽螺母A和B级 GB/T6180-1986 M5-M36盖形螺母GB/T923-1988 M3-M24 非金属嵌件六角法兰面锁紧GB/T6183-2000 M5-M20 环形螺母 GB/T63-1988 M12-M24 螺母M3×1.5-M161型全金属六角锁紧螺母GB/T6184-2000 M5-M30 碟形螺母GB/T62-1988 ×1.5 全金属六角法兰面锁紧螺母GB/T6187.1-2000 扣紧螺母 GB/T805-1988 M6×1-M48×垫圈和档圈轻型弹簧垫圈类规格GB/T859-1987 3-36 名称标准号别标准弹簧垫圈GB/T93-1987 2-48 d波形弹性垫圈平垫圈C级 GB/T95-1985 5-36 GB/T955-1987 3-30 大垫圈A和C级 GB/T96-1985 3-36 鞍形弹性垫圈 GB/T860-19887 2-10 内齿锁紧垫圈平垫圈A级 GB/T97.1-1985 1.6-36 GB/T861.1-2-1987 2-20 外齿锁紧垫圈平垫圈倒角型A级GB/T97.2-1985 5-36 GB/T862.1-2-1987 2-20 销轴用平垫圈 GB/T97..3-1985 3-100 圆螺母用止动垫圈GB/T858-1988 10-200 螺钉锁紧档圈小垫圈A级GB/T848-1985 1.6-36 GB/T884-1986 D=8-200 钢结构高强度垫圈GB/T1230-1991 12-36 螺钉紧固轴端档圈GB/T891-1986 D=20-100 栓接结构用平垫圈 GB/T18230.5- 12-36钢丝锁圈高强度螺栓用垫圈JB/ZQ4080-1997 GB/T921-1986 D=15-100 36-160工字钢方斜垫圈GB/T852-1988 6-36 孔用弹性档圈A型GB/T893.1-1986D0=8-200 槽钢用方斜垫圈 GB/T853-1988 6-36球面垫圈 GB/T849-1988 6-48轴用弹性档圈A型 GB/T894.1-1986 3-200 锥面垫圈 GB/T850-1988 6-48 夹紧档圈GB/T960-1986 135-10 重型弹簧垫圈GB/T7244-1987 6-36各类销连接开口销类规格 GB/T91-2000 0.6-20 名称标准号别 4-280 d整体头部开槽开口销圆柱销JB/ZQ4355-1997 15-180 GB/T119.1-2000 0.6-50.180-290 GB/T119.2-2000 2-200安全销内螺纹圆柱销种类多样,用于过载 GB/T120.1-2000 6-50 保护 GB/T120.2-2000 16-200螺纹圆柱销 GB/T878-1986 4-2010-60 键连接弹性圆柱销 GB/T897.1-2000~ 0.8-50类规格 GB/T897.5-2000 4-200 名称标准号别圆锥销GB/T117-2000 0.6-50 d2-200 普通平键 GB/T1096-1979 内螺纹圆锥销 GB/T118-2000 6-50GB/T1567-1979薄 16-200 导向平键 GB/T1097-1979 螺尾圆锥销 GB/T881-2000 5-50 滑键无标准40-400 半圆键 GB/T1099-1979 开尾圆锥销 GB/T877-1986 3-16 普通楔键GB/T1564-197930-200 钩头楔键GB/T1565-1979 槽销与圆锥销相同,只是在大切向键GB/T1974-1980端压三条扁,强化接触销轴 GB/T882-1986 3-606-200 带孔销 GB/T880-1986 3-258-200。
五金产品一般常见的符号
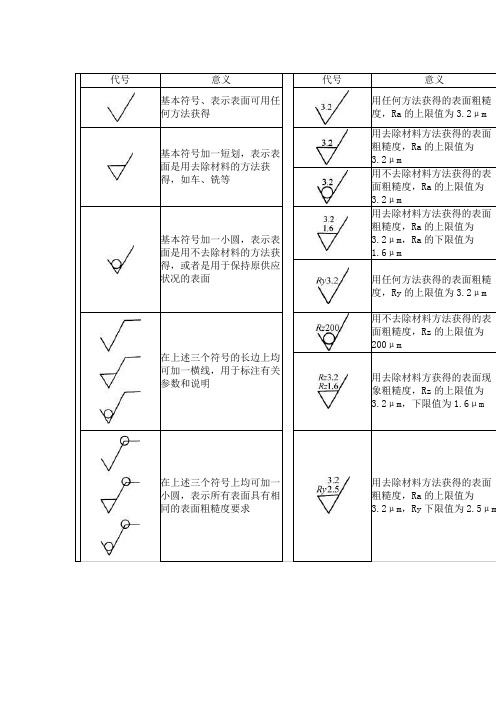
代号代号
基本符号、表示表面可用任何方法获得用任何方法获得的表面粗糙度,
基本符号加一短划,表示表面是用去除材料的方法获得,如车、铣等用去除材料方法获得的表面粗糙度,
3.2
用不去除材料方法获得的表面粗糙度,
3.2
基本符号加一小圆,表示表面是用不去除材料的方法获得,或者是用于保持原供应状况的表面用去除材料方法获得的表面粗糙度,
3.2
1.6
用任何方法获得的表面粗糙度,
在上述三个符号的长边上均可加一横线,用于标注有关参数和说明用不去除材料方法获得的表面粗糙度,
200
用去除材料方获得的表面现象粗糙度,
3.2
在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求用去除材料方法获得的表面粗糙度,
3.2。
表面处理代号
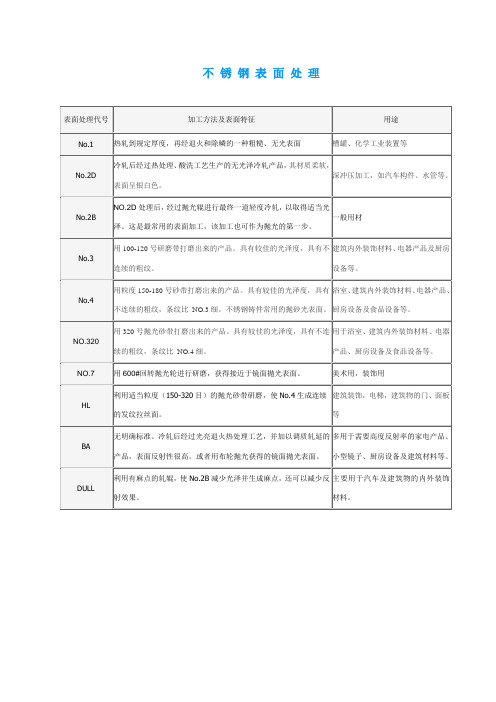
加工方法及表面特征
用途
No.1
热轧到规定厚度,再经退火和除鳞的一种粗糙、无光表面
槽罐、化学工业装置等
No.2D
冷轧后经过热处理、酸洗工艺生产的无光泽冷轧产品,其材质柔软,表面呈银白色。
深冲压加工,如汽车构件、水管等。
No.2B
NO.2D处理后,经过抛光辊进行最终一道轻度冷轧,以取得适当光泽。这是最常用的表面加工,该加工也可作为抛光的第一步。
NO.320
用320号抛光砂带打磨出来的产品。具有较佳的光泽度,具有不连续的粗纹,条纹比NO.4细。
用于浴室、建筑内外装饰材料、电器产品、厨房设备及食品设备等。
NO.7
用600#回转抛光轮进行研磨,获得接近于镜面抛光表面。
美术用,装饰用
HL
利用适当粒度(150-320目)的抛光砂带研磨,使No.4生成连续的发纹拉丝面。
一般用材
.3
用100-120号研磨带打磨出来的产品。具有较佳的光泽度,具有不连续的粗纹。
建筑内外装饰材料、电器产品及厨房设备等。
No.4
用粒度150-180号砂带打磨出来的产品。具有较佳的光泽度,具有不连续的粗纹,条纹比NO.3细。不锈钢铸件常用的抛砂光表面。
浴室、建筑内外装饰材料、电器产品、厨房设备及食品设备等。
不锈钢表面处理
建筑装饰,电梯,建筑物的门、面板等
BA
无明确标准。冷轧后经过光亮退火热处理工艺,并加以调质轧延的产品,表面反射性很高。或者用布轮抛光获得的镜面抛光表面。
多用于需要高度反射率的家电产品、小型镜子、厨房设备及建筑材料等。
DULL
利用有麻点的轧辊,使No.2B减少光泽并生成麻点,还可以减少反射效果。
主要用于汽车及建筑物的内外装饰材料。
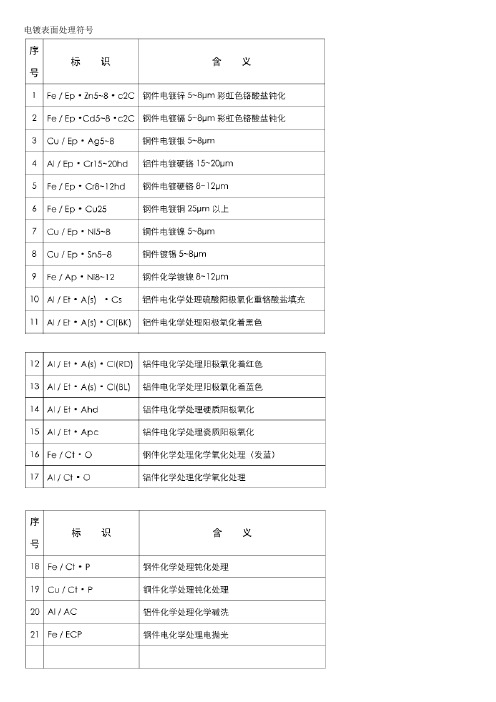
表面处理符合对照表
最后镀银12~18μm
镀金
Ep.Au1
D.Au1
电镀金1~3μm
镀硬铬
Ep.Cr5hd
D.yCr5
电镀硬铬5~8μm
镀镍
Ep.Ni8
D.Ni8
电镀镍8~12μm
镀锡
Ep.Sn5
D.Sn5
电镀锡5~8μm
镀锡铅合金
Ep.Sn(60)-Pb8
D.60SnPb8
电镀含锡60%的铅铝合金8~12μm
钢质零件,使用条件为极严酷,由铜、光亮镍、乳白铬组成的多层镀覆电镀层
EP.Cu20Ni25bCrOWJ456-1995
/EP.Cr(45)OWJ456-1995
注:“mc”符号表示微裂纹,“hd”符号表示硬质
镉电镀层
钢质零件,使用条件为中等,彩色钝化处理的无光缎面镉镀层
EP.Cd12St3.c2CWJ457-1995
铜质零件,使用条件为轻度,采用细光缎面镀镍
EP.Ni5St1WJ455-1995
铬电镀层
钢质零件,使用条件为轻度,采用低锡青铜为底层的粗光缎面镀镍
EP.Cu(85)-Sn(15)Ni10St2WJ455-1995
铜质零件,使用条件为轻度,采用细光缎面镀铬
Ep.Cr5St1WJ456-1995
铜质零件,使用条件为轻度,采用无光缎面镀铬
无光缎面化学氧化
Ct.OSt3WJ461-1995
半光亮化学氧化
Ct.OSWJ461-1995
光亮化学氧化
Ct.ObWJ461-1995
黑镍电镀层
钢质零件采用镀锌底层后无光缎面镀黑镍
EP.NibkSt3WJ454-1995
D.Zn等表面处理代码含义-推荐下载
YU
CN
DT
PC
TP
SA
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术通关,1系电过,力管根保线据护敷生高设产中技工资术艺料0不高试仅中卷可资配以料置解试技决卷术吊要是顶求指层,机配对组置电在不气进规设行范备继高进电中行保资空护料载高试与中卷带资问负料题荷试2下卷2,高总而中体且资配可料置保试时障卷,各调需类控要管试在路验最习;大题对限到设度位备内。进来在行确管调保路整机敷使组设其高过在中程正资1常料中工试,况卷要下安加与全强过,看度并22工且22作尽22下可22都能22可地护以缩1关正小于常故管工障路作高高;中中对资资于料料继试试电卷卷保破连护坏接进范管行围口整,处核或理对者高定对中值某资,些料审异试核常卷与高弯校中扁对资度图料固纸试定,卷盒编工位写况置复进.杂行保设自护备动层与处防装理腐置,跨高尤接中其地资要线料避弯试免曲卷错半调误径试高标方中高案资等,料,编试要5写、卷求重电保技要气护术设设装交备备置底4高调、动。中试电作管资高气,线料中课并敷3试资件且、设卷料中拒管技试试调绝路术验卷试动敷中方技作设包案术,技含以来术线及避槽系免、统不管启必架动要等方高多案中项;资方对料式整试,套卷为启突解动然决过停高程机中中。语高因文中此电资,气料电课试力件卷高中电中管气资壁设料薄备试、进卷接行保口调护不试装严工置等作调问并试题且技,进术合行,理过要利关求用运电管行力线高保敷中护设资装技料置术试做。卷到线技准缆术确敷指灵设导活原。。则对对:于于在调差分试动线过保盒程护处中装,高置当中高不资中同料资电试料压卷试回技卷路术调交问试叉题技时,术,作是应为指采调发用试电金人机属员一隔,变板需压进要器行在组隔事在开前发处掌生理握内;图部同纸故一资障线料时槽、,内设需,备要强制进电造行回厂外路家部须出电同具源时高高切中中断资资习料料题试试电卷卷源试切,验除线报从缆告而敷与采设相用完关高毕技中,术资要资料进料试行,卷检并主查且要和了保检解护测现装处场置理设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
表面处理代码
DKBA 华为技术有限公司内部技术规范DKBA0.400.0002 REV.10.0代替DKBA0.400.0002 REV.9.0表面处理代码Surface treatment code2007年1月10日发布2007年1月10日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部结构造型设计部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:DKBA0.400.0002 REV9.0相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.400.0002 -1999 结构造型设计部:郑玲15593新发布DKBA0.400.0002 REV.1.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.2.0 结构造型设计部:郑玲15593增加新代码DKBA0.400.0002 REV.A1 结构造型设计部:郑玲15593结构造型设计部:汤建强MQE:黄文源7536增加新代码DKBA0.400.0002 REV.4.0 结构造型设计部:郑玲15593结构造型设计部:曾献科3308增加以下新代码:G011/G108/G(L)121/G(L)122 /L021/ X003 /X004/F121/F219/F220;取消以下代码:G005/T004/T006/A001-2/ A101- 106;更改G220为粉末涂层。
文件格式改版。
DKBA0.400.0002 REV.5.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:钟钢6920增加新代码:G205/G123/G124/G125/G128/G129/G130/G206/L117/L124/L125/L126/L127/L128/L129/L130/F215/F206/F207/F208/F209DKBA0.400.0002 REV.6.0 结构造型设计部:郑玲15593MQE:黄文源7536;TQC:张强4684深蓝色改为粉末涂层;增加热浸锌、达克罗的相应代码及要求;增加铝材上镀银、化学镀镍的代码及要求;增加新粉末涂料“支架灰”的代码及其要求;DKBA0.400.0002 REV.7.0 结构造型设计部:郑玲15593结构造型设计部:侯树栋10084MQE:黄文源7536;TQC:张强4684增加新代码:G136/L131~133/X005/X007/X008/F002/F004/F006恢复T004“镀银”;取消G206;明确G001中包含浸漆要求;更改G128的内容;锡-铅合金镀层改为纯锡镀层。
表面处理代码
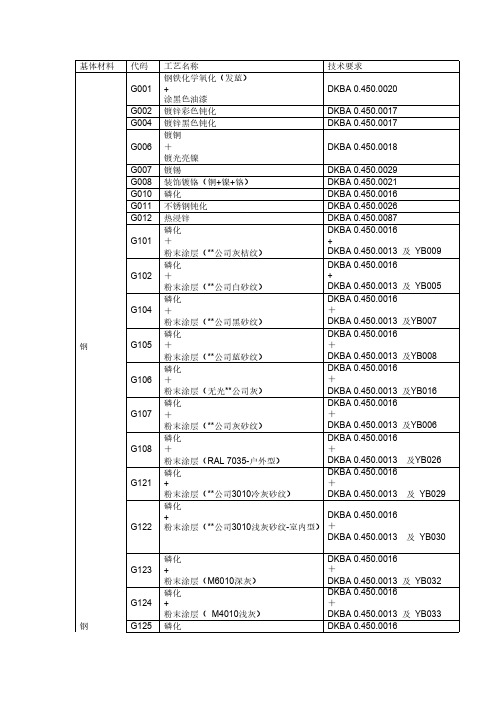
DKBA 0.450.0016 + DKBA 0.450.0014 及 YB014
DKBA 0.450.0016 + DKBA 0.450.0014及 YB017
DKBA 0.450.0087 + DKBA 0.450.0013 及YB026
DKBA 0.450.0016 + DKBA 0.450.0013 及 YB045
DKBA 0.450.0017 + DKBA 0.450.0013 及YB026
DKBA 0.450.0016 + DKBA 0.450.0014 及 YB001
工艺名称 + 底漆 + 面漆(PDSN 黑洒点) 磷化 + 底漆 + 面漆(平光**公司白) 磷化 + 底漆 + 面漆(平光**公司灰) 磷化 + 底漆 + 面漆(平光**公司黑) 磷化 + 底漆 + 面漆(平光**公司蓝) 磷化 + 底漆 + 闪银色面漆 磷化 + 底漆 + 珍珠灰色面漆 磷化 + 底漆 + 墨绿色面漆 磷化 + 粉末涂层(深蓝色) 磷化 + 底漆 + 浅金银面漆 磷化 +
DKBA 0.450.0016 + DKBA 0.450.0013 及 YB032 DKBA 0.450.0016 + DKBA 0.450.0013 及 YB033 DKBA 0.450.0016
及 YB030
基体材料 钢
代码 G127 G128 G129 G130 G133
工艺名称
+ 粉末涂层( NB7547)
技术要求
+ DKBA 0.450.0013 及 YB034
DKBA 0.450.0016
+ DKBA 0.450.0013 及 YB036
DKBA 0.450.0087
+
DKBA 0.450.0016 + DKBA 0.450.0013 及 YB038
表面处理符合对照表
O(A)
过硫酸盐氧化
O(G)
电解氧化
O(E)
硫酸阳极氧化
A(S)
铬酸阳极氧化
A(Cr)
磷酸阳极氧化
A(P)
草酸阳极氧化
A(O)
阳极氧化
A
硬质阳极氧化
D.YY
处理名称
后理名称
符号
钝化
P
磷化(磷酸盐处理)
Ph
氧化
O
乳化
E
着色
CI
热熔
Fm
扩散
Di
涂装
Pt
封闭
S
防变色
At
铬酸盐封闭
Cs
其它镀覆层特征、处理特征
无光缎面过硫酸盐氧化
Ct.O(G)St3WJ462-1995
半光亮过硫酸盐氧化
Ct.O(G)SWJ462-1995
电解氧化
Et.O(E)WJ462-1995
暗面电解氧化
Et.O(E)mWJ462-1995
无光缎面电解氧化
Et.O(E)St3WJ462-1995
半光亮电解氧化
Et.O(E)SWJ462-1995
Ap.Ni5
H.Ni5
化学镀镍5~8μm
不锈钢钝化
Ct.p
H.D
化学钝化
铜钝化
Ct.p
H.D
化学钝化
镀银
Ep.Ag5
D.Ag5
电镀银5~8μm
Ep.Ag8b
D.L3Ag8
电镀光亮银8~12μm
Ep.Cu5Ag12
D.Cu5Ag12
电镀铜5~8μm,银12~18μm
Ep.Ni12Cu5Ag12
D.Ni12Cu5Ag12
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
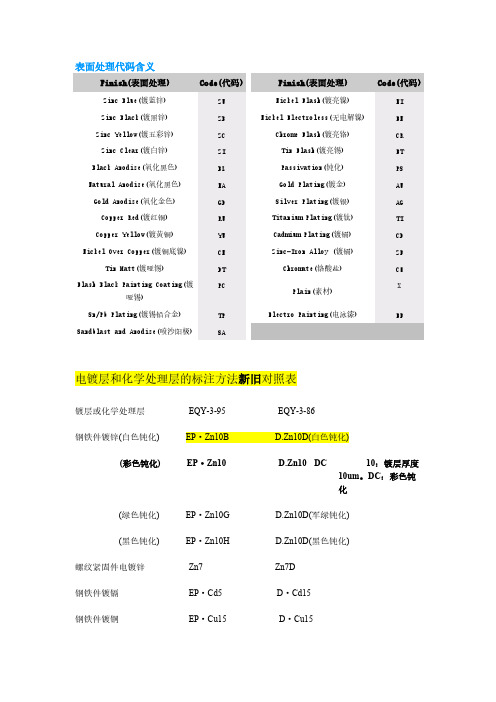
Code(代码)
ZU ZB ZC ZI BL NA GD RU YU CN DT PC TP SA
Finish(表面处理)
Nickel Flash(镀亮镍) Nickel Electroless(无电解镍) Chrome Flash(镀亮铬) Tin Flash(镀亮锡) Passivation(钝化) Gold Plating(镀金) Silver Plating(镀银) Titanium Plating(镀钛) Cadmium Plating(镀镉) Zinc-Iron Alloy(镀镉) Chromate (铬酸盐) Plain(素材) Electro Painting(电泳漆) Zinc Bluewhite(镀蓝白锌)
Code(代码)
NI EN CR ET PS AU AG TI CD ZF CH X EF BW
镀白锌压铆螺母S-M3-1 不锈钢十字槽沉头螺钉M8x10
S-M3-1_ZI GB819-85_M8*10_S
S表示材为不锈钢
标准五金件表面处理代码一览表
Finish(表面处理)
Zinc Blue(镀蓝锌) Zinc Black(镀黒锌) Zinc Yellow(镀五彩锌) Zinc Clear(镀白锌) Black Anodize(氧化黑色) Natural Anodize(氧化黑色) Gold Anodize(氧化金色) Copper Red(镀红铜) Copper Yellow(镀黄色) Nickel Over Copper(镀铜底镍) Tin Matt(镀哑锡) Flash Black Painting Coating (镀哑锡) Sn/Pb Plating(镀锡铅合金) Sandblast and Anodize(喷沙阳极) 范例: 名称 镀黑锌十字槽沉头螺钉M8x10 表示方法 GB819-85_M8*10_ZB