五金电镀表面处理
五金表面处理工艺介绍1
② 控制三价铬在1-4g/L。 ③ 定期刷洗阳极板,长期不生产阳极板需取出。
7)三价铬:
① 防止镍和铜、锌的污染,进入三价铬镀槽前工件需充分清洗干净,及时 打捞掉槽工件。
② 定期的活性炭处理。
三、各类工艺管理要点
1、锌合金电镀工艺管理要点 1)预镀碱铜:
① 为了达到最佳效果建议用活性炭连续过滤,阻止产生粗糙镀层,并把带 入到后序电镀溶液中的有机污染物降到最低。
② 为了获得最佳的性能PH应控制在12.2-12.8,压铸件需低于12.8,避免降低 溶液的阳极效率,防止溶液对工件的化学侵蚀。
3)预浸:
① 定期更换。 ② 每班须补加盐酸。
4)钯活化:
① 控制钯离子和氯化亚锡浓度。 ② 定期清洗棉芯,清洗槽底,及时打捞掉槽工件。 ③ 温度控制在22-28℃。
5)促进:
① 定期更换。 ② 控制温度及时间。
6)化学镍:
① 控制次亚磷酸钠和硫酸镍的浓度。 ② 控制PH=8.6-8.8;控制温度在28-35℃ ③ 每周清槽底。
工艺参数记录表.doc 4)液面高度巡查记录表
液面高度巡查记录表.doc 5) KAH补加记录表
KAH补加记录表.doc 6)槽液维护保养计划
11月保养计划预定表 .doc 7)员工的标准操作
电镀操作作业指导书.doc
四、常见的故障分析
1、外观变色 2、白霜 3、黑斑 4、掉膜 5、起泡 6、盐雾不过 7、人工汗测试不过 8、高低温气泡、开裂。
③ 控制铜:游离氰化钠=1:0.6-0.7
2)厚碱铜:
① 为了达到最佳效果建议用活性炭连续过滤。 ② 控制铜:游离氰化钠=1:0.4-0.6
五金件电镀工艺流程
五金件电镀工艺流程
《五金件电镀工艺流程》
五金件电镀是一种常用的表面处理工艺,通过电化学方法,在五金件表面镀上一层金属膜,增强其耐腐蚀性和美观性。
下面将介绍五金件电镀的工艺流程。
1. 预处理
首先,五金件需要进行预处理,包括去油、除锈和清洗。
去油是通过溶剂或碱性清洗剂将五金件表面的油污清除。
除锈则是利用酸性清洗剂去除五金件表面的氧化铁层。
最后,进行清洗,确保五金件表面干净无杂质。
2. 化学镍层
接下来是进行化学镍层的处理。
在这一步,五金件会被浸泡在含有镍盐的溶液中,通过电化学方法将镍层镀在五金件表面上。
这一步骤主要是增加五金件的耐腐蚀性和机械性能。
3. 镍层抛光
镍层形成后,五金件需要进行镍层抛光,以增加其光泽度和表面平整度。
这一步骤通常使用机械或化学方法进行,将镍层表面抛光至光滑亮泽。
4. 镀层保护
最后一步是对五金件进行镀层保护。
在这一步骤中,五金件可以选择进行镀铜或镀铬保护。
镀铜可以增加五金件的耐腐蚀性,而镀铬则可以赋予五金件更好的外观,增加其光泽度和硬度。
经过以上几个步骤的处理,五金件电镀工艺流程就完成了。
通过电镀工艺处理后的五金件表面将会更加美观和耐用,适用于各种机械设备和家居用品。
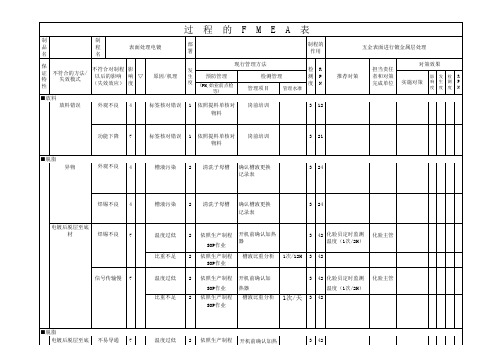
五金表面处理电镀PFMEA分析
1次/2H
3
24
■活化 歪针 外观不良 4 槽夹磨损 定位棒磨损 4 4 依照生产制程 SOP作业 依照生产制程 SOP作业 开机前确认 开机前确认 1次/天 1次/天 3 3 48 定期对治具进行 制造主管 保养(1次/7天) 48 定期对治具进行 保养(1次/7天) 制造主管
过 程 的 F M E A 表
槽液比重分析
1次/天
3
42
开机前确认加热 器 槽液比重分析 1次/天
3 3
48 48
化验员定时监测 温度(1次/2H)
化验主管
开机前确认加热 器 槽液比重分析 1次/天
3 3
48 化验员定时监测 温度(1次/2H) 48
化验主管
开机前确认 开机前确认
1次/天 1次/天
3 3
制程定期对治具 制造主管 48 进行保养(1次/7 天) 48 制程定期对治具 制造主管 进行保养(1次/7 天) 72 制程定期对治具 制造主管 进行保养(1次/7 天) 72 制程定期对治具 制造主管 进行保养(1次/7 天) 72 定期对治具进行 制造主管 保养(1次/7天) 72 定期对治具进行 制造主管
(PM,始业前点检 等)
检测管理 管理项目
R P N
推荐对策
担当责任 者和对策 完成单位
SOP作业 ■活化 电镀后脱层至 底材 焊锡不良 7 比重不足 2 依照生产制程 SOP作业 轮检查导电线 槽液比重分析 1次/天 3 42
保养(1次/7天)
信号传输慢
7
比重不足
2
依照生产制程 SOP作业
槽液比重分析
组装不良
6
槽夹磨损
4
依照生产制程 SOP作业
五金件-金属物品表面处理基本知识
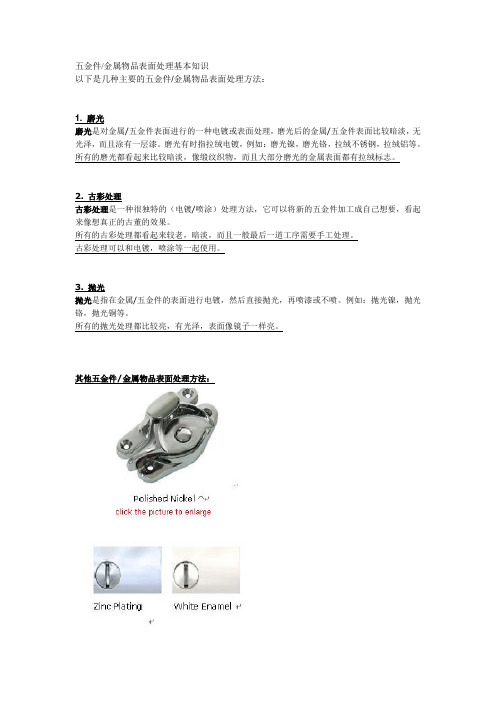
五金件/金属物品表面处理基本知识
以下是几种主要的五金件/金属物品表面处理方法:
1. 磨光
磨光是对金属/五金件表面进行的一种电镀或表面处理,磨光后的金属/五金件表面比较暗淡,无光泽,而且涂有一层漆。
磨光有时指拉绒电镀,例如:磨光镍,磨光铬,拉绒不锈钢,拉绒铝等。
所有的磨光都看起来比较暗淡,像缎纹织物,而且大部分磨光的金属表面都有拉绒标志。
2. 古彩处理
古彩处理是一种很独特的(电镀/喷涂)处理方法,它可以将新的五金件加工成自己想要,看起来像想真正的古董的效果。
所有的古彩处理都看起来较老,暗淡,而且一般最后一道工序需要手工处理。
古彩处理可以和电镀,喷涂等一起使用。
3. 抛光
抛光是指在金属/五金件的表面进行电镀,然后直接抛光,再喷漆或不喷。
例如:抛光镍,抛光铬,抛光铜等。
所有的抛光处理都比较亮,有光泽,表面像镜子一样亮。
其他五金件/金属物品表面处理方法:。
五金电镀工艺流程

五金电镀工艺流程介绍五金电镀是一种常见的表面处理工艺,通过在金属表面形成一层金属镀层,可以提高五金制品的外观质量和耐腐蚀性能。
本文将详细介绍五金电镀的工艺流程。
工艺流程五金电镀一般包括以下几个基本步骤:1. 表面处理在进行电镀之前,需要对五金制品的表面进行处理,以保证镀层与基材之间的黏附力。
1.1 清洗首先,将五金制品浸泡在碱性溶液中,去除油脂、灰尘等杂质。
然后,通过酸性溶液去除表面的氧化物和锈蚀,使表面得到进一步净化。
1.2 酸洗酸洗是一种常用的表面处理方法,可以去除金属表面的氧化层和其他污染物。
常用的酸洗液包括硫酸、盐酸等。
2. 预处理在电镀之前,需要对五金制品进行一些预处理,以改善金属表面的特性,以便于后续的电镀操作。
2.1 去除锈蚀如果五金制品表面存在锈蚀,需要使用酸溶液或机械方法去除锈蚀层,以确保表面的平滑度。
2.2 去除油污五金制品表面可能存在一些油脂或其他污染物,需要使用溶剂或碱性溶液去除,以保证电镀后的镀层质量。
3. 电镀操作经过前两个步骤的处理,五金制品的表面已经得到了净化和改善。
接下来是进行电镀操作。
3.1 镀液配制根据不同的电镀要求,选取合适的镀液,通常镀液中包含了金属离子、添加剂和缓冲剂。
按照一定的比例和工艺要求配制镀液。
3.2 电镀设备将五金制品悬挂于电镀槽中,并连接正极。
将镀液注入电镀槽中,并通过电流作用,金属离子在五金制品表面沉积形成金属镀层。
3.3 镀层控制电镀过程中需要控制相关参数,如温度、电流密度、镀液搅拌等,确保形成的镀层均匀、致密。
4. 后处理电镀完成后,还需要进行一些后处理工艺,以提高镀层的光泽度和耐腐蚀性。
4.1 清洗首先,对镀层进行清洗,去除表面的杂质和电镀过程中产生的废液。
4.2 抛光通过机械或化学方式对镀层进行抛光,提高其外观质量和光泽度。
4.3 防护层为了增加镀层的耐腐蚀性,可以在镀层表面加一层防护层,如热处理、涂覆等。
总结五金电镀工艺流程包括表面处理、预处理、电镀操作和后处理。
五金产品常见表面处理

第一章电镀工艺电镀原理电镀(Electroplating)就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺。
电镀时,镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。
为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。
从而起到防止金属氧化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性(硫酸铜等)及增进美观等作用。
电镀作用镀金作用加强导电能力、提高表面稳定度(防氧化)、装饰。
镀银作用镀银最大的作用是利用镀层防止腐蚀,增加导电率、反光性和美观。
广泛应用于电器、仪器、仪表和照明用具等制造工业。
镀钛作用镀钛是用化学方法使钛金属附着在别的物体表面上,形成的钛镀层具有极好的抗蚀性,可用于保护被镀物体,提高表面耐磨性。
镀钛颜色有金色,黄铜色,玫瑰金色,银白色,黑色,古铜色,紫铜色,蓝色等氮化钛HV2300-2700左右镀钛产品图镀锌作用锌在干燥的空气中几乎不发生变化。
在潮湿的空气中,锌表面会生成致密的碱式碳酸锌膜。
起到美观、防锈作用。
镀白锌镀蓝锌镀黑锌镀五彩锌镀锡及其合金是一种可焊性良好并具有一定耐蚀能力的涂层,电子元件、印制线路板中广泛应用。
提高焊接性能。
常用的有镀雾锡跟镀亮锡镀镍电镀镍层在空气中的稳定性很高,由于金属镍具有很强的钝化能力,在表面能迅速生成一层极薄的钝化膜,能抵抗大气、碱和某些酸的腐蚀。
镍镀层的硬度比较高,可以提高制品表面的耐磨性.第二章烤漆跟喷粉液体烤漆树脂型合成涂料与溶剂混合后施工,以压缩空气或者静电雾化后附着产品,溶剂蒸发或者相互反应后形成固化膜。
优点,光泽好,可以精细化作业。
材料利用率低。
颜色范围广。
粉末喷涂是用喷粉设备(静电喷塑机)把粉末涂料喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异(粉末涂料的不同种类效果)的最终涂层;粉末喷涂的喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺,成本也在同效果的喷漆之下。
五金电镀工艺流程
五金电镀工艺流程
《五金电镀工艺流程》
五金电镀是一种常见的表面处理工艺,通过电化学原理将金属离子沉积在所需的基材表面,从而提升其表面性能,美观度和耐腐蚀性。
以下是五金电镀的工艺流程:
1.清洗
在进行电镀之前,需要对五金件进行彻底的清洗。
清洗是为了去除表面的油污、污垢以及其他杂质,以确保电镀时的金属沉积均匀和牢固。
清洗一般分为碱洗、酸洗和水洗三个步骤进行。
2.酸洗
酸洗是为了去除金属表面的氧化皮和其他不良氧化物质。
在酸洗过程中,五金件会被浸泡在酸性溶液中,通过化学反应消除表面的氧化层,从而为后续的电镀工艺做好准备。
3.活化
活化处理是为了在五金件表面形成一层活性金属层,以增强金属表面与镀层之间的结合力。
活化一般采用酸性活化剂进行处理,有效地提高了金属表面的活性,从而有利于金属离子的沉积。
4.镀层
镀层是电镀的核心步骤,通过在电镀槽中加入含有所需金属离子的镀液,然后通过直流或者交流电源的作用,让金属离子在五金件表面沉积形成金属镀层。
镀液的成分和浓度、电镀槽的
温度和电流密度等因素都会影响镀层的厚度和性能。
5.后处理
五金电镀完成后,还需要进行后处理工艺来增强镀层的性能和美观度。
后处理一般包括镀层的清洗、烘干、喷漆、抛光等步骤,以确保五金件的质量和外观。
通过以上工艺流程,五金电镀可以达到提升五金件表面性能、美观度和耐腐蚀性的效果,从而广泛应用于汽车、家居、电子等领域。
五金表面处理工艺电镀操作SOP专业模板
工序鋁壓鋳Lido 工件電鍍处理(三價黑鉻)版次 A页数1/7使用工具 鋁材電鍍線,Lido 電鍍掛具一、電鍍流程:上架 超音波脱脂 水洗 電解脫脂 水洗 酸浸蝕 水洗 鋅置換水洗 酸洗 水洗 鋅置換 水洗 打底鎳 水洗 光澤銅 水洗 光澤鎳 水洗 三價黑鉻 水洗 封孔 水洗 热纯水洗吹風 烘干 下料二、目的:在铝合金的表層上利用電化學原理披附上多層其它金屬以達到所需之耐蝕性和美觀性。
三、步骤:发行日期 修订日期 原发行单位核准审查拟稿年 月 日 年 月 日制二部1. 上架: 说明:一手拿工件一手扶紧掛架将工件装上。
注意事项:铸件表面切勿與掛架相碰觸以免造成刮伤2. 超音波脱脂: 说明:脱脂时间为180秒,開啟超音波再将工件轻轻放入脱脂槽中,并打开计时器,时间到时将工件取出移至下一步骤。
目的:将工件表面的大部份拋光土利用超音波振盪力去除。
3.水洗: 说明:将掛架放入清水中上下返復清洗三次,注意上下清洗行程約1/3掛具長度。
目的:将工件表面的脱脂剂冲洗干净。
工序鋁壓鋳Lido工件電鍍处理(三價黑鉻)版次 A 页数2/7使用工具阳极治具4.電解脫脂:说明:脫脂时间为30秒,打開整流器開關再将工件轻轻放入電解槽中,并打开计时器,时间到时将工件取出移至下一步骤。
目的:将工件表面的油脂去除乾淨。
5.水洗:说明:将掛架放入清水中上下反覆清洗三次,注意上下清洗行程約1/3掛具長度。
目的:将工件表面的電解脱脂剂冲洗干净。
6.酸浸蝕:说明:酸浸蝕时间为20秒,将工件轻轻放入酸洗槽中,并打开计时器,时间到时将工件取出移至下一步骤。
目的:将工件表面的枌垢氧化層去除,露出工件乾淨的素材表面。
7.水洗:说明:将掛架放入清水中上下返復清洗三次,注意上下清洗行程約1/3掛具長度。
目的:将工件表面的酸洗液冲洗干净。
8.鋅置換:说明:置換時間 60秒,将工件轻轻放入置換槽中輕輕擺動,注意勿使工件露出液面,打開計時器,时间到时将工件取出移至下一步骤。
五金表面处理工艺
五金表面处理工艺是指对金属制品表面进行改性、防护和美化处理的工艺过程。
通过表面处理,可以提升五金制品的耐腐蚀性、耐磨性、外观质感和装饰效果,从而满足不同领域对五金制品的需求。
五金表面处理工艺种类繁多,包括电镀、喷涂、阳极氧化、热处理等多种方法,每种方法都有其特定的适用范围和优势。
下面将就五金表面处理工艺的种类、原理、应用领域及发展趋势做一详细介绍。
一、电镀电镀是将金属离子沉积在导电材料表面的一种工艺。
通过电流作用,金属离子在导体表面上还原成金属层,形成涂层。
常见的电镀方法包括镀铬、镀镍、镀铜等。
电镀能够增加五金制品的耐腐蚀性、导电性和美观度,广泛应用于汽车零部件、家具五金、电子产品等领域。
二、喷涂喷涂是利用压缩空气或者高压喷枪将涂料喷涂在五金制品表面的一种工艺。
喷涂能够形成均匀、美观的涂层,常用于家具五金、机械设备、建筑材料等领域。
喷涂工艺的发展趋势是向环保、高效、低能耗方向发展,采用水性涂料、粉末涂料等替代传统有机溶剂型涂料。
三、阳极氧化阳极氧化是通过在特定电解液中施加电流,使得金属表面生成一层致密的氧化膜的一种工艺。
阳极氧化后的五金制品表面具有一定的硬度、耐磨性和耐腐蚀性,常用于航空航天、汽车制造、建筑装饰等领域。
四、热处理热处理是通过加热和冷却的方式改变五金制品表面组织结构,从而改善其力学性能和耐磨性的一种工艺。
常见的热处理方法包括淬火、回火、渗碳等。
热处理广泛应用于机械零件、工具、模具等领域。
五、化学转化处理化学转化处理是利用化学反应在金属表面形成一层保护膜或者改性层的一种工艺。
例如磷化、化学镀、氮化等。
化学转化处理能够提高五金制品的耐蚀性、耐磨性和摩擦系数,常用于汽车零部件、工程机械、船舶配件等领域。
六、镀膜镀膜是将有机涂层或者无机涂层覆盖在金属表面的一种工艺。
有机涂层如喷涂、喷粉等,无机涂层如氧化膜、磷化膜等。
镀膜能够提高五金制品的美观度、耐腐蚀性和耐磨性,广泛应用于汽车制造、家具五金、建筑装饰等领域。
五金表面处理工艺
五金表面处理工艺
五金表面处理工艺有:
-高光切边:通过高速的CNC机器在五金产品的边缘切削出一圈光亮的斜边。
-抛光:利用其它工具或者方法对工件表面进行光亮的处理,使得工件表面粗糙度降低,以获得光亮镜面效果。
-拉丝:通过研磨产品在工件表面上形成线纹,起到装饰的效果。
-阳极氧化:是一种电解氧化的过程,在该过程中铝和铝合金的表面通常转化为一层氧化膜,这层氧化膜具有保护性、装饰性以及其他的一些功能特性。
-喷砂:利用高速砂流的冲击作用清理和粗化基体表面的过程。
- PVD:指利用物理过程实现物质的转移,将原子或分子由靶材转移到基材
表面的过程。
-镭雕:也叫激光雕刻或者激光打标,是利用光学原理进行表面处理的工艺。
-喷涂:通过喷枪或碟式雾化器借助于压力或离心力分散成均匀而微细的雾滴,施涂于被涂物表面的涂装方法。
-电泳:带电颗粒在电场作用下向着与其电性相反的电极移动的现象。
-电镀:利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程,提高耐磨性、导电性、反光性、抗腐蚀性及增进美观等作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
chromeplate:镀铬Bright chrome plating:镀亮铬white zinc-plating :蓝白锌电镀color-plated zinc:彩锌Electrophoresis:电泳powder coated:烤漆1.电珍珠铬工艺常用语(Commonly used terminology in process for pearl chrome plating)硫酸清洗sulfuric acid clean超声波除蜡ultrasonic clean除油degreasing电解除油electro clean酸浸acid dip预镀碱铜alkali copper焦铜pyrophosphate copper酸铜acid copper半光叻semi-bright nickel氯化叻nickel chloride珍珠叻pearl nickel电铬chromium plated热水洗hot water rinsing烘干baking2. 电光铬工艺常用语(Commonly used terminology in process for bright chrome plating)三氯乙烯清洗trichloroethylene clean上挂具racking除蜡水洗ultrasonic clean电解缸electro clean酸水acid dip预红铜电镀copper strike电红铜copper酸水acid焦铜pyrophosphate copper酸铜acid copper半光叻semi-bright nickel氯化叻nickel chloride打底叻primer nickel镍色bright nickel电铬chromium plated烘干baking3.静电喷涂工艺常用语(Commonly used terminology in process for electrostatic coating)合格件上挂racking加热脱脂hot degreasing水洗rinsing酸洗acid dip中和neutralization表调surface conditioning磷化phosphating水洗二次rinsing x2烘干baking检查inspection上挂racking除尘dedusting喷涂spray painting固化curing下挂taking down包装packaging4.静电喷粉工艺常用语(Commonly used terminology in process for electrostatic powder)合格件上挂racking加热脱脂hot degreasing水洗rinsing中和neutralization表调surface conditioning钝化passivating水洗二次rinsing x2烘干baking检查inspection上挂racking除尘dedusting喷涂spray powder固化curing下挂taking down包装packaging补充词汇(Additional words)闪镀flash/falsh plate光亮电镀bright plating合金电镀alloy plating多层电镀multilayer plating金属喷镀metal spraying刷镀brush plating挂镀rack plating脉冲电镀pulse plating真空镀vacuum deposition热浸镀hot dipping离子镀ion plating滚镀barrel plating装饰性镀铬electroplating adom-chrome镀硬铬electroplating hard chrome钢铁发蓝/钢铁化学氧化blueing (chemical oxide)退镀stripping预镀strike化学抛光chemical polishing浸亮bright dipping活化activation机械抛光mechanical polishing粗化roughtening机械/化学粗化machine/chemistry coarsening敏化处理sensitizationABS塑料电镀plastic plating processpH计pH meter 测定溶液pH值的仪器。
螯合剂chelating agent 能与金属离子形成螯合物的物质。
半光亮镍电镀semi-bright nickel plating solution表面活性剂surface active agent(surfactant) 能显著降低界面张力的物质,常用作洗涤剂、乳化剂、润湿剂、分散剂、起泡剂等。
不连续水膜water break 制件表面因污染所引起的不均匀润湿性而使其水膜不连续的现象,这是一种检查清洗程度的方法。
超声波清洗ultrasonic cleaning 用超声波作用于清洗溶液,以更有效地除去制件表面油污及其他杂质的方法。
冲击镀strik plating 在特定的溶液中以高的电流密度,短时间电沉积出金属薄层,以改善随后沉积镀层与基体间结合力的方法。
除氢removal of hydrogen(de-embrittlement) 金属制件在一定温度下加热或采用其他处理方法以驱除金属内部吸收氢的过程。
粗化roughening 用机械法或化学法除去金属制件表面得到微观粗糙,使之由憎液性变为亲液性,以提高镀层与制件表面之间的结合力的一种非导电材料化学镀前处理工艺。
大气暴露试验atmospheric corrosion rest 在不同气候区的暴晒场按规定方法进行的一种检验镀层耐大气腐蚀性能的试验。
电镀electroplating 利用电解在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程。
电镀用阳极anodes for plating电解浸蚀electrolytic pickling 金属制件作为阳极或阴极在电解质溶液中进行电解以清除制件表面氧化物和锈蚀物的过程。
电抛光electropolishing 金属制件在合适的溶液中进行阳极极化处理以使表面平滑、光亮的过程。
电铸electroforming 通过电解使金属沉积在铸模上制造或复制金属制品(能将铸模和金属沉积物分开)的过程。
电铸镍电镀nickel forming solution叠加电流电镀supermposed current electroplating 在直流电流上叠加脉冲电流或交流电流的电镀。
镀后处理post-treatment process镀后处理postplating 为使镀件增强防护性能、装饰性及其他特殊目的而进行的(如钝化、热熔、封闭和除氢等等)电镀后置技术处理。
镀前处理preplating 为使制件材质暴露出真实表面和消除内应力及其他特殊目的所需除去油污、氧化物及内应力等种种前置技术处理。
镀银系列silver plating plating process缎面加工satin finish 使制件表面成为漫反射层的处理过程。
经过处理的表面具有缎面状非镜面闪烁光泽。
多层电镀multilayer plating 在同一基体上先后沉积上几层性质或材料不同金属层的电镀。
封闭sealing 在铝件阳极氧化后,为降低经阳极氧化形成氧化膜的孔隙率,经由在水溶液或蒸汽介质中进行的物理、化学处理。
其目的在于增大阳极覆盖层的抗污能力及耐蚀性能。
改善覆层中着色的持久性或赋予别的所需要的性质。
复合电镀(弥散电镀)composite plating 用电化学法或化学法使用权金属离子与均匀悬浮在溶液中的不溶液性非金属或其他金属微粒同时沉积而获得复合镀层的过程。
钢铁发蓝(钢铁化学氧化)blueing(chemical oxide) 将钢铁制件在空气中加热或浸入氧化性溶液中,使其表面形成通常为蓝(黑)色的氧化膜的过程。
高速电镀high speed electrodeposition 为获得高的沉积速率,采用特殊的措施,在极高的阴极电流密度下进行电镀的过程。
隔膜diaphragm 把电解槽的阳极区和阴极区彼此分隔开的多孔膜或半透膜。
镉电镀cadmium plating process铬电镀chromium plating process汞齐化amalgamation(blue dip) 将铜或铜合金等金属制件浸在汞盐溶液中,使用权制件表面形成汞齐的过程。
挂镀rack plating 利用挂具吊挂制件进行的电镀。
挂镀光亮镍decorative-fully bright nickel solution挂具(夹具)plating rack 用来装挂零件,以便于将它们放入槽中进行电镀或其它处理的工具。
光亮电镀bright plating 在适当的条件下,从镀槽中直接得到具有光泽镀层的电镀。
光亮剂brightening agent(brightener) 加入镀液中可获得光亮镀层的添加剂。
光亮浸蚀bright pickling 化学或电化学方法除去金属制件表面的氧化物或其他化合物使之呈现光亮的过程。
贵金属电镀原料precious metal products for plating滚镀barrel plating 制件在回转容器中进行电镀。
适用于小型零件。
滚镀光亮镍电镀barrel bright nickel plating process滚光barrel burnishing 将制件装在盛有磨料和滚光液的旋转容器中进行滚磨出光的过程。
合金电镀alloy plating 电流作用下,使两种或两种以上金属(也包括非金属元素)共沉积的过程。
化学除油alkaline degreasing 借皂化和乳化作用在碱性溶液中清除制件表面油污的过程。
化学镀(自催化镀)autocalytic plating 在经活化处理的基体表面上,镀液中金属离子被催化还原形成金属镀层的过程。
化学镀镍electroless nickel plating process化学抛光chemical polishing化学抛光chemical polishing 金属制件在一定的溶液中进行阳极极化处理以获得平整而光亮的过程。
缓冲剂buffer 能使溶液的pH值在一定范围内维持基本恒定的物质。
汇流排busbar 连接整流器(或直流发电机)与镀槽供导电用的铜排或铝排。
机械镀mechanical plating 在细金属粉和合适的化学试剂存在下,用坚硬的小圆球撞击金属表面,以使细金属粉覆盖该表面。
机械抛光mechanical polishing 借助高速旋转的抹有抛光膏的抛光轮以提高金属制件表面平整和光亮程度的机械加工过程。