管线号-焊缝编号-探伤报告编号
焊接探伤报告

焊接探伤报告
报告编号:WSR20210802
受检单位:XXX公司
焊接方式:手工电弧焊
探伤工艺:超声波探伤
检验标准:GB/T 13298-2013
检验时间:2021年8月2日
检验人员:XXX
1. 检验目的
本次检验旨在了解焊缝内部缺陷情况,保证焊接质量,确保设备的安全运行和生产顺利进行。
2. 检验结果
经过超声波探伤,共检测焊缝数量13个,其中11个焊缝未发现任何缺陷,符合GB/T 13298-2013标准要求。
2个焊缝出现错误信号,经过重复检查,确认为焊接过程中气孔引起的误测,不存在缺陷。
3. 检验结论
本次焊接探伤合格,其中13个焊缝中11个符合GB/T 13298-2013标准要求,2个焊缝的误测已经排除,设备焊接质量符合生产要求。
4. 后续建议
针对2个焊缝误测问题,建议焊接人员加强焊接工艺控制,注意气孔等缺陷的控制,确保未来焊接质量能够更加稳定可靠。
5. 报告附图
(见下图)
(备注:此报告所有信息仅供参考,如有疑问,请和相应的检测机构联系)。
钢管超声波探伤报告

V型坡口
补偿(dB)
4dB
缺陷总长
0
焊接方法
手工电弧焊
检查面状况
打磨良好
返修情况
无返修
探 伤 面
焊缝单面双侧
探伤时机
焊后24小时
检测结果
合格
焊缝宽度
12-14㎜
探头参数
2.5P8×12K2
实测m
Z1
3089mm
Z2 H1
2700mm
焊缝编号
缺陷深度
MDJ7
MDJ4
MDJ5 MDJ6
2700㎜
缺陷深度
波幅dB
缺陷指示长度
缺陷性质
评定
备注
MDJ1
/
/
/
无应记录缺陷
BI级
合格
MDJ2
/
/
/
无应记录缺陷
BI级
合格
MDJ3
/
/
/
无应记录缺陷
BI级
合格
MDJ4
/
/
/
无应记录缺陷
BI级
合格
MDJ5
/
/
/
无应记录缺陷
BI级
合格
MDJ6
/
/
/
无应记录缺陷
BI级
超声波检测报告
工程名称:XXXXXXXXXX工程
设备名称:出水钢管(制作)
检测时间:2022年5月25日
报告编号:GYNY[2020525]
焊缝超声波探伤报告
工程名称
XXXXXX工程
仪器型号
CTS—9006
图 号
钢管名称
出水钢管-01#
探头型号
2.5P8×12K2
管线号-焊缝编号-探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“ S ”表示。
在现场制作的规定焊缝,用“ F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
管线号焊缝编号探伤报告编号

管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
管线号-焊缝编号-探伤报告编号
管线号——焊缝编号——探伤报告编号——片号管线号管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备封头:F1A,F2A筒体:纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....; A 2-1、2、3...)环缝:B1,B2.....接管:大于等于250 MA,MB小于等于250 HB(2)管线这是一个外资工程上的管线焊缝编号规则,供参考:一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:在预制厂焊接的焊缝,用“ S ”表示。
在现场制作的规定焊缝,用“ F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
施工管理-焊缝编号及委托探伤管理规定

焊缝编号及委托探伤管理规定一目的对压力管道施工过程中的关键工序进行可追溯性管理.二适用范围适用于公司承揽的所有压力管道施工项目,三过程要求3.1接到施工图纸后,项目部专业技术人员根据图纸绘制管道单线图,作好管件、焊缝标记:3.2管道单线图形式见后附图3.3焊缝编号方法如下:如图所示:一条管线号为W2033规格为D426×10的主管线,上面接有一条D25×3的导淋,还接有一条273×8的跨线,D426×10的主管线上分布有12道焊口,其中编号为7、12的焊口为固定口,D25×3的导淋线上分部有2道焊口,中273×8的跨线上分步有3道焊口,所有焊口标识为:为W2033-400-1、W2033-400-2、W2033-400-3、W2033-400-4、W2033-400 -5 .....W2033-400-10W2033-400-7g、W2033-400-12g加g为固定口W2033-20-1、W2033-20-2W2033-250-1、W2033-250-2、W2033-250-3其它管线依此类推3.4要求分公司探伤前,把填写完整的管线单线图与探伤委托一起交付焊培监测中心探伤班,无管线单线图及探伤委托焊培监测中心探伤班不得受理探伤任务.3.5每一段预制好的管线,在一端用记号笔标注上管线号、管线公称直径,在每一道焊口上用记号笔标注焊口号(1、2、3、4......),并打上焊工钢印号.3.6质量记录中,在各分项栏目中分别填写管线号(如可填写为W2033-400),在各焊口检查记录中填写焊缝号(如1、2、3、4等),3.7焊培监测中心探伤班根据探伤委托和管线单线图进行探伤和出具报告,要求焊接记录、单线图、实物、探伤报告一一对应.。
工艺管道单线图焊口标注办法

工艺管道单线图焊口标注方法和焊接日报规定一:目的:为了确保施工过程中焊接接头统计和管理的准确性和科学性,特制定本规定编制原则:综合考虑:合同计费方式,检测方式,简明扼要,便于归类为原则二:适用范围:本规定适用于DNC2项目的所有工艺管道。
(包括本项目的夹套内外管)本规定不适用于设备内部或者设备自带现场焊接的管道;建筑物上或者内上下水管道;仪表专业的连接管(但是象取样管、信号等和工艺管道焊接连接的接头属于本规定);工艺管上的伴热管。
三:单线图(轴测图,焊口标注)发放流程:QC组NEWS办公室,必须在原图上进行焊NEWS进行修正。
四:关于单线图版本的一些规定说明1:初版原图发放→施工单位标注焊口→管理审核盖章签名→复印分发各相关单位部门(各单位各部门图纸保持一致)。
2:设计变更图设计变更图FRI,发放路径基本相同,施工单位对老版图纸上的原焊口进行转移,对于修改部分的焊口已经焊接的需要利用的,焊口号跟着转移,新增加的焊口重新编号。
注:修改图由各单位NEWS操作员发放到各施工单位,并收回上版图。
3:现场局部管线修改现场提出的需要进行局部修改(如果只是增加或者减少仪表接头、放空、遇障避让等不影响设计意图和设计功能的修改),可以在原图上进行修改,不进行单线图的升版,但是必须提前得到设计的同意(通知管理管道组),改好后由修改人签字(一般是管理管道组工程师或者现场设计代表),并复印一份修改图给设计部门对设计模型进行修改,但是单线图不进行升版。
如果需要增加或者减少管道组成件材料的,还必须通知材料控制部门。
(注:变更图、修改图由各单位NEWS操作员及时发放到各施工单位,并收回上版图。
4:现场焊口的改变现场增加或者减少焊口;现场口转预制或者预制转现场口;现场施工需要割除再重新焊接的焊口,所有这些未改变管线规格、走向等特性,只是焊口号改变的不需要由(施工单位/管理管道组)在原图上直接修改,在焊口圆圈的右上角注明焊口变更代号:C、D、N、M…,并在修改部位圈上云线,注明本页修改版次,下图是现场修改的取消的的DB、修改的变更图还有焊口的状态代号(三角版本符号),修改的版本号,本页单线图的最大焊口编号。
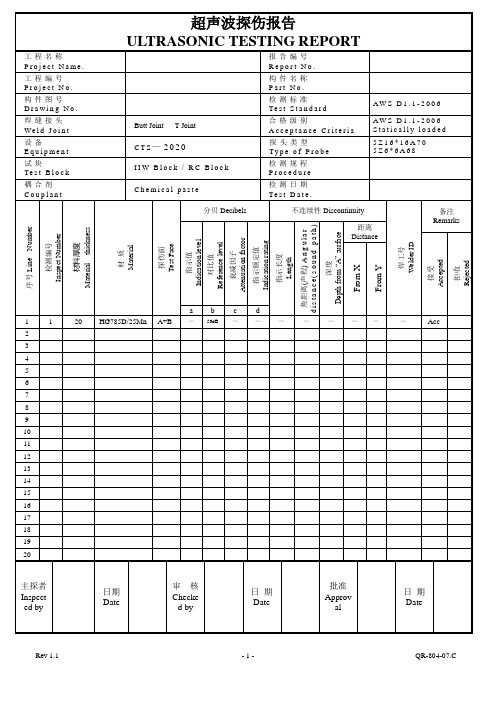
804-07.C 焊缝UT探伤报告(美标)
Approval
日期
Date
序号Line Number
检测编号
Inspect Number
材料厚度Material thickness
材质Material
探伤面From Face
分贝Decibels
不连续性Discontinuity
焊工号
Welder ID
备注Remarks
指示值Indication level
合格级别
Acceptance Criteria
AWS D1.1-2006 Statically loaded
设备Equipment
CTS—2020
探头类型
Type of Probe
5Z16*16A70 5Z6*6A68
试块Test Block
IIW Block / RC Block
检测规程
Procedure
距离Distance
接受Accepted
拒收Rejected
From X
From Y
a
b
c
d
1
1
20
HG785D/25Mn
A+B
—
56dB
—
—
—
—
—
—
—
—
Acc
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
主探者
Inspected by
日期
Date
审核
Checked by
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
管线号——焊缝编号——探伤报告编号——片号
管线号
管线号指的是你所在工程的管道的编号,一般来讲,同一条管路的管道用的是一个管线号,这个号可以在管道系统图(PID)中找到,也可以在单线图(ISO)中找到。
焊缝(口)编号
管线编号可以参照工艺配管图的管线号,焊口编号可以在管线号后增加流水号。
焊缝编号原则上要记录焊工编号和管线号的。
(1)设备
封头:F1A,F2A
筒体:
纵缝:A1,A2......(纵焊缝采用:A1-1、2、3....;A 2-1、2、3...)
环缝:B1,B2.....
接管:大于等于250 MA,MB
小于等于250 HB
(2)管线
这是一个外资工程上的管线焊缝编号规则,供参考:
一.焊缝编号应根据管线介质流向进行编号,原则上应先主管后支管。
遇到焊缝数量较少的支管(如排污,放空,仪表元件等支管)可以把该部分与其相连接的管道作为一个整体,进行编号。
二.焊缝符号表示方法。
为了使不同的焊缝有一个不同的区分,焊缝符号统一规定如下:
在预制厂焊接的焊缝,用“S ”表示。
在现场制作的规定焊缝,用“F ”表示。
为避免编号重复,每张单线图上的第一道焊口在本张图纸上编号,最后一道焊口在相关图纸上编号。
三.管段编号。
每一个单独的管段均被赋予一个管段编号,编号时按照流向从01开始按顺序往后编。
为了清楚区分预制厂制作的每一管段,在预制场制作的管段,根据制作管段的先后顺序以及该管段所在的图号,在管段实物上进行如下标示:图号—序号。
例:管段为01的管段所在图号为- A648-819-3746.003-.。
标示方法如下:A648-819-3746.003—01。
四.由于设计修改,业主根据生产要求以及施工单位施工时的施工情况,现场不可避免造成部分管道修改:
1、由上述原因导致安装过的管道需增加编号。
编号接着原管道编号进行,只不过在增加焊缝编号后加后缀A。
例如:已经编号完的管道编号编到20,增加2道焊缝,这两道焊缝依次顺序为21A ,22A。
2、由于设计单位原因,造成管线修改,表示方法如下:管线焊缝序号加S(T,U,V……).
管线焊缝序号是指切除的原焊缝编号.S表示第一次修改,T表示第二次修改,U,V……依次类推.由于设计原因增加的焊缝编号同上“1”
3、由于施工单位造成的管线修改,表示方法如下:管线焊缝序号—C—序号.
@管线焊缝序号是指切除的原焊缝编号.序号表示第几次修改. 由施工单位原因增加的焊缝编号同上“1”
五.管架及附属焊缝表示方法。
焊接管架表示方法:管线焊缝序号加X加序号
1.管线焊缝序号是指根据介质流向,管架及附属焊缝所在位置上一道焊缝序号。
X 代表焊接管架。
序号代表第几个焊接管架。
2.非焊接焊缝表示方法:管线焊缝序号加2Y序号
B管线焊缝序号是指根据介质流向,管架及附属焊缝所在位置上一道焊缝序号。
Y代表非焊接管架。
序号代表第几个非焊缝管架。
探伤报告编号
1、探伤报告编号规定:
探伤报告包括四部分:年号月份、检测方法类型、委托单位、序号。
例:0206-A2001
02 年号
06 月份
A 检测方法(A-超声波检测;B-射线检测;C-磁粉检测)
2 委托单位(1-钢铁公司;2-铁塔公司)
001 序号
缺陷编号规定:缺陷编号包括两部分,由工件序号和缺陷数量组成,如:01-04,01代表第一根工件,04代表共有4处缺陷。
2、焊缝探伤标准:
一、Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
二、Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
三、焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
四、表面气孔:
①Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
4.2.3 咬边:Ⅰ级焊缝不允许。
②Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
③Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
压力管道焊接检查记录
压力管道焊接检查记录
压力管道焊接检查记录
压力管道焊接检查记录
压力管道焊接检查记录
压力管道焊接检查记录
热力管道焊接检查记录
压力管道焊接记录
压力管道焊接记录。