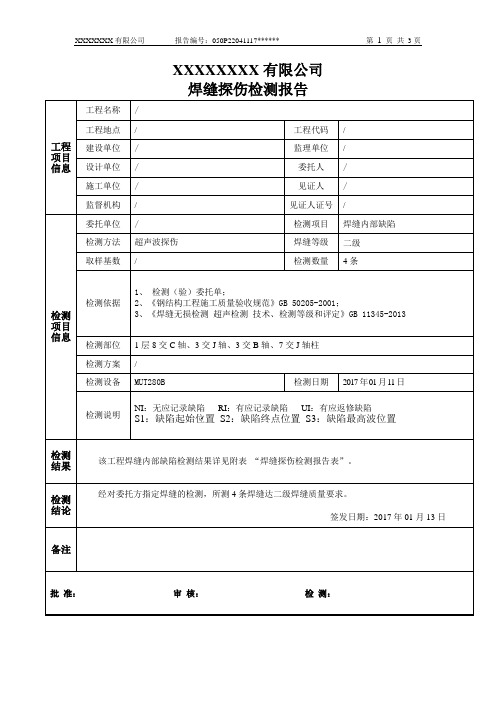
焊缝超声波探伤检测报告
焊缝探伤检测报告(超声波)模板
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
超声波探伤分析报告全

—
Ⅱ级合格
检验焊缝总长14.3m
判定:
结论:●合格○不合格
负责人
审核
检测
检测单位公章
报告日期
2015年1月9日
检验:NI级审核:NI级
无损探伤检验报告
工程项目:
工程编号:UT
探伤类别:超声波探伤
检测部位:
单位(章):
工艺卡编号:PW120-97
探伤时机:●焊后○热处理后○水压试验后
仪器型号:UTD801型数字仪
耦合剂:○机油●甘油○浆糊
探伤方式:○垂直●斜角
扫描调节:●深度○水平○声程
比例:
试块:
探伤部位示意图:(另加附图)
探伤结果
焊缝编号
检验长度
探伤情况
探伤波形
缺陷长度
判定
ZH01
110mm
未发现超标缺陷
—-
超声波探伤分析报告全
超声波探伤报告
报告编号:NO:UT报告日期:2015年1月9日
单位名称:
令号:
工件名称:
钢闸门01
材料:Q235
厚度:T=16
焊接方法:埋弧自动焊,手工电弧焊
焊接数量:m
探伤面:单面双侧
检测范围:>20%
探伤面状态:●修整○轧制○机加
检验规程:GB50235-2001
验收标准:GB11345-89
—
Ⅱ级合格
ZH02
110mm
未发现超标缺陷
—-
—
Ⅱ级合格
ZH03
110mm
未发现超标缺陷
—-
—
Ⅱ级合格
ZH04
Ⅱ级合格
ZH05
110mm
未发现超标缺陷
焊缝检验报告
焊缝检验报告报告编号:2021-HJ001
一、焊接工艺参数
焊接方法:手工电弧焊
焊接材料:E6013钢电焊条
底材:Q235B钢板
焊接电流:110A
焊接电压:26V
焊接速度:15cm/min
二、焊缝检验结果
1.外观检查
焊缝表面光洁,无裂纹、气孔、夹渣、焊缝受压变形等缺陷。
2.尺寸检查
焊缝尺寸符合设计和标准规定,未发现焊缝偏位、错位、偏心、虫洞等不合格现象。
3.超声波检测
焊缝经过超声波检测,未发现明显的内部缺陷。
4.硬度测试
焊缝部位的硬度测试结果符合标准要求。
5.金相组织分析
焊缝经过金相组织分析,未发现明显的组织异常。
三、焊缝质量评定
根据焊缝外观、尺寸、超声波检测、硬度测试和金相组织分析结果,评定该焊缝为合格品。
四、建议与措施
根据检验结果,建议继续对该焊缝进行监测,并在必要时进行补焊和检测。
五、检验人员
检验员:XX
批准人:XXXXX
六、备注
该焊缝检验报告仅适用于本次检验,不得作为其他用途。
如有问题,请及时沟通反馈。
钢管超声波探伤报告

V型坡口
补偿(dB)
4dB
缺陷总长
0
焊接方法
手工电弧焊
检查面状况
打磨良好
返修情况
无返修
探 伤 面
焊缝单面双侧
探伤时机
焊后24小时
检测结果
合格
焊缝宽度
12-14㎜
探头参数
2.5P8×12K2
实测m
Z1
3089mm
Z2 H1
2700mm
焊缝编号
缺陷深度
MDJ7
MDJ4
MDJ5 MDJ6
2700㎜
缺陷深度
波幅dB
缺陷指示长度
缺陷性质
评定
备注
MDJ1
/
/
/
无应记录缺陷
BI级
合格
MDJ2
/
/
/
无应记录缺陷
BI级
合格
MDJ3
/
/
/
无应记录缺陷
BI级
合格
MDJ4
/
/
/
无应记录缺陷
BI级
合格
MDJ5
/
/
/
无应记录缺陷
BI级
合格
MDJ6
/
/
/
无应记录缺陷
BI级
超声波检测报告
工程名称:XXXXXXXXXX工程
设备名称:出水钢管(制作)
检测时间:2022年5月25日
报告编号:GYNY[2020525]
焊缝超声波探伤报告
工程名称
XXXXXX工程
仪器型号
CTS—9006
图 号
钢管名称
出水钢管-01#
探头型号
2.5P8×12K2
焊缝超声波探伤报告.doc

焊缝超声波探伤报告.doc金属无损探伤检测报告平煤集团机电安装处年月日焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101T-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷1# 800×2 ●N1 ○R1 ○U1I返修情况2#1050×2●N1 ○R1 ○U1IIU1:有应返修缺陷检验焊缝总长:4228 mm,一次返修总长mm。
备注:结论:●合格○不合格检验人姓名:证书编号:114-0049 级别:UT-II 审核人姓名:焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101H-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及返修情况焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷U1:有应返修缺陷1# 800×2 ●N1 ○R1 ○U1I2#1050×2○N1 ●R1 ●U1350mm II检验焊缝总长:4228 mm,一次返修总长350 mm。
焊接探伤报告样本

焊接探伤报告样本该文档为焊接探伤报告样本,记录了对焊接工件进行的探伤检验结果。
本报告旨在帮助分析焊接缺陷以及评估焊接接头的质量。
以下是报告的相关内容:1. 背景报告编制的焊接探伤是基于对焊接接头进行的非破坏性检测。
该焊接接头属于金属材料,采用了特定的焊接方法进行连接。
探伤目的是评估焊接接头的质量,检测焊接缺陷以及确定焊接接头的合格性。
2. 检测参数探伤的参数包括但不限于:•检测方法:超声波检测•探测仪器:超声波探伤仪•探测频率:XX MHz•探测角度:XX 度•接触介质:XX 聚乙烯膜3. 焊接接头描述焊接接头由两个金属工件通过焊接连接而成。
焊缝型式为XX型,焊缝尺寸为XX。
焊接接头的材料为XX金属。
焊接接头的尺寸为XX。
4. 探伤结果经过超声波检测,发现了以下焊接缺陷:4.1 缺陷一•类型:孔洞•位置:焊缝表面•尺寸:直径为XX,深度为XX•形态:规则形状4.2 缺陷二•类型:焊缝不良结构•位置:焊缝内部•尺寸:长度为XX,高度为XX•形态:不规则形状4.3 缺陷三•类型:裂纹•位置:焊缝边缘•尺寸:长度为XX,宽度为XX•形态:直线状5. 评价与建议根据检测结果,结合相应的焊接标准和规范,对焊接接头的质量进行评价,并提出以下建议:1.孔洞缺陷应被修复。
修复方法可以采用XX方法,确保孔洞被充分填充,并保证焊接接头的质量符合要求。
2.焊缝不良结构应通过焊接工艺优化来解决。
建议进行焊接参数的调整和焊接方法的优化,以提高焊接接头的结构完整性。
3.裂纹缺陷应得到重视。
建议对焊接接头进行补焊或其他适当的修复方法,确保裂纹得到有效修复,并避免未来的裂纹产生。
6. 结论根据对焊接接头的探伤结果和评估,本焊接接头不符合相应的质量标准和规范要求,存在孔洞、焊缝不良结构和裂纹等焊接缺陷。
为确保焊接接头的质量,需要进行相应的修复和改进,并重新进行探伤检测,直到满足质量要求为止。
以上是本份焊接探伤报告样本的所有内容,供参考使用。
超声检测报告1样本
扫查速度
150mm/s
检测标准
GB11345-89
合格级别
III工艺卡编号来自UT-GYK-01焊缝号
探伤部位
缺陷位置
波幅
缺陷指示长度
缺陷深度
评定结果
焊工号
+28~+41
Φ3×5-6dB
13
7
D713
Φ3×5-17dB
D563
Φ3×5-18dB
D473
Φ3×5-18dB
D713
Φ3×5-17dB
D713
+158~+170
Φ3×5-7dB
12
11
D563
Φ3×5-17dB
D713
Φ3×5-18dB
D463
Φ3×5-18dB
D463
Φ3×5-17dB
D563
技术负责人:
年月日
审核:
级别:
年月日
检测:
级别:
年月日
第 1 页
焊接接头超声波检测报告
报告编号: 共 1 页
委托单位
工程项目
工号
工件名称
钢结构主梁
工件编号
各种
材质
Q235-B
规格
各种
焊接方法
手工电弧焊
坡口型式
V
热处理状态
/
设备型号
探头型号
K2.5
检测方法
单面双侧
试块型号
RB-1
耦合剂
工业浆糊
检测灵敏度
Φ3×5-10dB
检测面
良好
扫查方式
锯齿形扫查
检测比例
20%
表面补偿
焊缝超声波探伤检测报告
焊缝超声波探伤检测报告一、检测目的本次检测旨在对焊缝进行超声波探伤检测,以确定焊缝的质量和存在的缺陷情况,为后续工作提供参考依据。
二、检测对象本次检测对象为某工程项目中的焊缝,包括横焊缝和纵焊缝。
三、检测方法采用超声波探伤技术进行检测,具体操作步骤如下:1. 对焊缝进行清洁处理,确保表面无杂质和污垢。
2. 将超声波探头放置在焊缝上方,通过超声波的传播和反射,获取焊缝内部的信息。
3. 对焊缝进行全面扫描,记录下焊缝内部的缺陷情况和位置。
4. 根据检测结果,对焊缝进行评估和分类,确定焊缝的质量等级。
四、检测结果经过超声波探伤检测,得到如下结果:1. 横焊缝横焊缝的质量较好,未发现明显的缺陷,焊缝内部结构均匀,无裂纹、气孔等缺陷。
2. 纵焊缝纵焊缝存在一些缺陷,主要包括气孔和裂纹。
其中,气孔分布较为集中,主要集中在焊缝的两端,大小不一,最大的气孔直径为3mm;裂纹主要分布在焊缝的中部,长度不一,最长的裂纹长度为10mm。
五、检测结论根据检测结果,对焊缝进行评估和分类,确定焊缝的质量等级。
横焊缝的质量等级为一级,纵焊缝的质量等级为二级。
六、建议措施针对纵焊缝存在的缺陷,建议采取以下措施:1. 对焊缝进行修补,填补气孔和裂纹,确保焊缝的完整性和稳定性。
2. 对焊接工艺进行优化,减少气孔和裂纹的产生。
3. 对焊接人员进行培训,提高其焊接技能和质量意识。
七、总结超声波探伤技术是一种非破坏性检测方法,可以对焊缝进行全面、准确的检测,为保证焊缝的质量和安全性提供了重要的技术支持。
在实际工程中,应加强对焊缝的检测和管理,确保焊缝的质量符合要求。
【工程常用表格】钢结构超声波探伤检测报告(无表式)
GD2105006
内容 : 一、工程概况 工程名称、地点、委托单位、检测日期、报告编号等 二、 检测依据 《钢结构工程施工质量验收规范》 《钢焊缝手工超声波探伤方法和探伤结果的分级》 《压力容器无损检测》 《螺栓球节点钢网架焊缝超声波探伤及质量分级法》 《焊接球节点钢网架焊缝超声波探伤及质量分级法》 《建筑钢结构焊接技术规程》 三、取样数量 l. 普通钢结构(轻钢、桥梁、钢屋架、空间钢结构)如下表: 一、二级焊缝质量等级及缺陷分级 焊缝质量等级 内部缺陷超声波探伤 评定等级 验收等级 探伤比例 内部缺陷射线探伤 评定等级 验收等级 探伤比例 一级 Ⅱ B级 100﹪ Ⅱ AB级 100% 二级 Ⅲ B级 20﹪ Ⅲ AB级 20% GB 50205-2001 GB 11345-89 JB 4730-94 JG/T 3034.2-1996 JG/T 3034.1-下原则确定:(1)对工厂制作焊缝,应按每条焊 缝计算百分比,且探伤长度不应小于200mm,当焊缝长度不足200mm时,应对整条 焊缝进行探伤;(2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数 计算百分比,探伤长度应不小于200mm,并不少于1条焊缝。 2. 钢网架 焊接球焊缝的5%,且不应少于3个; 焊缝无损检测,检测比例为每种钢管规格的5%。 四、仪器设备 名称、型号、仪器设备检测设定及参数。 五、检测结果。
焊缝检测报告记录47013-友联
焊缝超声波检测报告记录
(带*号照写,其他按实际情况,10、11需画图)
姓名:考号:组号:
1、试样编号: B 试样厚度:24mm*
2、焊接方法:手工焊* 坡口型式:X型*
3、仪器型号:PXUT-3500* 探头规格:5P13*13K2
4、入射点测定:(1)12.1 (2)12.2 (3)12.0 平均12.1
5、K值测定:(1) 1.97 (2)1.97 (3) 1.98 平均 1.97
6、时基扫描线调整方法与比例:深度1:1*
7、标准试块:CSK -IA* 对比试块CSK-IIA-1*
8、声能损失修正:4* dB
9、工件探伤灵敏度:Φ2×40-18-4*dB
距离—波幅曲线图(已修正过)注:实测值不小于5点
11、缺陷位置示意图:注:L1是缺陷起始距试板左边缘的距离。
L2是缺陷终点距试板左边缘的距离。
L是缺陷波幅最高时距试板左边缘的距离。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二00七年月日
焊缝超单位
浙江广立重工有限公司
检测类型
自检
材质
Q235B
接头种类
对接焊缝
焊接方法
见备注
执行标准
GB50205-2001
GB11345-89
检测等级
B
合格级别
Ⅱ级
仪器型号
编号
试块
探头
耦合剂
化学浆糊
表面状态
打磨
扫描调节
扫查灵敏度
检测日期
序号
构件号
焊缝号
板厚
检测长度
缺陷情况
级别
评定
备注(焊接方法)
1
/
无可记录缺陷
Ⅰ
合格
2
/
无可记录缺陷
Ⅰ
合格
3
/
无可记录缺陷
Ⅰ
合格
4
/
无可记录缺陷
Ⅰ
合格
5
/
无可记录缺陷
Ⅰ
合格
6
/
无可记录缺陷
Ⅰ
合格
检测结论:共检测焊缝 条,依据GB50205-2001(一级焊缝)、GB11345-89(B-Ⅱ级合格)标准,超声波检测未发现超标缺陷,评定合格。
审定: 审核: 校对: 报告: