焊缝超声波探伤报告.doc
超声波探伤记录
准考证号:
座位号:
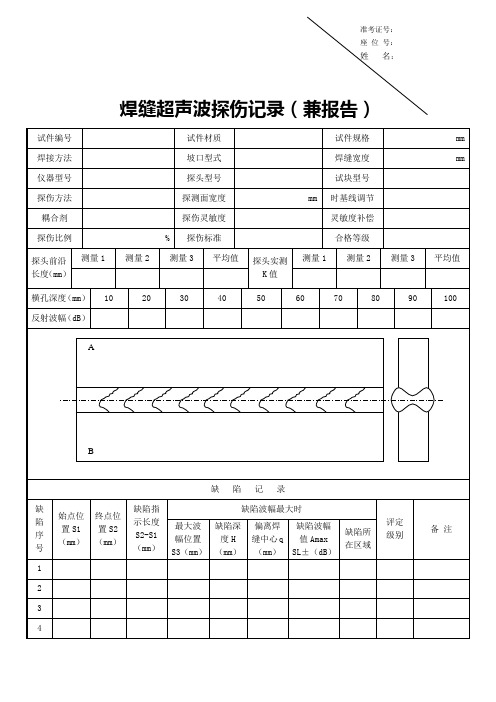
姓名:焊缝超声波探伤记录(兼报告)
结论探伤者×××日期
准考证号:
座位号:
姓名:
管子超声波探伤记录(兼报告)
试件编号试件材质试件规格mm 仪器型号探头型号试块型号
探伤方法探测方向时基线调节
前沿长度mm 实测K值探测面
耦合剂探伤灵敏度灵敏度补偿
探伤比例% 探伤标准合格等级
切槽深度(mm)
反射波幅(dB)
内壁外壁内壁外壁内壁外壁内壁外壁内壁外壁
缺陷记录
缺陷序号始点位置
L1(mm)
终点位置
L2(mm)
缺陷指示长
度I(mm)
离始点周向距
离S(mm)
缺陷波幅
值Amax
评定级别备注
1 2。
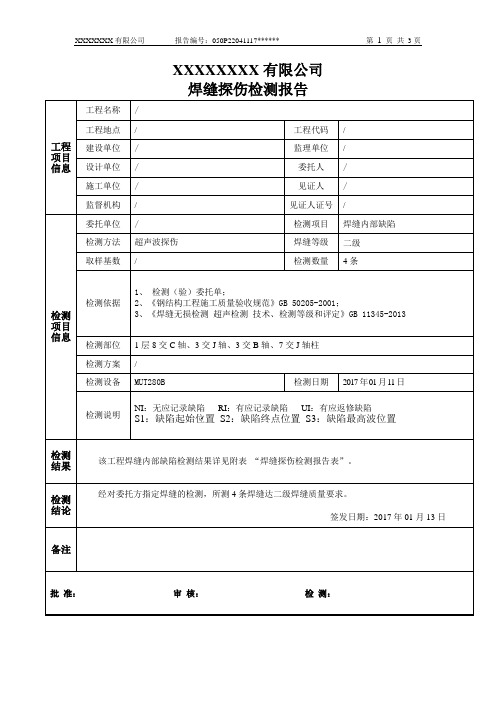
焊缝探伤检测报告(超声波)模板
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
超声波探伤分析报告全

—
Ⅱ级合格
检验焊缝总长14.3m
判定:
结论:●合格○不合格
负责人
审核
检测
检测单位公章
报告日期
2015年1月9日
检验:NI级审核:NI级
无损探伤检验报告
工程项目:
工程编号:UT
探伤类别:超声波探伤
检测部位:
单位(章):
工艺卡编号:PW120-97
探伤时机:●焊后○热处理后○水压试验后
仪器型号:UTD801型数字仪
耦合剂:○机油●甘油○浆糊
探伤方式:○垂直●斜角
扫描调节:●深度○水平○声程
比例:
试块:
探伤部位示意图:(另加附图)
探伤结果
焊缝编号
检验长度
探伤情况
探伤波形
缺陷长度
判定
ZH01
110mm
未发现超标缺陷
—-
超声波探伤分析报告全
超声波探伤报告
报告编号:NO:UT报告日期:2015年1月9日
单位名称:
令号:
工件名称:
钢闸门01
材料:Q235
厚度:T=16
焊接方法:埋弧自动焊,手工电弧焊
焊接数量:m
探伤面:单面双侧
检测范围:>20%
探伤面状态:●修整○轧制○机加
检验规程:GB50235-2001
验收标准:GB11345-89
—
Ⅱ级合格
ZH02
110mm
未发现超标缺陷
—-
—
Ⅱ级合格
ZH03
110mm
未发现超标缺陷
—-
—
Ⅱ级合格
ZH04
Ⅱ级合格
ZH05
110mm
未发现超标缺陷
焊缝超声波探伤报告.doc

焊缝超声波探伤报告.doc金属无损探伤检测报告平煤集团机电安装处年月日焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101T-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷1# 800×2 ●N1 ○R1 ○U1I返修情况2#1050×2●N1 ○R1 ○U1IIU1:有应返修缺陷检验焊缝总长:4228 mm,一次返修总长mm。
备注:结论:●合格○不合格检验人姓名:证书编号:114-0049 级别:UT-II 审核人姓名:焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101H-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及返修情况焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷U1:有应返修缺陷1# 800×2 ●N1 ○R1 ○U1I2#1050×2○N1 ●R1 ●U1350mm II检验焊缝总长:4228 mm,一次返修总长350 mm。
焊缝探伤报告
焊缝探伤报告一、引言。
焊缝是由于金属材料在高温下熔化并冷却形成的连接部分,是工程结构中常见的连接方式。
然而,焊缝的质量直接关系到整个工件的安全性和稳定性。
因此,对焊缝进行探伤检测是非常重要的,可以及时发现焊接缺陷,确保焊接质量,提高工件的可靠性和安全性。
二、焊缝探伤方法。
1. X射线探伤。
X射线探伤是一种常用的焊缝探伤方法,通过X射线对焊接部位进行照射,利用不同材料对X射线的吸收能力不同的特点来检测焊缝是否存在缺陷。
X射线探伤可以对焊缝进行全面、立体的检测,能够检测出各种形式的焊接缺陷,如气孔、夹渣、裂纹等。
2. 超声波探伤。
超声波探伤是一种非破坏性检测方法,通过超声波对焊接部位进行检测,可以发现焊缝内部的缺陷。
超声波探伤可以检测出焊缝内部的气孔、夹渣、裂纹等缺陷,对于焊缝的质量评定具有较高的准确性。
3. 磁粉探伤。
磁粉探伤是一种常用的焊缝表面缺陷检测方法,通过在焊接部位撒布磁粉,并施加磁场,可以发现焊缝表面的裂纹、夹渣等缺陷。
磁粉探伤操作简单,成本低,适用于对焊缝表面缺陷的快速检测。
三、焊缝探伤报告。
根据对焊缝的探伤检测,我们得出以下报告:1. 焊缝内部存在气孔和夹渣,对焊接质量造成一定影响,需重新进行焊接处理。
2. 焊缝表面存在裂纹,需要进行修补处理,确保焊缝的完整性和稳定性。
3. 焊缝连接部位存在局部变形,需要重新进行焊接处理,确保焊接部位的稳固性。
四、结论。
焊缝探伤是确保焊接质量的重要手段,通过对焊缝的全面检测,可以及时发现焊接缺陷,保证焊接质量,提高工件的可靠性和安全性。
在进行焊接工艺时,需要严格按照工艺要求进行操作,确保焊接质量,减少焊接缺陷的产生。
五、致谢。
感谢对本次焊缝探伤工作给予支持和帮助的各位专家和同事,在他们的指导和帮助下,我们完成了本次焊缝探伤工作,并得出了相应的报告。
六、参考文献。
[1] 焊接工程手册。
[2] 焊接质量检测技术。
[3] 焊接工艺规程。
以上就是本次焊缝探伤报告的全部内容,希望能对大家有所帮助。
焊接探伤检测报告

焊接探伤检测报告1. 引言在工业生产过程中,焊接是一种广泛应用的技术,但焊接过程中可能存在各种隐患和质量问题。
为了确保焊接接头的质量和安全性,焊接探伤检测成为必不可少的环节。
本报告旨在对某焊接接头进行探伤检测,并分析检测结果。
2. 检测方法2.1 超声波探伤超声波是一种常用的焊接探伤方法。
通过将超声波传导到被测件内部,利用材料的声波传播速度和衰减规律,可以检测出焊接接头内部的缺陷和异质物。
2.2 射线探伤射线探伤也是一种常见的焊接探伤方法。
通过将射线束照射到被测件上,然后通过感光底片或数字检测系统观察和分析射线经过后形成的影像,可以检测出焊接接头的内部缺陷,如气孔、夹渣等。
2.3 磁粉探伤磁粉探伤适用于对铁磁材料进行焊接缺陷的检测。
通过在焊接接头表面涂覆磁粉或通过感应磁场作用,可以观察到焊接接头表面和近表面的线性或环状缺陷。
3. 检测结果经过超声波、射线和磁粉探伤的综合检测,我们得到了如下的检测结果:3.1 超声波探伤结果在超声波探测过程中,我们发现焊接接头内部存在一处细小的裂纹,位于接头焊缝附近。
根据裂纹的深度和长度,我们判断这是一处微裂纹型缺陷,对焊接接头的强度和稳定性会造成一定的影响。
3.2 射线探伤结果射线探伤显示,焊接接头存在多处气孔和夹渣。
其中气孔主要分布在焊缝内部,而夹渣则主要集中在焊缝与母材的交界处。
这些缺陷可能导致焊接接头内部的应力集中和疲劳破坏。
3.3 磁粉探伤结果磁粉探伤显示,焊接接头表面存在一条长度为10cm的线性缺陷,位于焊缝旁边。
这条缺陷为焊接接头的热裂纹,可能由于焊接温度过高或焊接速度过快导致。
4. 缺陷分析与建议通过对焊接接头的综合检测结果分析,我们可以得出以下结论和建议:4.1 裂纹缺陷裂纹是焊接接头常见的缺陷,可能会导致焊接接头的疲劳破坏。
建议在焊接过程中加强焊接电流和焊接速度的控制,避免产生过大的焊接热输入,从而减少裂纹的生成。
4.2 气孔和夹渣气孔和夹渣是焊接接头质量低下的表现,会导致焊接接头的强度和密封性变差。
超声检测报告1样本

扫查速度
150mm/s
检测标准
GB11345-89
合格级别
III工艺卡编号来自UT-GYK-01焊缝号
探伤部位
缺陷位置
波幅
缺陷指示长度
缺陷深度
评定结果
焊工号
+28~+41
Φ3×5-6dB
13
7
D713
Φ3×5-17dB
D563
Φ3×5-18dB
D473
Φ3×5-18dB
D713
Φ3×5-17dB
D713
+158~+170
Φ3×5-7dB
12
11
D563
Φ3×5-17dB
D713
Φ3×5-18dB
D463
Φ3×5-18dB
D463
Φ3×5-17dB
D563
技术负责人:
年月日
审核:
级别:
年月日
检测:
级别:
年月日
第 1 页
焊接接头超声波检测报告
报告编号: 共 1 页
委托单位
工程项目
工号
工件名称
钢结构主梁
工件编号
各种
材质
Q235-B
规格
各种
焊接方法
手工电弧焊
坡口型式
V
热处理状态
/
设备型号
探头型号
K2.5
检测方法
单面双侧
试块型号
RB-1
耦合剂
工业浆糊
检测灵敏度
Φ3×5-10dB
检测面
良好
扫查方式
锯齿形扫查
检测比例
20%
表面补偿
钢结构焊缝无损检测报告(UT)

页共
页
焊缝探伤试验检测报告 (超声波探伤)
试验室名称: 施工/委托单位 工程名称 工程部位/用途 试验依据 主要仪器设备及编号 检测部位 检测技术 等级 表面状态 检测部位示意图: 坡口形式 探伤 灵敏度 耦合剂 材质 表面补偿 探伤时机 试块 报告编号: 委托编号 样品编号 样品描述 判定依据
QB020904
探头型号 验收级别
报
序 号 焊缝编号 板厚 (mm)
告
检测长度 (mm)
内
位置
容
长度 深度 当量 (dB) 级 别Байду номын сангаас结论
缺 陷 情 况(mm)
检测结论: 备注: 试验: 审核: 签发: 日期: 年 月 日(专用章)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
仪器型号:SMART-220超声仪
耦合剂:●机油○甘油 ○浆糊
探伤方式:●垂直●斜角●单探头○双探头○串列探头
扫描细节:○深度●水平○声程
比例:1:1
试块:CSK-IIIA
探伤部位示意图:
见附图
探伤结果及返修情况
焊缝编号
检验
长度
显示情况
一次返修
缺陷编号
探伤时机:●焊后○热处理后 ○水压实验后●打磨后
仪器型号:SMART-220超声仪
耦合剂:●机油○甘油 ○浆糊
探伤方式:●垂直●斜角●单探头○双探头○串列探头
扫描细节:○深度●水平○声程
比例:1:1
试块:CSK-IIIA
探伤部位示意图:
见附图
探伤结果及返修情况
焊缝编号
检验
长度
显示情况
一次返修
缺陷编号
I
检验焊缝总长:3926mm,一次返修总长160mm。
备注:
结论:●合格○不合格
检验人姓名:证书编号:114-0049级别:UT-II审核人姓名:
焊缝超声波探伤报告
报告编号:
报告日期2006年10月14日
产品名称:首山一矿副井井架安装工程(组装)
令号:
工件名称:斜架
工件编号:G105H-G106H连接
焊接方法:手电弧焊接
焊缝数量:4条
探伤面:平面、打磨检验范围:100%
焊缝种类:●修整○扎制 ○机加
检验规程:GB50205-2001
检测标准:GB/T11345-1989
探伤时机:●焊后○热处理后 ○水压实验后●打磨后
仪器型号:SMART-220超声仪
耦合剂:●机油○甘油 ○浆糊
探伤方式:●垂直●斜角●单探头○双探头○串列探头
备注:
结论:●合格○不合格
检验人姓名:证书编号:114-0049级别:UT-II审核人姓名:
焊缝超声波探伤报告
报告编号:
报告日期2006年10月11日
产品名称:首山一矿副井井架安装工程(组装)
令号:
工件名称:斜架
工件编号:G101H-G102连接
材料:Q235B
厚度:14 mm
焊缝种类:●平板○环缝 ●纵缝 ●T型 ○管座
比例:1:1
试块:CSK-IIIA
探伤部位示意图:
见附图
探伤结果及返修情况
焊缝编号
检验
长度
显示情况
一
说明:
N1:无应记录缺陷
R1:有应记录缺陷
U1:有应返修缺陷
1#
800×2
●N1○R1○U1
I
2#
1050×2
●N1 ○R1 ○U1
II
检验焊缝总长:4228mm,一次返修总长mm。
II
检验焊缝总长:4228mm,一次返修总长350mm。
备注:
结论:●合格○不合格
检验人姓名:证书编号:114-0049级别:UT-II审核人姓名:
焊缝超声波探伤报告
报告编号:
报告日期2006年10月11日
产品名称:首山一矿副井井架安装工程(组装)
令号:
工件名称:斜架
工件编号:G101T-G103T连接
扫描细节:○深度●水平○声程
比例:1:1
试块:CSK-IIIA
探伤部位示意图:
见附图
探伤结果及返修情况
焊缝编号
检验
长度
显示情况
一次返修
缺陷编号
此条焊缝
评定等级
说明:
N1:无应记录缺陷
R1:有应记录缺陷
U1:有应返修缺陷
1#
800×2
●N1 ○R1 ○U1
I
2#
1050×2
○N1 ●R1 ●U1
350mm
报告编号:
报告日期2006年10月12日
产品名称:首山一矿副井井架安装工程(组装)
令号:
工件名称:斜架
工件编号:G103T-G104T连接
材料:Q235B
厚度:14 mm
焊缝种类:●平板○环缝 ●纵缝 ●T型 ○管座
焊接方法:手电弧焊接
焊缝数量:4条
探伤面:平面、打磨检验范围:100%
焊缝种类:●修整○扎制 ○机加
材料:Q235B
厚度:14 mm
焊缝种类:●平板○环缝 ●纵缝 ●T型 ○管座
焊接方法:手电弧焊接
焊缝数量:4条
探伤面:平面、打磨检验范围:100%
焊缝种类:●修整○扎制 ○机加
检验规程:GB50205-2001
检测标准:GB/T11345-1989
探伤时机:●焊后○热处理后 ○水压实验后●打磨后
仪器型号:SMART-220超声仪
检验人姓名:证书编号:114-0049级别:UT-II审核人姓名:
焊缝超声波探伤报告
报告编号:
报告日期2006年10月13日
产品名称:首山一矿副井井架安装工程(组装)
令号:
工件名称:斜架
工件编号:G104T-G104H连接
材料:Q235B
厚度:14 mm
焊缝种类:●平板○环缝 ●纵缝 ●T型 ○管座
焊接方法:手电弧焊接
焊缝数量:4条
探伤面:平面、打磨检验范围:100%
焊缝种类:●修整○扎制 ○机加
检验规程:GB50205-2001
检测标准:GB/T11345-1989
探伤时机:●焊后○热处理后 ○水压实验后●打磨后
仪器型号:SMART-220超声仪
耦合剂:●机油○甘油 ○浆糊
探伤方式:●垂直●斜角●单探头○双探头○串列探头
●N1 ○R1 ○U1
I
2#
1050×2
●N1 ○R1 ○U1
I
检验焊缝总长:3926mm,一次返修总长mm。
备注:
结论:●合格○不合格
检验人姓名:证书编号:114-0049级别:UT-II审核人姓名:
焊缝超声波探伤报告
报告编号:
报告日期2006年10月11日
产品名称:首山一矿副井井架安装工程(组装)
耦合剂:●机油○甘油 ○浆糊
探伤方式:●垂直●斜角●单探头○双探头○串列探头
扫描细节:○深度●水平○声程
比例:1:1
试块:CSK-IIIA
探伤部位示意图:
见附图
探伤结果及返修情况
焊缝编号
检验
长度
显示情况
一次返修
缺陷编号
此条焊缝
评定等级
说明:
N1:无应记录缺陷
R1:有应记录缺陷
U1:有应返修缺陷
1#
800×2
扫描细节:○深度●水平○声程
比例:1:1
试块:CSK-IIIA
探伤部位示意图:
见附图
探伤结果及返修情况
焊缝编号
检验
长度
显示情况
一次返修
缺陷编号
此条焊缝
评定等级
说明:
N1:无应记录缺陷
R1:有应记录缺陷
U1:有应返修缺陷
1#
800×2
●N1 ○R1 ○U1
I
2#
1050×2
●N1 ○R1 ○U1
II
检验焊缝总长:4900mm,一次返修总长mm。
材料:Q235B
厚度:14 mm
焊缝种类:●平板○环缝 ●纵缝 ●T型 ○管座
焊接方法:手电弧焊接
焊缝数量:4条
探伤面:平面、打磨检验范围:100%
焊缝种类:●修整○扎制 ○机加
检验规程:GB50205-2001
检测标准:GB/T11345-1989
探伤时机:●焊后○热处理后 ○水压实验后●打磨后
仪器型号:SMART-220超声仪
扫描细节:○深度●水平○声程
比例:1:1
试块:CSK-IIIA
探伤部位示意图:
见附图
探伤结果及返修情况
焊缝编号
检验
长度
显示情况
一次返修
缺陷编号
此条焊缝
评定等级
说明:
N1:无应记录缺陷
R1:有应记录缺陷
U1:有应返修缺陷
1#
800×2
○N1 ●R1 ●U1
160
II
2#
1050×2
●N1 ○R1 ○U1
金属无损探伤
检
测
报
告
平煤集团机电安装处
年月日
焊缝超声波探伤报告
报告编号:
报告日期2006年10月11日
产品名称:首山一矿副井井架安装工程(组装)
令号:
工件名称:斜架
工件编号:G101T-G102连接
材料:Q235B
厚度:14mm
焊缝种类:●平板○环缝 ●纵缝 ●T型 ○管座
焊接方法:手电弧焊接
焊缝数量:4条
备注:
结论:●合格○不合格
检验人姓名:证书编号:114-0049级别:UT-II审核人姓名:
焊缝超声波探伤报告
报告编号:
报告日期2006年10月14日
产品名称:首山一矿副井井架安装工程(组装)
令号:
工件名称:斜架
工件编号:G105T-G106T连接
材料:Q235B
厚度:14 mm
焊缝种类:●平板○环缝 ●纵缝 ●T型 ○管座
令号:
工件名称:斜架
工件编号:G101T-G103T连接
材料:Q235B
厚度:14 mm
焊缝种类:●平板○环缝 ●纵缝 ●T型 ○管座
焊接方法:手电弧焊接
焊缝数量:4条
探伤面:平面、打磨检验范围:100%
焊缝种类:●修整○扎制 ○机加
检验规程:GB50205-2001
检测标准:GB/T11345-1989