焊缝探伤检测报告(超声波)模板
超声波探伤钢管桩焊缝检测报告

焊缝超声波无损探伤试验检测报告焊缝超声波无损探伤试验检测报告现场检测人员(Test people ):报告编写( Reportwrite ):校核( Check ):审核( Auditing ):批准( Confirm ):声明: 1、本检测报告涂改、换页无效。
2、如对本检测报告有异议,可在报告发出后20 天内向本检测单位书面提请复议。
3、检测单位名称与检测报告专用章名称不符者无效。
4、本报告部分复印无效。
工程名称PROJECT NAME超声波检测报告REPORT OF ULTRASONIC TESTING报告编号xxxxxxREPORT NO. B11100006工件名称WORK NAME接头型式JOINT探头形式PROBE TYPE/K 检测级别TEST GRADE钢管桩X 型对接2.5P9×9K2.5B材质MATERIAL检验表面SURFACE藕合剂COUPLET检验标准EXAMSTANDARDQ345B打磨、去污浆糊GB11345-89规格或厚度BSPECI.THICK仪器型号INSTRUMENT试块BLOCK合格级别 /灵敏度ACC.GRADEΦ1000 ×18PXUT-350 +CSK- ⅠA 、RB- ⅢⅡ级/Φ3×40-16dB检验结果 (说明或图示 )TEST RESULT (NOTES OR SKETCH)焊缝钢管桩示意图(Φ 1000×18)1、受 xxxxxx 委托, xxxxxx 有限公司于 2011 年 10 月 8 日、 9 日对 xxxxxx 工程中 40 根钢管桩螺旋焊缝进行超声波探伤,每条钢管桩检测 1 组,每组 5 条焊缝,每条焊缝长度 1000mm 左右,钢管桩两端头各取1000mm ,中间部位抽取 3 条 1000mm 的焊缝,本次共检测 200 条焊缝,探伤位置如图。
2、检测结果: 经过超声波探伤,本次焊缝检测总长度为200000mm ,一次返修总长为0mm ,所检测的焊缝质量达到GB11345-89 标准,详细结果见附表。
焊缝检验报告
焊缝检验报告报告编号:2021-HJ001
一、焊接工艺参数
焊接方法:手工电弧焊
焊接材料:E6013钢电焊条
底材:Q235B钢板
焊接电流:110A
焊接电压:26V
焊接速度:15cm/min
二、焊缝检验结果
1.外观检查
焊缝表面光洁,无裂纹、气孔、夹渣、焊缝受压变形等缺陷。
2.尺寸检查
焊缝尺寸符合设计和标准规定,未发现焊缝偏位、错位、偏心、虫洞等不合格现象。
3.超声波检测
焊缝经过超声波检测,未发现明显的内部缺陷。
4.硬度测试
焊缝部位的硬度测试结果符合标准要求。
5.金相组织分析
焊缝经过金相组织分析,未发现明显的组织异常。
三、焊缝质量评定
根据焊缝外观、尺寸、超声波检测、硬度测试和金相组织分析结果,评定该焊缝为合格品。
四、建议与措施
根据检验结果,建议继续对该焊缝进行监测,并在必要时进行补焊和检测。
五、检验人员
检验员:XX
批准人:XXXXX
六、备注
该焊缝检验报告仅适用于本次检验,不得作为其他用途。
如有问题,请及时沟通反馈。
焊缝超声波探伤报告.doc

焊缝超声波探伤报告.doc金属无损探伤检测报告平煤集团机电安装处年月日焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101T-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷1# 800×2 ●N1 ○R1 ○U1I返修情况2#1050×2●N1 ○R1 ○U1IIU1:有应返修缺陷检验焊缝总长:4228 mm,一次返修总长mm。
备注:结论:●合格○不合格检验人姓名:证书编号:114-0049 级别:UT-II 审核人姓名:焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101H-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及返修情况焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷U1:有应返修缺陷1# 800×2 ●N1 ○R1 ○U1I2#1050×2○N1 ●R1 ●U1350mm II检验焊缝总长:4228 mm,一次返修总长350 mm。
焊缝探伤报告
焊缝探伤报告一、引言。
焊缝是由于金属材料在高温下熔化并冷却形成的连接部分,是工程结构中常见的连接方式。
然而,焊缝的质量直接关系到整个工件的安全性和稳定性。
因此,对焊缝进行探伤检测是非常重要的,可以及时发现焊接缺陷,确保焊接质量,提高工件的可靠性和安全性。
二、焊缝探伤方法。
1. X射线探伤。
X射线探伤是一种常用的焊缝探伤方法,通过X射线对焊接部位进行照射,利用不同材料对X射线的吸收能力不同的特点来检测焊缝是否存在缺陷。
X射线探伤可以对焊缝进行全面、立体的检测,能够检测出各种形式的焊接缺陷,如气孔、夹渣、裂纹等。
2. 超声波探伤。
超声波探伤是一种非破坏性检测方法,通过超声波对焊接部位进行检测,可以发现焊缝内部的缺陷。
超声波探伤可以检测出焊缝内部的气孔、夹渣、裂纹等缺陷,对于焊缝的质量评定具有较高的准确性。
3. 磁粉探伤。
磁粉探伤是一种常用的焊缝表面缺陷检测方法,通过在焊接部位撒布磁粉,并施加磁场,可以发现焊缝表面的裂纹、夹渣等缺陷。
磁粉探伤操作简单,成本低,适用于对焊缝表面缺陷的快速检测。
三、焊缝探伤报告。
根据对焊缝的探伤检测,我们得出以下报告:1. 焊缝内部存在气孔和夹渣,对焊接质量造成一定影响,需重新进行焊接处理。
2. 焊缝表面存在裂纹,需要进行修补处理,确保焊缝的完整性和稳定性。
3. 焊缝连接部位存在局部变形,需要重新进行焊接处理,确保焊接部位的稳固性。
四、结论。
焊缝探伤是确保焊接质量的重要手段,通过对焊缝的全面检测,可以及时发现焊接缺陷,保证焊接质量,提高工件的可靠性和安全性。
在进行焊接工艺时,需要严格按照工艺要求进行操作,确保焊接质量,减少焊接缺陷的产生。
五、致谢。
感谢对本次焊缝探伤工作给予支持和帮助的各位专家和同事,在他们的指导和帮助下,我们完成了本次焊缝探伤工作,并得出了相应的报告。
六、参考文献。
[1] 焊接工程手册。
[2] 焊接质量检测技术。
[3] 焊接工艺规程。
以上就是本次焊缝探伤报告的全部内容,希望能对大家有所帮助。
超声波探伤报告3

审核人员:
技术资格:
UT级
技术资格:
UT级
检测日期:
审核日期:
GB50205-2001《钢结构工程施工及ቤተ መጻሕፍቲ ባይዱ收规范》
抽样情况
样本数量
件
抽样比例
探伤数量
件
检验范围
探伤检测位置示意图
探伤结果及返修情况
工件编号
检验长度
显示情况
一次返修缺陷编号
二次返修缺陷编号
说明:
NI:无应记录缺陷
RI:有应记录缺陷
UI:有应返修记录
●NI ○RI ○UI
评定结果
按探伤结果,制弯工件评定为II级。
北京博邦重工机械有限公司
超声波探伤报告
编号:BJB/CX-D5.4.11.3
被检工件特性
工程名称
塔型、件号
工件名称
厚度
材质
坡口型式
接头型式
弯曲
焊接方法
热处理状况
探伤时机
检测设备
仪器型号
探头
试块
耦合剂
检测规范
技术等级
探头K值
探头频率
检测灵敏度
验收标准
GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分析》
焊缝探伤检测报告(超声波)模板
探伤示意图
为检测位置
A-A
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
S3
(mm)
qA/B
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
1层8交C轴、3交J轴、3交B轴、7交J轴柱
1
--
--
--
--
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
S3
(mm)
qA/B
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
焊缝的超声波探伤及缺陷评定
焊缝的超声波探伤及缺陷评定超声波探伤作为无损检测一种方法,因其探伤效率高、成本低、穿透能力强,而被广泛应用。
它是利用频率超过20KHz的高频声束在试件中与试件内部缺陷(如裂缝、气孔、夹渣等)中传播的特性,来判定是否存在缺陷及其尺度的一种无损检测技术。
超声检测因其固有特点,它比较适合于检测焊缝中的平面型缺陷,如裂纹、未焊透、未熔合等。
焊缝厚度较大时,其优点愈明显。
4.1 焊缝超声波探伤焊缝探伤主要采用斜探头横波探伤,斜探头使声束斜向入射,斜探头的倾斜角有多种,使用斜探头发现焊缝中的缺陷与用直探头探伤一样,都是根据在始脉冲与底脉冲之间是否存在伤脉冲来判断。
当发现焊缝中存在缺陷之后,根据探头在试件上的位置以及缺陷回波在显示屏上的高度,就可确定出焊缝的缺陷位置和大小。
这是因为在探伤前按一定的比例在超声仪荧光屏上作有距离—波幅曲线。
下面详细介绍。
(1)检测条件的选择由于焊缝中的危险缺陷常与入射声束轴线呈一定夹角,基于缺陷反射波指向性的考虑,频率不宜过高,一般工作频率采用2.0-5.0MHz:板厚较大,衰减明显的焊缝,应选用更低一些的频率。
探头折射角的选择应使声束能扫查到焊缝的整个截面,能使声束中心线尽可能与主要危险性缺陷面垂直。
常用的探头斜率为K1.5~K2.5。
常用耦合剂有机油、甘油、浆糊、润滑脂和水等,从耦合剂效果看,浆糊与机油差别不大,但浆糊粘度大,并具有较好的水洗性,所以,常用于倾斜面或直立面的检测。
(2) 检测前的准备(3)探测面的修整探测面上的焊接飞溅、氧化皮、锈蚀和油垢等应清除掉,探头移动区的深坑应补焊后用砂轮打磨。
探测面的修整宽度B应根据板厚t和探头的斜率K计算确定,一般不应小于2.5Kt。
(4)斜探头入射点和斜率的测定1) 斜探头的入射点测定。
斜探头声束轴线与探头楔块底面的交点称为斜探头的入射点,商品斜探头都在外壳侧面标志入射点,由于制造偏差和磨损等原因,实际入射点往往与标志位置存在偏差,因此需经常测定。
超声波探伤报告(已填好)

超声波探伤报告(已填好)
报告编号:GLZTT-2009-02编号:BJB/CX-D5.4.11.2
被检工件特性
工程名称
焊接工艺评定
塔型、件号
/
工件名称
钢板
厚度
12mm
材质
Q235
坡口型式
V型
接头型式
角接接头
焊接方法
手工焊
检测设备
仪器型号
TS-2008E
探头
2.5P8×12K2
试块
DSK-IA RB-I
耦合剂
机油
检测规范
技术等级
B级
探头K值
1.89
验收标准
GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》
GB50205-2001《钢结构工程施工及验收规范》
样本情况
样本数量
1件
抽样比例
100%
探伤数量
1件
检验范围
二级焊缝
探伤检测位置示意图
探伤结果及返修情况
焊缝编号
检验长度
显示情况
评定级别
说明:
NI:无应记录缺陷
RI:有应记录缺陷
UI:有应返修记录
GB-3
240
●NI ○RI ○UI
Ⅰ
GB-4
240
●NI ○RI ○UI
Ⅰ
/
/
/
/
/
/
/
/
/
/
/
/Hale Waihona Puke ////
评定结果
二级焊缝质量满足规范要求
检测人员:
审核人员:
技术资格:
UT级
技术资格:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
S3
(mm)
qA/B
XXXXXXXX有限公司
焊缝探伤检测报告
工程项目信息
工程名称
/
工程地点
/
工程代码
/
建设单位
/监Βιβλιοθήκη 单位/设计单位/
委托人
/
施工单位
/
见证人
/
监督机构
/
见证人证号
/
检测项目信息
委托单位
/
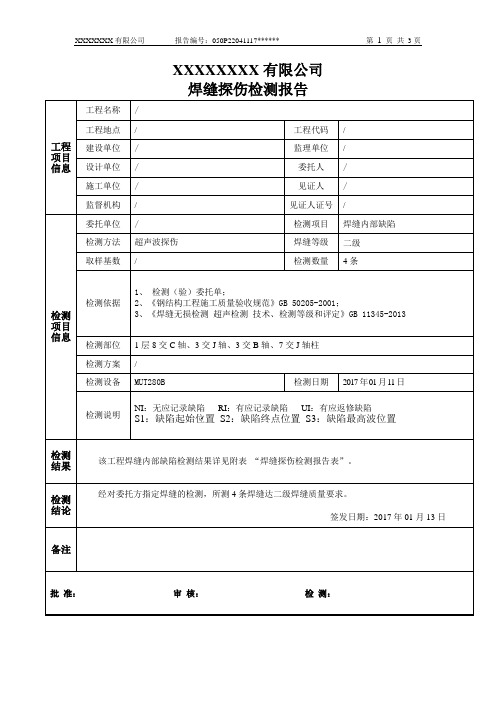
检测项目
焊缝内部缺陷
检测方法
超声波探伤
焊缝等级
二级
取样基数
/
检测数量
4条
检测依据
1、 检测(验)委托单;
2、《钢结构工程施工质量验收规范》GB 50205-2001;
检测结果
该工程焊缝内部缺陷检测结果详见附表“焊缝探伤检测报告表”。
检测结论
经对委托方指定焊缝的检测,所测4条焊缝达二级焊缝质量要求。
签发日期:2017年01月13日
备注
批准:审核:检测:
焊缝探伤检测报告(超声波)
工程名称
/
检测时间
2017年01月11日
工件名称
钢柱
藕合剂
化学浆糊
检测数量
4条
仪器型号
MUT280B
焊接方式
手工焊
检测等级
B级
焊缝种类
对接焊
工件材质
Q345B
检测范围
150mm
探伤时机
焊接后经打磨光滑
工件厚度
40、50mm
探头型号
5MHz12×12K2.0
探伤方法
斜探
移动方式
∥W
扫描调节
水平
扫描比例
声程1:1
试块
CSK-ⅠA, RB-2
检测依据
《钢结构工程施工质量验收规范》GB 50205-2001
《焊缝无损检测 超声检测 技术、检测等级和评定》GB 11345-2013
探伤示意图
为检测位置
A-A
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
S3
(mm)
qA/B
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
1层8交C轴、3交J轴、3交B轴、7交J轴柱
1
--
--
--
--
3、《焊缝无损检测 超声检测 技术、检测等级和评定》GB 11345-2013
检测部位
1层8交C轴、3交J轴、3交B轴、7交J轴柱
检测方案
/
检测设备
MUT280B
检测日期
2017年01月11日
检测说明
NI:无应记录缺陷RI:有应记录缺陷UI:有应返修缺陷
S1:缺陷起始位置S2:缺陷终点位置S3:缺陷最高波位置