数控机床用主轴伺服系统
CK6140数控车床主传动系统及进给伺服系统设计
__届毕业(设计)论文题目CK6140数控车床主传动系统及进给伺服系统设计专业班级学号学生姓名随笔客指导教师指导教师职称学院名称机电工程学院完成日期: 2014 年 5 月 25日CK6140数控车床主传动系统及进给伺服系统设计CK6140 CNC lathe main drive system and feed servo system design学生姓名指导教师摘要本文介绍了CK6140数控车床的组成及工作原理,对数控机床的主要组成部分:机床主轴箱,进给伺服系统及主轴PLC控制进行了总体的设计及其详细设计。
数控机床是现代机电一体化的典型产品,对提高零件的加工质量和加工效率具有较好的作用。
在本次设计中,主要完成了以下工作:根据给出的要求,首先确定设计要求给出的已知条件确定电机的型号和功率,传动系统的布局,变速方式,开停方式,换向方式,制动方式及齿轮的排列与布置。
然后根据转速范围及级数确定它的转速图、各齿轮的齿数和传动系统简图。
在根据已确定传动比来确定带传动。
通过轴的初步设计,进行齿轮的设计和校核。
选取相应的轴承和键,进行轴的具体设计和校核,键和轴承的设计和校核。
最后进行装配图和各个零件图的绘制,完成主轴箱的设计。
然后完成伺服系统的设计。
在对进给伺服系统进行设计时,要确定进给传动系统的传动方式及控制系统的形式。
设计中,选择进给伺服系统为开环控制系统。
通过给定的参数选择好步进电机的步距角可确定传动齿轮的传动比及滚珠丝杆的导程。
设计的进给伺服系统能够满足设计任务的要求。
关键词:数控机床主轴箱进给伺服系统AbstractThis thesis introduced the constitution and working principle of CK6140 machine tool,the primarily parts of NC machine tool designed:including proceeds the total design and detailed design. NC machine tool is a modern machine to give or get an electric shock the integral whole the typical model of technique the processing of product, right exaltation spare parts the quantity with process the efficiency to have the good function. In this design,primarily completed following work.According to the timetable to design. First identified design requirements given the known conditions determine the type and electrical power, drivetrain system layout, speed change, stop the way for the way braking and gear configuration and the way layout. Based on rotational speed and scope of the class to determine its rotational speed maps, the various gear and drivetrain system Chishu sketch. In accordance with established transmission belt transmission than to determine. Through axle of the preliminary design, gear design and verification. The bearings and get used to a specific axle design and verification, design and verification keys and bearings. Final assembly of the various parts and mapping. Completed the design of headstock.Then completing the design of the servomechanism system. In designing of servo system, we can determine driving mode of driving system and controlling mode of controllingsystem,choosing the servo system for opening wreath control the system.Passing the parameter to settle the choice the good step the step for the electrical engineering the distance cape can make sure to spread to move the spreading of wheel gear to move the radio the roll the bead silk the think stick's lead. Design of into give the servo system can satisfy to designthe request of the mission.Keywords:NC Machine Tool;Axis Housing;Servomechanism目录摘要 (Ⅰ)Abstract (Ⅱ)第一章卧式数控车床简介 (1)1.1数控车床简介 (1)1.2 CK6140介绍及设计说明 (2)1.3设计任务 (3)第二章 CK6140总体设计计算 (6)2.1总体设计要求 (6)2.2机床的总体布局的确定 (7)2.3换向方向的选择 (7)2.4开停方式选择 (8)2.5 制动方式选择 (8)2.6 齿轮布置与排布 (8)2.7 变速方式选择 (9)2.8进给系统的组成及选用 (10)第三章主变速箱总体设计 (12)3.1电机的选用 (12)3.2传动方案的拟定 (15)3.3确定各级的转速.................................... 错误!未定义书签。
高精度数控机床主轴伺服控制系统研究
1 模糊 直接转 矩控 制系统
在 传 统 直 接转 矩 控 制 中 ,一 个 采 样 周 期 中只
作 用 一 个 电压 矢 量 ,该 电 压 矢 量 根 据 定 子 磁 链 误 差 和 转矩 误 差 从选 择 表选 出 ,在每 个 控制 周期 里 ,
提 高 直 接 转 矩 控 制 系 统 的 性 能 。 空 间 矢 量 调 制 ( V ) 术 可 以有 效 地减 小 转 矩脉 动 ,并 且 在基 SM 技 于 S M 的 直 接转 矩 控 制 中逆 变器 开 关 频 率恒 定 , V 而 且 在 一 个 采 样 周 期 中含 有 零 电压 矢 量 ,从 而能
关键词 : 主轴 驱动 ;直 接转矩控 制 ;模糊空间矢量调制 中图分类号 :T 7 P2 3 文献标识码 :A 文章编 号 :1 0 — 14 21 ) ( 一0 7-0 9 0 ( 0 3 下) 0 9 4 0 3 2
Do: . 99 Ji n 1 0 - 14 2 1 .( ) 2 i 1 3 6 / . s .0 9 0 .0 3 下 .5 0 s 3 2
( 乡学院 ,新乡 4 3 0 ) 新 5 0 0
摘
要 : 主轴伺服驱动技术作为数控机床的关键技术之一 ,在国内外受到普遍关注。本文在传统直接转 矩控 制的基础上 , 结合模糊控制技术与空间矢量调制技术 ,重点研究了基于模糊 空间矢量调制
(V S M)的异步 电动机直接转矩控制系统。然 后在Ma Ib smun 环境下建立了传统的基于 t / i ¨k a 圆形磁链 的直接转矩系统仿真模型和基于改进的模糊S M直接转矩控制系统仿真模型 ,对模型 V 进行 了分析 ,取得了较好的效果。
第4章 数控机床伺服系统
第4章 数控机床伺服系统
第4章 数控机床伺服系统 工作原理:假设是单三拍通电工作方式。 (1)A 相通电时,定子A 相的五个小齿和转子对 齐。此时,B 相和 A 相空间差120,含 1 120/9 = 13 齿 3 2 A 相和 C 相差240,含240/ 9 = 26 个 3 齿。所以,A 相的转子、定子的五个小齿对 齐时,B 相、C 相不能对齐,B相的转子、 定子相差 1/3 个齿(3),C相的转子、定 子相差2/3个齿(6)。
mz2 k
式中:n —转速(r/min); f —控制脉冲频率,即每秒输入步进电动机的脉冲数; 由上式可知:工作台移动的速度由指令脉冲的频率所控制。
第4章 数控机床伺服系统 特点:
(1)来一个脉冲,转一个步距角。
(2)控制脉冲频率,可控制电机转速。
(3)改变脉冲顺序,改变方向。
种类:
有励磁式和反应式两种。两种的区别在于励磁式步进电机的转 子上有励磁线圈,反应式步进电机的转子上没有励磁线圈。
第4章 数控机床伺服系统
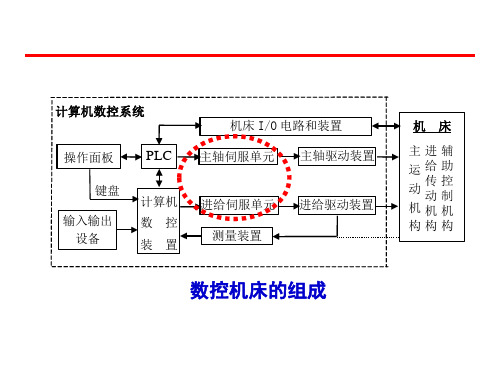
计算机数控系统 机床 I/O 电路和装置 操作面板 键盘 输入输出 设备 机 床
PLC
计算机 数 装 控 置
主轴伺服单元
主轴驱动装置
进给伺服单元 测量装置
进给驱动装置
主进辅 运给助 传控 动 动制 机机机 构构构
数控机床的组成
第4章 数控机床伺服系统
第4章
数控机床伺服系统
第4章 数控机床伺服系统
360o s mz2 k
第4章 数控机床伺服系统
每个步距角对应工作台一个位移值,这个位移值称为脉 冲当量。 因此,只要控制指令脉冲的数量即可控制工作台移动的 位移量。步距角越小,它所达到的位置精度越高,因此实际 使用的步进电动机一般都有较小的步距角。 步进电动机的转速公式为:n 60 f
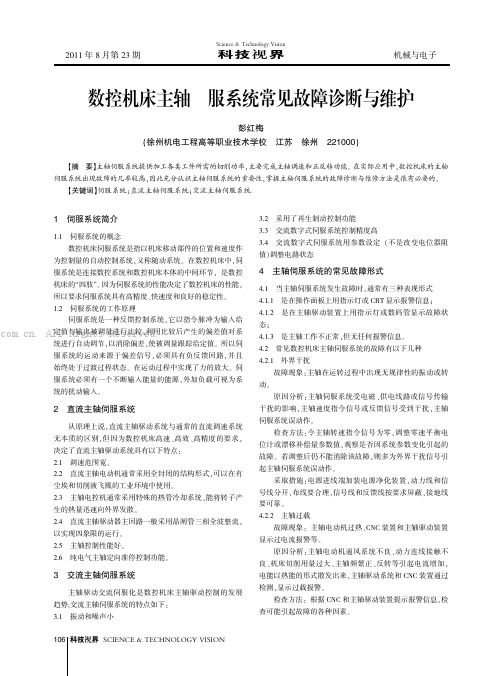
数控机床的伺服系统

第6章 数控机床的伺服系统
伺服驱动装置
位置控制模块 速度控制单元
工作台 位置检测
速度环 速度检测 位置环
伺服电机
测量反馈
图6-1 闭环进给伺服系统结构
数控机床闭环进给系统的一般结构如图,这是一个双闭环系统,内 环为速度环,外环为位置环。速度环由速度控制单元、速度检测装置等构成。 速度控制单元是一个独立的单元部件,它是用来控制电机转速的,是速度控 制系统的核心。速度检测装置有测速发电机、脉冲编码器等。位置环是由 CNC装置中的位置控制模块、速度控制单元、位置检测及反馈控制等部分组 成。
第6章 数控机床的伺服系统
A C1 B4 2 B 3C A
逆时针转30º
C 4 B
A 1 2 3 A
B
C 1 B
A 2
B 3 C
C
逆时针转30º
4 A
第6章 数控机床的伺服系统
采用三相双三拍控制方式,即通电顺序按AB→BC→CA→AB(逆时针 方向)或AC→CB→BA→AC(顺时针方向)进行,其步距角仍为30。由于 双三拍控制每次有二相绕组通电,而且切换时总保持一相绕组通电,所以 工作比较稳定。
第6章 数控机床的伺服系统
设 A 相首先通电,转子齿与定子 A 、 A′ 对齐(图 3a )。然后在 A 相继续通电的情 况下接通 B 相。这时定子 B 、 B′ 极对转子 齿 2 、 4 产生磁拉力,使转子顺时针方向转 动,但是 A 、 A′ 极继续拉住齿 1 、 3 ,因 此,转子转到两个磁拉力平衡为止。这时转 子的位置如图 3b 所示,即转子从图 (a) 位 置顺时针转过了 15° 。接着 A 相断电, B 相继续通电。这时转子齿 2 、 4 和定子 B 、 B′ 极对齐(图 c ),转子从图 (b) 的位置又 转过了 15° 。其位置如图 3d 所示。这样, 如果按 A→A 、 B→B→B 、 C→C→C 、 A→A… 的顺序轮流通电,则转子便顺时针 方向一步一步地转动,步距角 15° 。电流 换接六次,磁场旋转一周,转子前进了一个 齿距角。如果按 A→A 、 C→C→C 、 B→B→B 、 A→A… 的顺序通电,则电机 转子逆时针方向转动。这种通电方式称为六 拍方式。
数控机床对伺服系统的要求

数控机床对伺服系统的要求(1) 精度高伺服系统的精度:输出量能复现输入量的精确程度。
伺服系统的位移精度:指令脉冲要求机床工作台进给的位移量和该指令脉冲经伺服系统转化为工作台实际位移量之间的符合程度。
两者误差愈小,位移精度愈高。
(2) 快速响应特性好快速响应是伺服系统动态品质的重要指标,它反映了系统跟踪精度。
机床进给伺服系统实际上就是一种高精度的位置随动系统,加工时为保证所要求的轮廓外形精度和的表面粗糙度,要求伺服系统跟踪指令信号的响应要快,跟随误差小。
(3) 调速范围要大调速范围:生产机械要求电机能供应的最高转速和最低转速之比。
在数控机床中,由于所用刀具、加工材料及零件加工要求的不同,为保证在各种状况下都能得到最佳切削条件,就要求伺服系统具有足够宽的调速范围。
既能满意高速加工要求,又能满意低速进给要求。
在低速切削时,还要求伺服系统能输出较大的转矩。
(4) 系统牢靠性要好系统的牢靠性常用发生故障时间间隔的长短的平均值作为依据,即平均无故障时间,这个时间越长牢靠性越好。
对主轴伺服系统,除上述要求外,还应满意如下要求:(1)主轴与进给驱动的同步掌握为使数控机床具有螺纹和螺旋槽加工的力量,要求主轴驱动与进给驱动实现同步掌握。
(2)准停掌握在加工中心上,为了实现自动换刀,要求主轴能进行高精确位置的停止。
(3)角度分度掌握角度分度掌握有两种类型:一是固定的等分角度掌握;二是连续的任意角度掌握。
任意角度掌握是带有角位移反馈的位置伺服系统,这种主轴坐标具有进给坐标的功能,称为“C”轴掌握。
“C”轴掌握可以用一般主轴掌握与“C”掌握切换的方法实现,也可以用大功率的进给伺服系统代替主轴系统。
数控机床是怎么工作的原理

数控机床是怎么工作的原理
数控机床的工作原理通常包括以下几个方面:
1. 控制系统:数控机床通过计算机或者专用的数控控制器控制。
控制系统接收输入的指令,并把它们转化为相应的控制信号,驱动伺服电机或液压系统等执行器进行相应的动作。
2. 伺服系统:数控机床通常使用伺服电机来驱动工作台、主轴、进给轴等部件的运动。
伺服电机通过接收控制系统发送的电信号,实现精确的定位和速度控制。
3. 传感器:传感器用于测量加工过程中的位置、速度、力等参数,并将这些信息反馈给控制系统,以便控制系统能够及时对加工过程进行调整和控制。
4. 执行器:数控机床的执行器包括伺服电机、液压系统、气动系统等。
它们受到控制系统的控制,驱动工作台、主轴、进给轴等部件的运动。
5. 工具与工件:数控机床通过刀具等工具对工件进行加工。
在加工过程中,工具按照预先设定的程序运动,对工件进行切削、钻孔、铣削等操作。
总的来说,数控机床的工作原理就是通过控制系统对伺服系统和执行器的控制,实现工件和工具之间的精确运动,从而完成对工件的加工。
具体的加工过程通过
控制系统的编程指令和传感器的反馈来实现。
数控机床主轴伺服系统常见故障诊断与维护
SCIENCE &TECHNOLOGY VISION科技视界2011年8月第23期科技视界Science &Technology Vision1伺服系统简介1.1伺服系统的概念数控机床伺服系统是指以机床移动部件的位置和速度作为控制量的自动控制系统,又称随动系统。
在数控机床中,伺服系统是连接数控系统和数控机床本体的中间环节,是数控机床的“四肢”。
因为伺服系统的性能决定了数控机床的性能,所以要求伺服系统具有高精度、快速度和良好的稳定性。
1.2伺服系统的工作原理伺服系统是一种反馈控制系统,它以指令脉冲为输入给定值与输出被调量进行比较,利用比较后产生的偏差值对系统进行自动调节,以消除偏差,使被调量跟踪给定值。
所以伺服系统的运动来源于偏差信号,必须具有负反馈回路,并且始终处于过渡过程状态。
在运动过程中实现了力的放大。
伺服系统必须有一个不断输入能量的能源,外加负载可视为系统的扰动输入。
2直流主轴伺服系统从原理上说,直流主轴驱动系统与通常的直流调速系统无本质的区别,但因为数控机床高速、高效、高精度的要求,决定了直流主轴驱动系统具有以下特点:2.1调速范围宽。
2.2直流主轴电动机通常采用全封闭的结构形式,可以在有尘埃和切削液飞溅的工业环境中使用。
2.3主轴电控机通常采用特殊的热管冷却系统,能将转子产生的热量迅速向外界发散。
2.4直流主轴驱动器主回路一般采用晶闸管三相全波整流,以实现四象限的运行。
2.5主轴控制性能好。
2.6纯电气主轴定向准停控制功能。
3交流主轴伺服系统主轴驱动交流伺服化是数控机床主轴驱动控制的发展趋势,交流主轴伺服系统的特点如下:3.1振动和噪声小3.2采用了再生制动控制功能3.3交流数字式伺服系统控制精度高3.4交流数字式伺服系统用参数设定(不是改变电位器阻值)调整电路状态4主轴伺服系统的常见故障形式4.1当主轴伺服系统发生故障时,通常有三种表现形式4.1.1是在操作面板上用指示灯或CRT 显示报警信息;4.1.2是在主轴驱动装置上用指示灯或数码管显示故障状态;4.1.3是主轴工作不正常,但无任何报警信息。
数控机床伺服系统的分类
数控机床伺服系统的分类数控机床伺服系统按用途和功能分为进给驱动系统和主轴驱动系统;按控制原理和有无检测反馈环节分为开环伺服系统、闭环伺服系统和半闭环伺服系统;按使用的执行元件分为电液伺服系统和电气伺服系统。
1.按用途和功能分:(1)进给驱动系统:是用于数控机床工作台坐标或刀架坐标的控制系统,控制机床各坐标轴的切削进给运动,并提供切削过程所需的力矩。
主要关心其力矩大小、调速范围大小、调节精度高低、动态响应的快速性。
进给驱动系统一般包括速度控制环和位置控制环。
(2)主轴驱动系统:用于控制机床主轴的旋转运动,为机床主轴提供驱动功率和所需的切削力。
主要关心其是否有足够的功率、宽的恒功率调节范围及速度调节范围;它只是一个速度控制系统。
2.按使用的执行元件分:(1)电液伺服系统其伺服驱动装置是电液脉冲马达和电液伺服马达。
其优点是在低速下可以得到很高的输出力矩,刚性好,时间常数小、反应快和速度平稳;其缺点是液压系统需要供油系统,体积大、噪声、漏油等。
(2)电气伺服系统其伺服驱动装置伺服电机(如步进电机、直流电机和交流电机等)。
其优点是操作维护方便,可靠性高。
其中,1)直流伺服系统其进给运动系统采用大惯量宽调速永磁直流伺服电机和中小惯量直流伺服电机;主运动系统采用他激直流伺服电机。
其优点是调速性能好;其缺点是有电刷,速度不高。
2)交流伺服系统其进给运动系统采用交流感应异步伺服电机(一般用于主轴伺服系统)和永磁同步伺服电机(一般用于进给伺服系统)。
优点是结构简单、不需维护、适合于在恶劣环境下工作;动态响应好、转速高和容量大。
3.按控制原理分(1)开环伺服系统系统中没有位置测量装置,信号流是单向的(数控装置→进给系统),故系统稳定性好。
开环伺服系统的特点:1. 一般以功率步进电机作为伺服驱动元件。
2. 无位置反馈,精度相对闭环系统来讲不高,机床运动精度主要取决于伺服驱动电机和机械传动机构的性能和精度。
步进电机步距误差,齿轮副、丝杠螺母副的传动误差都会反映在零件上,影响零件的精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床用主轴伺服系统
数控机床的主轴系统和进给系统有很大的差别。
根据机床主传动的工作特点,早期的机床主轴传动全部采用三相异步电动机加上多级变速箱的结构。
随着技术的不断发展,机床结构有了很大的改进,从而对主轴系统提出了新的要求,而且因用途而异。
在数控机床中,数控车床占42%,数控钻镗铣床占33%,数控磨床、冲床占23%,其他只占2%。
为了满足量大面广的前两类数控机床的需要,对主轴传动提出了下述要求:主传动电动机应有2.2〜250kW的功率范围;要有大的无级调速范围,如能在1:100〜1000范围内进行恒转矩调速和1:10 的恒功率调速;要求主传动有四象限的驱动能力;为了满足螺纹车削,要求主轴能与进给实行同步控制;在加工中心上为了自动换刀,要求主轴能进行高精度定向停位控制,甚至要求主轴具有角度分度控制功能等等。
主轴传动和进给传动一样,经历了从普通三相异步电动机传动到直流主轴传动,而随着微处理器技术和大功率晶体管技术的进展,现在又进入了交流主轴伺服系统的时代,目前已很少见到在数控机床上有使用直流主轴伺服系统了。
但是国内生产的交流主轴伺服系统的产品尚很少见,大多采用进口产品。
交流伺服电动机有永磁式同步电动机和笼型异步电动机两种结构形式,而且绝大多数采用永磁式同步电动机的结构形式。
而交流主轴电动机的情况则不同,交流主轴电动机均采用异步电动机的结构形式,这是因为,一方面受永磁体的限制,当电动机容量做得很大时,电动机成本会很高,对数控机床来讲无法接受采用;另一方面,数控机床的主轴传动系统不必像
进给伺服系统那样要求如此高的性能,采用成本低的异步电动机进行矢量闭环控制,完全可满足数控机床主轴的要求。
但对交流主轴电动机性能要求又与普通异步电动机不同,要
求交流主轴电动机的输出特性曲线(输出功率与转速关系)是在基本速度以下时为恒转矩区
域,而在基本速度以上时为恒功率区域。
交流主轴控制单元与进给系统一样,也有模拟式和数字式两种,现在所见到的国外交流主轴控制单元大多都是数字式的。
它们的工作过程简述如下:由数控系统来的速度指令(如10V 时相当于6000r/min 或4500r/min )在比较器中与检测器的信号相与之后,经比例积分回路3 将速度误差信号放大作为转矩指令电压输出,再经绝对值回路4 使转矩指令电压永远为正。
然后经函数发生器6(它的作用是当电动机低速时提高转矩指令电压),送到V/F 变换器7,变成误差脉冲(如10V相当于200kHz )。
该误差脉冲送到微处理器8 并与四倍回路17 送来的速度反馈脉冲进行运算。
在此同时,交预先写在微处理器部件中的ROM中的信息读出,分别送出振幅和相位信号,送到DA强励磁9和DA振幅器10。
DA强励磁回路用于控制增加定子电流的振幅,而DA振幅器用于产生与转矩指令相对应的电动机定子电流的振幅。
它们的输出值经乘法器11 之后形成定子电流的振幅,送给U相和V相的电流指令回路12。
另一方面,从微处理器输出的U、V两相的相位(即sin 9和sin(9 -
120 ° ))也被送到U相和V相的电流指令回路12,它实际上也是一个乘法器,通过它形成了U相和V相的电流指令。
这个指令与电机电流反馈信号相与之后的误差,经放大后送至PWM 空制回路14 ,变成频率为3kHz的脉宽信号。
而W相信号则由Iu、lv两信号合成产生。
上述脉冲信号经PWM变换器15控制电动机的三相交流电流。
脉冲发生器16是一个速度检测器,用来产生每转256 个脉冲的正、余弦波形,然后经四倍回路17变成1024 脉冲/r 。
它一方面送微处理器,另一方面经F /V 变换器19 作为速度反馈送到比较器2,并与速度指令进行比较。
但在低速时,由于F/ V变换器的线性度较差,所以此时的速度反馈信号由微分电路18和同步整流电路20产生。