1-3 半导体封装件的可靠性评价方法
电子封装中的可靠性问题
电子封装中的可靠性问题电子器件是一个较复杂的系统,其封装过程的缺陷和失效也是比较复杂的。
因此,研究封装缺陷和失效需要对封装过程有一个系统性的了解,这样才能从多个角度去分析缺陷产生的原因。
封装的失效机理可以分为两类:过应力和磨损。
过应力失效往往是瞬时的、灾难性的;磨损失效是长期的累积损坏,往往首先表示为性能退化,接着才是器件失效。
失效的负载类型又可以分为机械、热、电气、辐射和化学负载等。
影响封装缺陷和失效的因素是多种多样的,材料成分和属性、封装设计、环境条件和工艺参数等都会有所影响。
确定影响因素和预防封装缺陷和失效的基本前提。
影响因素可以通过试验或者模拟仿真的方法来确定,一般多采用物理模型法和数值参数法。
对于较复杂的缺陷和失效机理,常常采用试差法确定关键的影响因素,但是这个方法需要较长的试验时间和设备修正,效率低、花费高。
在分析失效机理的过程中,采用鱼骨图(因果图)展示影响因素是行业通用的方法。
鱼骨图可以说明复杂的原因及影响因素和封装缺陷之间的关系,也可以区分多种原因并将其分门别类。
生产应用中,有一类鱼骨图被称为6Ms:从机器、方法、材料、量度、人力和自然力等六个维度分析影响因素。
这一张图所示的是展示塑封芯片分层原因的鱼骨图,从设计、工艺、环境和材料四个方面进行了分析。
通过鱼骨图,清晰地展现了所有的影响因素,为失效分析奠定了良好基础。
引发失效的负载类型01机械载荷包括物理冲击、振动、填充颗粒在硅芯片上施加的应力(如收缩应力)和惯性力(如宇宙飞船的巨大加速度)等。
材料对这些载荷的响应可能表现为弹性形变、塑性形变、翘曲、脆性或柔性断裂、界面分层、疲劳裂缝产生和扩展、蠕变以及蠕变开裂等等。
02热载荷包括芯片黏结剂固化时的高温、引线键合前的预加热、成型工艺、后固化、邻近元器件的再加工、浸焊、气相焊接和回流焊接等等。
外部热载荷会使材料因热膨胀而发生尺寸变化,同时也会改变蠕变速率等物理属性。
如发生热膨胀系数失配(CTE失配)进而引发局部应力,并最终导致封装结构失效。
1-10 半导体封装--构造,生产流程评价法(TEG测试单元)
构造,生产流程评价法(TEG芯片)日立超LSI系统股份有限公司堀内整针对半导体器件的开发,应用了TEG(Test Element Group,测试元件组)芯片来评估半导体的结构及组装流程,随着半导体器件日趋高功能化,对其构成材料、组装设备等的开发,使用TEG芯片评价方法显得很重要。
在这里将针对封装器件的开发,对有效的TEG 芯片及其评价方法作一说明。
TEG芯片随着半导体芯片的多引脚、窄小凸点间距化,以及封装件的多引脚、高功能化,所要求的封装技术水平也在提高,从表面贴装向立体SiP(System in Package,系统级封装)极速地发展进化。
另一方面,产品的生命周期在缩短,就迫切要求缩短产品的开发时间,对于封装开发,能否平稳地从产品试做开发向产品生产过渡,是左右产品成败的重要因素。
对于这种状况,与封装技术相关的各种材料、设备、装置、封装器件厂商等,进行产品性能的预前评估、谋求缩短开发周期是很有必要的,以产品为模型作为评价用芯片就是使用的TEG芯片。
TEG芯片的种类大致分为,(1)金(属)线键合,能与倒装芯片连接,是可以用来测试电气连接(Daisy Chain,菊花图形)的芯片,(2)压电电阻,含有发热电阻等器件,可以用来测试组装后的应力、热电阻的芯片。
用这类TEG芯片可以对金(属)线键合、倒装芯片连接等的连接部位的观察、连接部位可靠性评价、封装件构造进行评估。
各种TEG芯片的说明(1)金属线键合,钉头凸点(评价)用TEG芯片通用性高的半导体制品,主要是通过键合(工艺)实现芯片与中间载体相连,为达成多引脚化、芯片小型化的要求,微小间距的键合(工艺)是不可欠缺的。
为应对微小间距技术的提升,如图1所所示,使用了TEG芯片来评价键合状况。
另外,现存的芯片必须加工形成供金线键合技术应用的钉头凸点才可实现倒装芯片封装,因为通用芯片是主流,故必须考虑芯片尺寸和凸点间距等多种多样的产品品种,对金/铝合金层等连接部位的金属间化合物、来自组成材料的污染等的解析和评价是非常重要的。
半导体的封装可靠性测试

半导体的封装可靠性测试在当今科技高速发展的时代,半导体已经成为了各种电子设备的核心组件。
从智能手机到电脑,从汽车到航天飞机,半导体无处不在。
而半导体的封装可靠性测试则是确保这些半导体器件能够稳定、可靠运行的关键环节。
半导体封装,简单来说,就是将制造好的半导体芯片保护起来,并提供电气连接和机械支撑的过程。
就好像给一颗珍贵的“芯”穿上一件坚固而合身的“防护服”,让它能在复杂的电子世界中正常工作。
那么,为什么要进行封装可靠性测试呢?想象一下,如果半导体封装不可靠,芯片就可能会受到外界环境的影响,比如潮湿、高温、震动等,从而导致性能下降、甚至失效。
这不仅会影响到单个电子设备的正常使用,还可能在一些关键领域,如医疗、航空航天等,带来严重的后果。
所以,封装可靠性测试的重要性不言而喻。
封装可靠性测试包括多个方面,其中常见的有热循环测试、热冲击测试、湿度敏感测试、机械冲击测试等。
热循环测试模拟了半导体器件在不同温度环境下的工作情况。
在实际应用中,电子设备可能会经历从极寒的环境到高温的环境,比如从寒冷的户外进入温暖的室内。
这个测试就是要看看封装后的半导体能否经受住这样的温度变化。
测试时,将样品反复置于高温和低温之间,观察是否会出现封装材料的开裂、分层,以及芯片与封装之间的连接是否良好。
热冲击测试则更加剧烈和快速地改变温度,以检验半导体封装在极端温度变化下的耐受性。
这就像是把半导体器件瞬间从“冰窖”扔到“火炉”,然后再迅速扔回来。
湿度敏感测试针对的是半导体封装在潮湿环境下的可靠性。
因为在一些潮湿的地区或者特定的应用场景中,湿气可能会渗透到封装内部,导致腐蚀、短路等问题。
机械冲击测试则模拟了半导体器件在受到外力冲击时的情况,比如设备掉落、碰撞等。
这是为了确保封装能够保护芯片在这些意外情况下不受损坏。
在进行这些测试时,需要使用专门的测试设备和仪器。
这些设备能够精确地控制温度、湿度、冲击力等参数,以保证测试结果的准确性和可靠性。
封装的可靠性测试
封装的可靠度认证试验元器件的可靠性可由固有的可靠性与使用的可靠性组成。
其中固有可靠性由元器件的生产单位在元器件的设计,工艺和原材料的选用等过程中的质量的控制所决定,而使用的可靠性主要由使用方对元器件的选择,采购,使用设计,静电防护和筛选等过程的质量控制决定。
大量的失效分析说明,由于固有缺陷导致的元器件失效与使用不当造成的失效各占50%,而对于原器件的制造可分为微电子的芯片制造和微电子的封装制造。
均有可靠度的要求。
其中下面将介绍的是封装的可靠度在业界一般的认证。
而对于封装的流程这里不再说明。
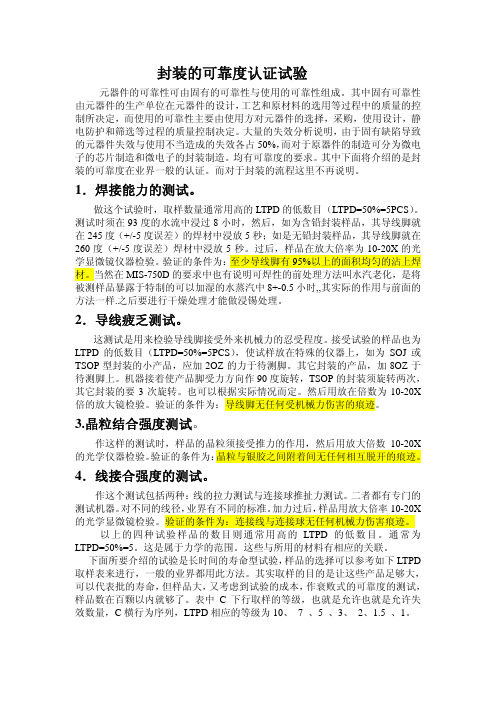
1.焊接能力的测试。
做这个试验时,取样数量通常用高的LTPD的低数目(LTPD=50%=5PCS)。
测试时须在93度的水流中浸过8小时,然后,如为含铅封装样品,其导线脚就在245度(+/-5度误差)的焊材中浸放5秒;如是无铅封装样品,其导线脚就在260度(+/-5度误差)焊材中浸放5秒。
过后,样品在放大倍率为10-20X的光学显微镜仪器检验。
验证的条件为:至少导线脚有95%以上的面积均匀的沾上焊材。
当然在MIS-750D的要求中也有说明可焊性的前处理方法叫水汽老化,是将被测样品暴露于特制的可以加湿的水蒸汽中8+-0.5小时,,其实际的作用与前面的方法一样.之后要进行干燥处理才能做浸锡处理。
2.导线疲乏测试。
这测试是用来检验导线脚接受外来机械力的忍受程度。
接受试验的样品也为LTPD的低数目(LTPD=50%=5PCS),使试样放在特殊的仪器上,如为SOJ或TSOP型封装的小产品,应加2OZ的力于待测脚。
其它封装的产品,加8OZ于待测脚上。
机器接着使产品脚受力方向作90度旋转,TSOP的封装须旋转两次,其它封装的要3次旋转。
也可以根据实际情况而定。
然后用放在倍数为10-20X 倍的放大镜检验。
验证的条件为:导线脚无任何受机械力伤害的痕迹。
3.晶粒结合强度测试。
作这样的测试时,样品的晶粒须接受推力的作用,然后用放大倍数10-20X 的光学仪器检验。
电子封装可靠性技术
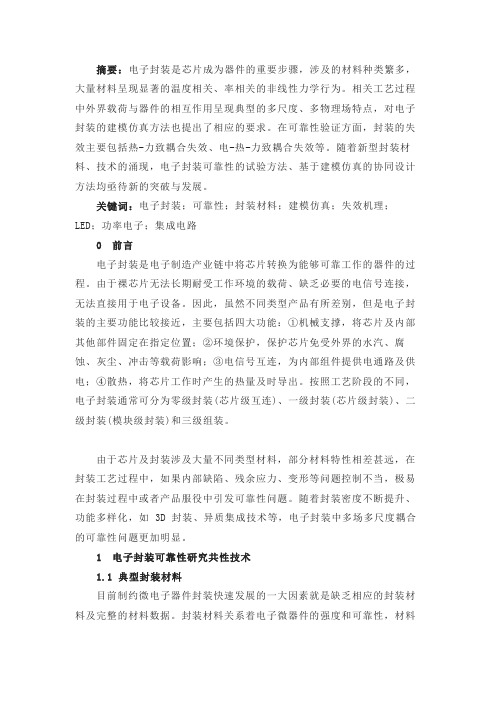
摘要:电子封装是芯片成为器件的重要步骤,涉及的材料种类繁多,大量材料呈现显著的温度相关、率相关的非线性力学行为。
相关工艺过程中外界载荷与器件的相互作用呈现典型的多尺度、多物理场特点,对电子封装的建模仿真方法也提出了相应的要求。
在可靠性验证方面,封装的失效主要包括热-力致耦合失效、电-热-力致耦合失效等。
随着新型封装材料、技术的涌现,电子封装可靠性的试验方法、基于建模仿真的协同设计方法均亟待新的突破与发展。
关键词:电子封装;可靠性;封装材料;建模仿真;失效机理;LED;功率电子;集成电路0 前言电子封装是电子制造产业链中将芯片转换为能够可靠工作的器件的过程。
由于裸芯片无法长期耐受工作环境的载荷、缺乏必要的电信号连接,无法直接用于电子设备。
因此,虽然不同类型产品有所差别,但是电子封装的主要功能比较接近,主要包括四大功能:①机械支撑,将芯片及内部其他部件固定在指定位置;②环境保护,保护芯片免受外界的水汽、腐蚀、灰尘、冲击等载荷影响;③电信号互连,为内部组件提供电通路及供电;④散热,将芯片工作时产生的热量及时导出。
按照工艺阶段的不同,电子封装通常可分为零级封装(芯片级互连)、一级封装(芯片级封装)、二级封装(模块级封装)和三级组装。
由于芯片及封装涉及大量不同类型材料,部分材料特性相差甚远,在封装工艺过程中,如果内部缺陷、残余应力、变形等问题控制不当,极易在封装过程中或者产品服役中引发可靠性问题。
随着封装密度不断提升、功能多样化,如 3D 封装、异质集成技术等,电子封装中多场多尺度耦合的可靠性问题更加明显。
1 电子封装可靠性研究共性技术1.1 典型封装材料目前制约微电子器件封装快速发展的一大因素就是缺乏相应的封装材料及完整的材料数据。
封装材料关系着电子微器件的强度和可靠性,材料的力学响应对于封装材料的选取和电子微器件的强度与可靠性设计非常关键。
因此急需针对典型封装材料的优缺点进行评价、开发加速评估方法,展望适合未来封装技术发展的先进封装材料。
1-10半导体封装--构造,生产流程评价法(TEG测试单元(精)

构造,生产流程评价法(TEG 芯片)日立超LSI 系统股份有限公司堀内整针对半导体器件的开发,应用了TEG (Test Element Group,测试元件组)芯片来评估半导体的结构及组装流程,随着半导体器件日趋高功能化,对其构成材料、组装设备等的开发,使用TEG 芯片评价方法显得很重要。
在这里将针对封装器件的开发,对有效的TEG 芯片及其评价方法作一说明。
TEG 芯片随着半导体芯片的多引脚、窄小凸点间距化,以及封装件的多引脚、高功能化,所要求的封装技术水平也在提高,从表面贴装向立体SiP (System in Package,系统级封装)极速地发展进化。
另一方面,产品的生命周期在缩短,就迫切要求缩短产品的开发时间,对于封装开发,能否平稳地从产品试做开发向产品生产过渡,是左右产品成败的重要因素。
对于这种状况,与封装技术相关的各种材料、设备、装置、封装器件厂商等,进行产品性能的预前评估、谋求缩短开发周期是很有必要的,以产品为模型作为评价用芯片就是使用的TEG 芯片。
TEG 芯片的种类大致分为,(1)金(属)线键合,能与倒装芯片连接,是可以用来测试电气连接(Daisy Chain,菊花图形)的芯片,(2)压电电阻,含有发热电阻等器件,可以用来测试组装后的应力、热电阻的芯片。
用这类TEG 芯片可以对金(属)线键合、倒装芯片连接等的连接部位的观察、连接部位可靠性评价、封装件构造进行评估。
各种TEG 芯片的说明(1)金属线键合,钉头凸点(评价)用TEG 芯片通用性高的半导体制品,主要是通过键合(工艺)实现芯片与中间载体相连,为达成多引脚化、芯片小型化的要求,微小间距的键合(工艺)是不可欠缺的。
为应对微小间距技术的提升,如图1所所示,使用了TEG 芯片来评价键合状况。
另外,现存的芯片必须加工形成供金线键合技术应用的钉头凸点才可实现倒装芯片封装,因为通用芯片是主流,故必须考虑芯片尺寸和凸点间距等多种多样的产品品种,对金/铝合金层等连接部位的金属间化合物、来自组成材料的污染等的解析和评价是非常重要的。
浅谈集成电路封装过程中的风险评估
浅谈集成电路封装过程中的风险评估毕业进入集成电路封装这个行业马上15年了,工作地点换了三个:张江、青浦、江阴,企业也换了三个台资、外资和民营。
从维修工程师、初级制程工程师到制程工程师,再到新产品导入经理,转入客服工程部门做经理;从自己给客户调试产品,到教工程师给客户做产品,再到跨部门协调大家给客户导入产品。
所谓“久病成医”吧,我非常乐意分享一点自己对封装过程中风险评估的浅显理解,希望对有需要的公司、朋友提供一点帮助,希望祖国的的半导体产业早日强大。
大体而言集成电路产业可分为三个阶段:电路设计,晶圆制造,封装测试。
电路设计大体是一群电路系统毕业的学霸搞出来的(因为学霸,所以高薪),他们把设计好电路给晶圆制造厂(台积电、联电、中芯国际……),最后圆片从晶圆厂发货到封装测试厂(日月光、安靠、长电科技……)。
简而言之的流程就这样啦,如果想知道更加详细的可以去咨询下度娘。
图1刚入行的时候,师傅就告诫说:千万别把圆片摔坏了,一片等于一辆宝马。
现在知道圆片本身的价格只是百万分之一,最低端的芯片工艺从设计出来到成功流片至少百万人民币,而高端的5纳米工艺,那就是天文数字据说到了4~5亿美金。
试想如果芯片流片成功,不能正常封装、量产、没法按计划推向市场,那将是多么悲剧的一件事情,轻则伤筋动骨掉几斤肉,重则公司关门大吉、人去楼空。
市场的事情让市场去说,技术的事情让搞技术的人来谈。
作为封装厂客服部门的工作人员,建议设计公司在项目启动之初就要和封装厂进行系统的TRA技术风险评估(TRA:Technical Risk Assessment)对接工作,防患于未然。
图2一般来说,设计公司与封装工厂做TRA对接的最佳节点有4个:封装选型、项目启动之初,封装定版、样品制作、Pre-Qual.阶段,Formal Qual.封装测试和可靠性阶段,预量产阶段。
1.封装选型、项目启动之初的TRA通常而言,初创设计公司都会去照抄竞争对手的样品封装,形成Pin-To-Pin的替换关系,便于打开终端市场,掘取第一桶金。
半导体信赖性教案(半导体可靠性)
Electrical Test
Decision
NDT using SAM
11
hsjang@
Procedures of Precon Test
T/C
Reflow for Soldering
220~260
T&H
知道焊接后半导体元件的可使用性
OKOS
7
hsjang@
Procedure of Precon Test预处理的程序 预处理的程序 Procedure of Precon Test预处理的程序 预处理的程序
EXT. Visual INSP & O/S Test SAM Inspection TEMP Cycle Test(-55’C/125’C, 5X) Dry Bake(125’C, 24HRS) Temp & Humidity Test(Level 1,2,3,4,5,6) VPS or IR Reflow(260 deg.C,3X) EXT. Visual INSP & O/S Test SAM Inspection OKOS
1) T/C Test or T/S test 温度周期测试或热冲击测试 2) HTST (High Temperature Storage Test)高温存储测试 ) 高温存储测试 3) T&H Test (Temperature & Humidity Test)温度及湿度测试 温度及湿度测试 4) HAST (Highly Accelerated T&H Stress Test)高温高压高湿 高温高压高湿
Quality(品質 // Reliability(信賴性 品質) 信賴性) 品質 信賴性 Quality(品質 Reliability(信賴性 品質) 信賴性) 品質 信賴性
半导体器件的加速寿命试验评价方法-cn
“以缩短试验时间为目的,以比标准更严酷的条件进行的 试验”。一般来讲比标准条件越严酷时间越能缩短,但能 够耐此试验的产品就证明优良还为时过早。事实上在最严 酷的条件下通过的产品,在同样时间以最宽松条件试验也 经常发生故障。
1、 前言 单单说可靠性试验其内容也是千差万别的,通常从可
靠性技术的观点来说,是以产品从工厂出厂后,在市场上 保管或使用与周围“环境”息息相关的产品的性能如何保 证为其目的。一般来说容易将“可靠性试验”等同于“环 境试验”,实际上环境试验也是各式各样,不能这么简单 地划等号。实际上环境试验也并非单纯等同“加速试验”。 这里从可靠性工学的角度来解析加速试验,而不在品质管 理上触及,慎重起见特此告知。
将数据代入关系式后可以得出表 2 的加速系数。 Ea(eV) 0.6 0.8 1.0 1.2 1.5
110 3.56 5.43 8.29 12.7 23.9 ℃ HAST 120 5.65 10.1 17.9 31.9 75.8 ℃ 130 8.77 18.1 37.3 76.8 228 ℃ 140 13.3 31.6 74.8 177 647 ℃
半导体器件的加速寿命试验评价方法
山本 敏男
持续努力提高元器件及材料可靠性的结果,诞生了许多的 高可靠性产品。由此减少了故障发生的机会,而具体作可 靠性评价试验则需要很长时间。人们希望作在更短时间获 得有效结果的评价试验,即加速试验。但是所谓加速试验 并非单纯加强应力缩短时间即可,同时它也不是全能的试 验。理解了这一点,有效利用这种手法与否,其可靠性评 价的结果会有天壤之别。 在此以电气、电子设备及部件为例,就有关加速试验的概 要及思路加以说明。
半导体封装与测试技术概述
目前市场上出现的BGA封装,按基板的种类,主要分为 PBGA(塑封BGA)、CBGA(陶瓷BGA)、CCGA(陶瓷焊柱阵 列)、TBGA(载带BGA)、MBGA(金属BGA)、FCBGA(倒装 芯片BGA)和EBGA(带散热器BGA)等。
12
1.3 几种典型封装技术
3、BGA技术
PBGA封装结构
13
8
1.2 封装类型
3、一级微电子封装
9
1.3 几种典型封装技术
1、DIP和PGA技术
10
1.3 几种典型封装技术
2、SOP和QFP技术
11
1.3 几种典型封装技术
3、BGA技术
BGA即“焊球阵列”。它是在基板的下面按阵列方式引 出球形引脚,在基板上面装配LSI芯片(有的BGA引脚与芯 片在基板的同一面),是LSI芯片用的一种表面安装型封装。 它的出现解决了QFP等周边引脚封装长期难以解决的多I/0引 脚数LSI、VLSI芯片的封装问题。
24
2 集成电路测试技术
微电子产品特别是集成电路的生产, 要经过几十步甚至几百步的工艺,其中任 何一步的错误,都可能是最后导致器件失 效的原因。同时版图设计能测试才可以知道。以集成电路由 设计开发到投入批量生产的不同阶段来分, 相关的测试可以分为原型测试和生产测试 两大类。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
半导体封装件的可靠性评价方法
Lunasus 科技公司,佐土原宽
Lunasus 科技公司细川丰
本章将依据半导体封装件可靠性评价的基本考虑方法,以故障机理为基础的实验条件介绍,并根据韦布图来解说可靠性试验下的(产品)寿命推导方法。
封装件开发及材料变化过程中的可靠性评价方法
为实现半导体封装件功能和电气特性的提高,在推动多引脚化的同时,也要发展高密度封装化下的小型、薄型化。
最近,搭载多个芯片的SiP(System in Package,系统级封装)和芯片尺寸(与封装尺寸)非常相近的CSP(Chip Size Package,芯片级封装)已开始量产,封装件的构造多种多样。
另外,为达成封装件低成本化和环保的要求,采用规格更高的封装件材料的开发正在活跃起来。
但封装件构造的复杂化和新型材料的使用不能对制造品质和可靠性造成影响。
这里将对新型封装件的开发和材料改变下的可靠性评价方法进行解说。
最近的半导体封装件多数属于树脂灌封型,对半导体单体的可靠性评价包括,高温保存(或动作)实验,耐湿性实验以及温度循环实验。
另外,对于有可能要进行表面装配的高密度封装器型,需考虑焊接装配过程中的热应力情况,因此焊锡耐热性实验也是不可缺少的。
这些可靠性试验,是对半导体封装件在实际使用过程中所预想发生的各种故障进行短时间评价的加速性实验方法。
接下来需要先确定半导
体所发生的各种故障的主要加速原因是什么后才能进行实验。
例如,对于树脂封装件来讲,湿度(水分)是造成硅芯片上金属线路受到腐蚀(图1)的主要原因之一,而温度可以加快水分浸入封装件内的速度,所以高温、高湿下的实验才有效果。
与此同时,在电压也是故障主因的场合,有必要进行高温、高湿下的通电实验。
如上所述,对于封装件相关的各种故障,通过对机理的解析,找出加速实验的主要因子,设定合适的可靠性实验条件,这些就是可靠性评价的基础。
针对封装件构造的可靠性试验
正如开头所述,为实现封装件的高功能、高密度化,封装件的外观形状的主流是QFP(Quad Flat Package,四面扁平封装)和BGA(Ball
Grid Array,球栅阵列),BGA对多引脚化更有优势。
ASIC(专业集成电路)制品重点发展BGA方式,随着组装技术的提高,正朝着追求更高功能的SiP方向发展。
这种构造的一个例子由图2所示。
(a)是积层型SiP,最下层的ASIC是以倒装芯片的方式与基板相连接,中层(SDRAM )和上层(NV记忆)芯片借助芯片粘接材料来固定,通过金(属)键合方式完成与基板的电气连接。
由此可见,因存在多个接触界面,故存在高的故障潜在风险,所以在封装件构造的设计阶段考虑制定可靠性是很重要的。
因此,通过实施针对封装件构造和使用材料的FMEA(Failure Mode and Effect Analysis,失效模式与效果分析)能够确认其可靠性试验,检讨故障发生机理。
表1收集了多年
来明确的、与封装件有关的典型故障机理和可靠性试验内容。
以往是通过实施高温动作实验和高温保存实验来验证器件加工流程的可靠性,针对汽车电装系统等的应用,高温环境下的封装件可靠性需要高度重视,封装件的可靠性评价是必须的(实验)项目。
再者,现在所使用的封装树脂材料,要求针对封装件开裂实行温度循环实验,针对金属线路腐蚀并增大其边际安全实行耐湿性实验,BGA和CSP在基板上的铜线路断线以及离子迁移也成为悬念。
除了表1所展示的内容外,针对封装件构造的跌落实验和振动实验也是很有必要的。
铝/金连接部故障的可靠性评价
很多的可靠性试验是针对磨损故障的,可靠性试验的最终判断目
的是明确实际使用环境下的产品寿命。
在这里,将介绍针对铝垫与金线连接部分的合金(共晶)成长导致电阻增大(断线)的故障现象的可靠性评价实例。
这种故障现象是在高温期间,铝和金的共晶层会生长,脆弱的Au4Al与树脂中的溴元素(Br)会产生高温氧化腐蚀。
图3给出了铝垫与金线连接部分的大概图形。
铝从铝垫中溢出,共晶层下部是Au5Al2,与金相连接的上层形成Au4Al共晶层,此共晶层在溴的作用下,最终生成电阻高的Al2O3,从而导致断线。
根据该故障的机理,可以通过实施高温保存实验这种加速评估的方法,分别推定出在3种高温条件下(150℃、175℃和200℃)的产品精确的寿命。
表2是实验结果,图4是实验韦布图。
温度与化学反应的依存性可以由阿仑尼乌斯公式表示出,以下是阿仑尼乌斯方程式,L表示故障出现的时间(寿命)。
L= A exp(Ea/ kT)……………(式1)
A:常数,Ea:活化能--(eV),
k:波尔曼常数(8.6157ⅹ10E5〈Ev/K〉),
T:绝对温度(K)
公式1的两边取对数可以得到公式2.
LnL= A+ Ea/ kT……………………………..(式2)
在这里,设L1是温度T1下的寿命,L2是温度为T2下的寿命,即得出:
LnL1= A+ Ea/ kT1……………………………..(式3)
LnL2= A+ Ea/ kT2……………………………..(式4)
(式3)—(式4)得到消除常数A的公式5.
LnL1—LnL2 = Ea(1/ kT1—1/ kT2)……..(式5)
因此,Ea的方程式如下:
Ea= Ln(L1/L2)/(1/ kT1—1/ kT2)………….. (式6)
由韦布图表来推算,0.1%的故障率所对应的时间(定义为寿命),在温度为200℃时的寿命是136小时,175℃时的寿命是581小时,以此类推,150℃时的寿命将是2442小时。
把该实验结果带入公式6,可以求出高温氧化腐蚀的活化能值,即:0.9—1.1eV。
图5是活化能在等于1.0eV时,温度与寿命的相关性图表。
本稿依据了封装器件可靠性评估的基本考虑方式,来解说通过加速实验来推导(产品)寿命的方法,为缩短故障发生的时间而采用极端的高应力环境来实施评估,而这种(高应力下的)故障在实际的使用环境下并不会发生,这就有必要十分慎重地对评估条件作出检讨。