设施布置设计方案的目的
球赛活动场景布置方案策划
球赛活动场景布置方案策划一、总体概述球赛活动场景布置方案的目的是为了创造一个让参与者感受到真实赛场氛围的环境,提升观众的参与度和享受感。
本方案主要包括场地选择、场地布置、舞台设置、音响灯光设计等要素,旨在通过细致的规划与布置,打造一个完美的球赛活动场景。
二、场地选择场地选择是策划的重要环节之一,合适的场地能够提供良好的观赛视角和舒适的环境。
以下是场地选择的一些建议:1. 体育场馆:如果预计参赛选手和观众人数较多,可以选择大型体育场馆,如室内体育馆或露天足球场。
这种场地通常有专业的观赛设施和较好的基础设施,能够提供良好的观赛体验。
2. 社区公园:如果参赛选手和观众人数较少,可以选择社区公园等户外场地。
这种场地可以给人一种更加亲近自然的感觉,同时也能够容纳一定的观众人数。
3. 大型室内场馆:如果球赛活动是在冬季或者天气不好的情况下进行,可以选择大型室内场馆,如室内篮球馆或室内球类馆。
这种场地可以提供良好的保温效果和观赛体验。
三、场地布置场地布置是为了创造一个能够为观众提供良好观赛体验的环境,以下是一些建议:1. 观众席安排:参照专业体育场馆的观众席布置,将观众席设置成多段层次的样式,确保每个观众都能够获得良好的视野,并提供舒适的座椅和足够的腿部空间。
2. 宣传标识:在场馆内外设置宣传标识,包括赞助商的广告牌、活动标志等。
这些标识可以提高活动的知名度,同时也能为赞助商提供有效的宣传和广告效果。
3. 展示区域:在场馆周边设置展示区域,为参赛选手和球迷提供各种与球赛相关的展示和互动活动,如球队纪念品销售、球迷签名活动等。
这些活动能够增加球迷与球队的互动,提升球赛的趣味性和吸引力。
4. 食品饮料区:在场馆设置食品饮料区,提供各种式样的饮料和食品,以满足观众在观赛过程中可能出现的饥饿和口渴。
四、舞台设置舞台设置是为了增加球赛活动的视觉效果和氛围,以下是一些建议:1. 赛事背景板:在比赛场地两侧设置大型背景板,根据赛事主题设计与之相匹配的海报、标语和图片,营造赛事的专业感和热烈氛围。
大本营布置策划书3篇

大本营布置策划书3篇篇一一、活动主题[具体活动主题]二、活动目的本次活动旨在为参与者提供一个舒适、有趣、富有创意的活动环境,增强参与者的体验感和互动性。
三、活动时间[具体活动时间]四、活动地点[详细活动地点]五、参与人员[具体参与人员]六、大本营布置规划1. 主题装饰根据活动主题,进行相应的装饰。
例如,如果活动主题是“海滩派对”,可以在大本营中布置沙滩椅、遮阳伞、海浪壁画等元素,营造出海滩的氛围。
2. 舞台设置搭建一个舞台,用于表演、演讲或其他活动。
舞台的设计要与活动主题相匹配,可以设置背景幕布、灯光音响等设备。
3. 互动区域设置一些互动区域,如游戏区、拍照区、手工制作区等,让参与者可以在其中尽情玩耍和互动。
4. 餐饮区提供一些小吃和饮料,让参与者在活动中可以随时补充能量。
5. 休息区设置一些休息区域,如沙发、椅子等,让参与者可以在活动中休息和放松。
七、布置材料清单1. 装饰材料:气球、彩带、鲜花、海报、壁画等。
2. 舞台设备:音响、灯光、投影仪、幕布等。
3. 互动道具:游戏道具、拍照道具、手工材料等。
4. 餐饮用品:小吃、饮料、餐具等。
5. 休息设施:沙发、椅子、茶几等。
八、布置时间安排1. 前期准备:[具体日期],完成布置材料的采购和准备工作。
2. 现场布置:[具体日期],进行大本营的现场布置工作,确保在活动开始前完成布置。
3. 检查调整:[具体日期],对大本营的布置进行的检查和调整,确保一切准备就绪。
九、注意事项1. 安全第一,在布置过程中要注意安全,避免发生意外事故。
2. 环保节约,尽量使用环保材料,避免浪费资源。
3. 合理规划,根据活动的实际需求和场地情况,合理规划大本营的布置。
4. 团队协作,布置工作需要团队成员的协作和配合,要确保沟通顺畅,工作高效。
篇二大本营布置策划书一、活动主题[具体活动主题]二、活动目的通过精心布置大本营,营造出独特的氛围,提升参与者的体验,增强活动的吸引力和影响力。
基于SLP 的仓库设施布局与设计
摘要:如今,随着企业之间的竞争越来越激烈,要想在市场上更好地立足,企业必须要有更好的产品和更低的价格去吸引客户。
由于设施布局存在问题,使中国许多企业严重降低了运行效率和成本,所以设施布局的科学性对企业具有深远的意义。
本文使用SLP方法优化A仓库设施的布局。
首先,针对A企业仓库设施布局现存的诸多不合理问题进行整理和分析,并分析出哪里不符合逻辑。
最后,通过SLP 方法设计出符合A企业仓库实际情况的设施布局最优方案。
关键词:SLP方法;设施布局;仓库优化一、绪论(一)研究目的随着社会的发展,市场竞争日趋激烈,为了持续发展,更多的企业越来越注重发掘自身内部空间的潜力,以提升企业的经营收入[1]。
在竞争中,企业传统的做法是降低原材料和人工的成本,但现阶段已经不能够满足企业去获得更高的利益[2]。
通过对A企业仓库的现状分析,使用系统布置规划方法(SLP),改善仓库的整体布局并得出优化方案,再对设计的各种优化布局方案进行科学性的分析和评价,选择最优的方案。
(二)研究内容本文通过对A企业仓库现状的调查和分析,了解并寻找出A企业仓库设施布局现存的诸多问题,最后结合系统布置的相关理论知识,优化设计现存的仓库布局。
本文主要研究内容如下:1.对A企业仓库原始布局图,仓库的作业流程等做出详细的分析,寻找A企业仓库在设施布局方面现存的诸多问题。
2.A企业仓库布局分析。
使用SLP方法优化仓库的布局,最后得出优化布局。
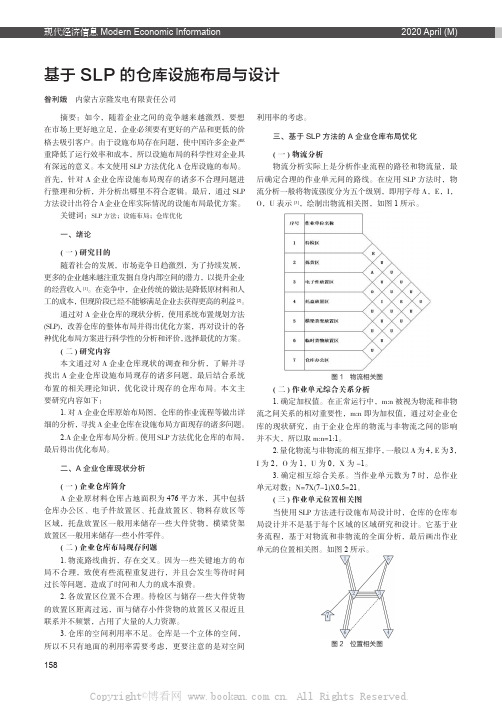
二、A企业仓库现状分析(一)企业仓库简介A企业原材料仓库占地面积为476平方米,其中包括仓库办公区、电子件放置区、托盘放置区、物料存放区等区域,托盘放置区一般用来储存一些大件货物,横梁货架放置区一般用来储存一些小件零件。
(二)企业仓库布局现存问题1.物流路线曲折,存在交叉。
因为一些关键地方的布局不合理,致使有些流程重复进行,并且会发生等待时间过长等问题,造成了时间和人力的成本浪费。
2.各放置区位置不合理。
待检区与储存一些大件货物的放置区距离过远,而与储存小件货物的放置区又很近且联系并不频繁,占用了大量的人力资源。
工程项目临时设施布置方案

工程项目临时设施布置方案一、土地用途和临时设施需求为了保证工程项目的正常进行,我们需要对临时设施进行合理的布置。
在选址之前,需要对土地用途和临时设施需求进行一定的调研和分析,以便制定出合理的布置方案。
1.1 土地用途本工程项目所选址的土地用途是工业用地。
根据土地使用权属、规划要求以及施工需要,本工程项目所用的土地需要进行合理的布置,以满足项目的施工需求。
1.2 临时设施需求根据实际情况和项目要求,临时设施的主要需求包括施工临时办公用房、仓储设施、施工生活设施、设备维修保养设施等。
这些临时设施需要合理布置,以满足施工团队的日常工作和生活需要。
二、临时设施布置方案根据土地用途和临时设施需求,我们制定了以下临时设施布置方案:2.1 施工临时办公用房在工程项目的初始阶段,需要对施工临时办公用房进行合理的布置。
办公用房的选址应符合规划要求,离现场施工区域近,与工程现场的施工进度相适应。
临时办公用房的布置应考虑到工程项目的规模和需要,满足施工团队的日常工作需求。
2.2 仓储设施在工程项目的施工过程中,需要对材料和设备进行合理的存放和管理。
因此,需要对仓储设施进行布置。
仓储设施的选址应离施工现场近,便于材料运输和管理。
同时,需要考虑到仓储设施的容量和防火防盗等安全要求。
2.3 施工生活设施为了满足施工团队的日常生活需要,需要对施工生活设施进行布置。
这些生活设施包括宿舍、食堂、浴室等,需要选址合理,便于施工团队的日常生活。
2.4 设备维修保养设施为了保障施工设备的正常运转,需要对设备维修保养设施进行布置。
这些设施包括设备维修车间、设备保养区域等,需要选址合理,以满足设备的日常维修和保养需求。
三、临时设施布置的程序和要点在制定临时设施布置方案的过程中,需要遵循一定的程序和要点。
3.1 调研分析在制定临时设施布置方案之前,需要对土地用途和临时设施需求进行调研和分析。
通过调研分析,可以了解土地使用权属、规划要求以及施工需求,从而制定出合理的布置方案。
基础设施工程施工组织设计方案
基础设施工程施工组织设计方案目录一、前言 (3)1.1 编制目的和意义 (3)1.2 编制依据和范围 (4)二、工程概况 (5)2.1 工程基本情况 (6)2.2 工程施工特点 (6)三、施工总体部署 (7)3.1 施工原则 (8)3.2 施工组织机构设置 (9)3.3 施工流程安排 (10)四、施工准备工作 (12)4.1 施工材料准备 (13)4.2 施工设备选择 (14)4.3 施工现场布置 (15)五、主要施工方法 (16)5.1 土建工程 (17)5.1.1 土方开挖 (19)5.1.2 土方回填 (19)5.1.3 地基处理 (21)5.2 混凝土工程 (21)5.2.1 钢筋制作与安装 (23)5.2.2 混凝土浇筑 (24)5.2.3 混凝土养护 (25)5.3 预应力工程 (26)5.3.1 预应力筋制作与张拉 (29)5.3.2 预应力筋张拉工艺 (30)5.4 装饰装修工程 (31)5.4.1 内装修 (33)5.4.2 外装修 (34)六、施工进度计划 (36)6.1 工程进度安排 (37)6.2 进度控制措施 (38)七、施工平面图设计 (40)7.1 施工总平面图 (40)7.2 施工现场平面布置图 (42)八、施工措施 (44)8.1 施工安全措施 (45)8.2 施工质量保证措施 (46)8.3 施工环境保护措施 (47)8.4 施工文明施工措施 (48)九、季节性施工 (49)9.1 冬期施工措施 (50)9.2 雨季施工措施 (51)十、风险评估与应对措施 (52)10.1 风险因素识别 (53)10.2 风险评估方法 (54)10.3 应对措施 (55)一、前言随着国家经济的快速发展,城市化进程不断推进,基础设施建设成为了推动社会经济发展的重要力量。
为了规范基础设施工程施工组织设计,提高施工效率,确保工程质量和安全,特制定本设计方案。
本设计方案旨在为基础设施工程施工提供科学、合理、实用的技术指导,根据项目的实际情况,结合相关法律法规和技术标准,对施工组织设计进行详细阐述。
场地布置方案范本
场地布置方案概述场地布置方案是指对场地进行规划、设计、摆放和安装活动所需的设施以及相关配套设备的整体方案。
好的场地布置方案能够给人带来舒适和愉悦的感受,更能将现场氛围调动到最高点。
设计原则1. 风格一致性:整个场地的设计应该有一个整体的氛围表现,其风格、色彩、材料等应该保持一致,以达到协调和谐的效果。
2. 功能合理性:在设计场地布置方案的时候,要考虑到场地的使用情况,合理安排每个区域的布置,实现各自的功能,避免过度拥挤或浪费空间。
3. 安全保障:设计场地布置方案时需要充分考虑安全因素,以保证参与者、工作人员和设备的安全。
4. 节省成本:在场地布置中,需要考虑成本控制,科学合理利用各种资源,尽量减少浪费。
布置要素为了达到好的视觉效果,一个成功的场地布置方案应该包含以下几个要素。
1. 背景环境在布置场地时,背景环境是一个非常重要的考虑因素。
选择一个美丽、适合主题的环境是一个成功的场地布置的基础。
2. 舞台/主会场在主会场或者舞台布置方案中,舞台应该合适的大小和大小比例。
背板的颜色和形状也要适合主题,标志和品牌也应该充分并合适地展示在舞台上。
3. 用品在布置场地时需要考虑的第三个要素是物品。
物品的选择应该根据主题的特点和场地的目的。
物品可以包含折叠椅、礼品袋等。
4. 灯光在场地布置方案中,灯光起到了非常重要的视觉效果。
在设计时,可以考虑利用灯光来强化主题、调整氛围、提高视觉效果。
5. 音响系统音响系统是每个大型活动中必不可少的环节,包括背景音乐、讲话声、VO声、艺人演唱声等。
在选用时需要合理优雅并考虑到语音模式的多样性。
6. 布局设计在场地的布置中还需要考虑布局设计原则,这包括人流指引、安全问题、场地设备的合理摆放等,以确保整个场地的流线性和安全性。
场地布置步骤1.制定场地布置方案后,首先需要考虑的是场地大小和功能。
然后可以设计出初步方案。
2.接下来,需要仔细分析主题和场地氛围,从而制定出更加详细的布置方案,包括牌匾、标志板、场地设备的选择等。
场地布置策划方案
场地布置策划方案一、引言等待时间已经过去,精心策划的活动即将开始。
而一个成功的活动,离不开一个合理布置的场地。
本文将提出一个切实可行的场地布置策划方案,以确保活动的顺利进行。
二、场地选择在选择场地时,应根据活动的性质和目的,考虑以下几个关键因素:1.空间大小:确保场地能够容纳预计人数,并提供足够的活动空间。
2.地理位置:选择方便到达的地点,以方便参与者的出行。
3.设施设备:查看场地是否有必要的设施设备,如音响系统、投影仪等。
4.安全性:确保场地符合相关的安全标准,如紧急出口、防火设施等。
三、布置方案1.入口区域:入口是活动的第一个印象,应该注重布置。
可以考虑:- 设立醒目的标语或横幅,展示活动的主题。
- 使用装饰物、植物等,营造热烈友好的氛围。
- 安排工作人员在入口处迎接和引导参与者。
2.展示区域:展示区域是活动的核心,应根据活动的特点进行布置。
例如:- 活动展台:设置专门的展台,展示相关产品或信息。
- 海报墙:设立专门的海报墙,展示与活动主题相关的图片和文字。
- 产品展示区:根据产品性质,设计合适的陈列方式,吸引参观者的注意。
3.交流和互动区域:为了促进参与者之间的交流和互动,可以布置以下区域:- 休息区:设置舒适的座位和桌子,提供饮品和小吃,为参与者提供休息和交流的场所。
- 互动游戏区:设置有趣的游戏,鼓励参与者积极互动,增强活动氛围。
- 交流区:提供专门的交流区域,供参与者相互交流和分享经验。
4.舞台区域:如果活动需要演讲或表演环节,舞台区域是必不可少的。
需要注意以下几点:- 舞台大小:根据演讲或表演节目的需求,设计合适大小的舞台。
- 背景布置:通过灯光、背景幕布等装饰物,营造与演讲或表演主题相符的氛围。
- 设备设置:确保舞台上有必要的音响设备、灯光设备等,以保证演讲表演的效果。
5.标识和导向系统:为了方便参与者找到各个区域,需要设置标识和导向系统,包括:- 地图和指示牌:在场地的不同位置设置地图和指示牌,告知参与者各个区域的位置。
设施布置LAYOUT

计算机辅助设施布置技术CRAFT 计算机辅助设施布置技术CRAFT
计算机辅助设施布置技术(CRAFT)产生于 计算机辅助设施布置技术(CRAFT)产生于 20世纪70年代。 20世纪70年代。 基本思想是:为简化起见,假定当物料需跨越 一个车间时,成本加倍;当物料跨越两个车间 时,成本为原来的3 时,成本为原来的3倍,以此类推。 从车间的这些输入和最初布置方案开始,计算 机辅助设施布置技术试图用布置方案的总物流 成本来衡量方案的优劣,并不断改进。 车间之间的物流成本=物流量* 车间之间的物流成本=物流量*车间中心的直线 距离* 距离*单位距离运输成本。
设施布置 - 18
RAOZHONG 2002
产品导向布局
设施布置 - 19
RAOZHONG 2002
装配线
装配线是一种特殊的产品原则布置形式,装配 线指的是由一些物料搬运设备连接起来的连续 生产线。 装配线的差异主要体现在:
4物料搬运设施(皮带/传送器/天车) 物料搬运设施(皮带/传送器/ 4生产线平面布置的类型(U型/直线型/分支型) 生产线平面布置的类型(U 直线型/ 4节拍控制形式(机动/人动) 节拍控制形式(机动/ 4装配品种(单一产品/多种产品) 装配品种(单一产品/ 4工作站特性(站/坐/走) 工作站特性(站/ 4装配线长度
设施布置 - 35 RAOZHONG 2002
Group Technology
L L Cell 1 Receiving L Cell 3 L M
D
M Cell 2 M
D
G A
Assembly area A
G
G
Shipping
(b) Line flows in a job shop with three GT cells
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
搬运的浪费
搬运的浪费往往因为工厂的布置、流水线的设 计、工程设定等考虑不周而造成的。
倒退让路 排除路障 堆码、清点、整列、寻找 停下与返回
工艺导向布局
系统布置设计
系统布置设计是一种久负盛名的经典方法。这种方 法要建立一个相关图,表示各部门的密切程度。相 关图类似于车间之间的物流图。相关图要用试算法 进行调整,直到得到满意方案为止。接下来就要根 据建筑的容积来合理地安排各个部门。为了便于对 布置方案进行评价,系统布置设计也要对方案进行 量化。根据密切程度的不同赋予权重,然后试验不 同的布置方案,最后选择得分最高的布置方案。
对于某些类型的设施布置问题,车间之间的流量实 际上不可能得到,有时不易提示的定性因素对布置 决策起了决定性作用。在这种情况下,可以使用系 统布置设计(systematic layout planning ,SLP)。
计算机辅助设施布置技术CRAFT
计算机辅助设施布置技术(CRAFT)产生于 20世纪70年代。
设施布置 LAYOUT
设施布置
设施布置决策需要决定部门的位置、部门的工 作组、工作站、机器的位置及在制品储存点。
确保以一种顺利的工作流(工厂内)或一种特 殊的流动方式(服务组织内)来安排各种要素。
设施布置的目的
使物料搬运成本最小化 空间的有效利用 劳动力的有效利用 消除瓶颈环节 便于员工和员工之间、员工与管理者之间、员工与
工艺原则布置
装配
4
6
7
9
5
2
1
3
8
10
12
11
A
B
C 原材料
Part Routing Matrix
PARTS A B C D E F G H
MACHINES
1 2 3 4 5 6 7 8 9 10 11 12
xx
x
x
x
x
x
x
x
x
x
xx
x
x
x
xx
x
x
x
x
x
x
x
x
x
xx
Part Routing Matrix Reordered To Highlight Cells
低在制品,高ຫໍສະໝຸດ 制品,高产成品库存低产成品库存
9. 储存场地 小
大
10. 物料搬运 固定路线(传送带) 变化的路线(铲车)
11. 过道窄小 宽大
12. 进度安排 部分平衡
动态的
13. 规划决策 生产线平衡法 设备位置
14. 目的
使每一工作中心 使物料搬运成本最小化
的工作负荷平衡
15. 优点
效率高 柔性
6 Assemblers Batch Assembly C/T 4.5 days
6 Assemblers Flow / Pull C/T 53 minutes
Group Technology
One Worker, Multiple Machines
Machine 1
设备按功能分组
2. 加工类型 连续, 大量生产 间断式生产, 车间批量
主要是组装产品 生产,主要是制造产品
3. 产品 标准化的
多变的,
生产储存型 订货生产型
4. 需求 稳定 变动
5. 数量 高
低
6. 设备 专用设备
通用设备
7. 工人 有限技能
多技能
产品式和工艺式布置特性比较
产品式布置 工艺式布置
8. 库存
单元式布置(Cellular Layouts)
对相似功能的设备进行分组(制造单元), 用以加工不同的零部件族
工作流程按一个方向通过制造单元 周期时间通过改变工人行走路线来调整
设施规划的重要性
合理的布局能够保证物流的顺畅,减少无价值 的搬运动作,提高现场的管理透明度,提高生 产效率。
搬运是不可避免的。但没有必要的搬运和长距 离的搬运是浪费。
基本思想是:为简化起见,假定当物料需跨越 一个车间时,成本加倍;当物料跨越两个车间 时,成本为原来的3倍,以此类推。
从车间的这些输入和最初布置方案开始,计算 机辅助设施布置技术试图用布置方案的总物流 成本来衡量方案的优劣,并不断改进。
车间之间的物流成本=物流量*车间中心的直线 距离*单位距离运输成本。
PARTS A D F C G B H E
MACHINES
1 2 4 8 10 3 6 9 5 7 11 12
xxxxx
xxxxx
x
xx
xxx
xxx
x
xx
x
xxx
x
x
x
单元布置
Assembly
8
10
9
4 Cell1
6 Cell 2
2
1
3
Raw materials
AC
12
11 Cell 3
7
5 B
布置改进
成本矩阵用在工艺导向布局流程的第二步,是 用来表示各个车间流程之间的搬运成本的。如 下图所示,图表内“*”代表相关流程之间运 量与运费的乘积。
流程1 流程2 流程3 流程4 流程5 流程6
Lathe Department
LL
LL
Milling Department
MM
MM
Drilling Department
产品导向布局
装配线
装配线是一种特殊的产品原则布置形式,装配 线指的是由一些物料搬运设备连接起来的连续 生产线。
装配线的差异主要体现在:
物料搬运设施(皮带/传送器/天车) 生产线平面布置的类型(U型/直线型/分支型) 节拍控制形式(机动/人动) 装配品种(单一产品/多种产品) 工作站特性(站/坐/走) 装配线长度
用户之间信息沟通
布置的基本类型
工艺式布置(Process Layout)
设备按功能进行分组
产品式布置(Product Layout)
为生产某种产品而将工作中心按流水线形式安排
定位式布置(Fixed Position Layout)
用于产品不能移动的项目
混合式布置(Hybrid Layouts)
单元布置(Cellular layouts)
将设备按加工单元进行分组
柔性制造系统(Flexible manufacturing systems,FMS)
自动化的加工和物料搬运系统
混合模式的组装线(Mixed-model assembly lines)
在一条生产线上生产多种模式
产品式和工艺式布置特性比较
产品式布置 工艺式布置
1. 描述 设备连续安排
DDDD
DDDD
LL LL LL
GGG
GGG
Grinding Department
Receiving and Shipping
P P
Painting Department
AAA
Assembly
Job Shop Manufacturing
System
Cellular Manufacturing
System