电工用圆铜杆技术要求
材料要求
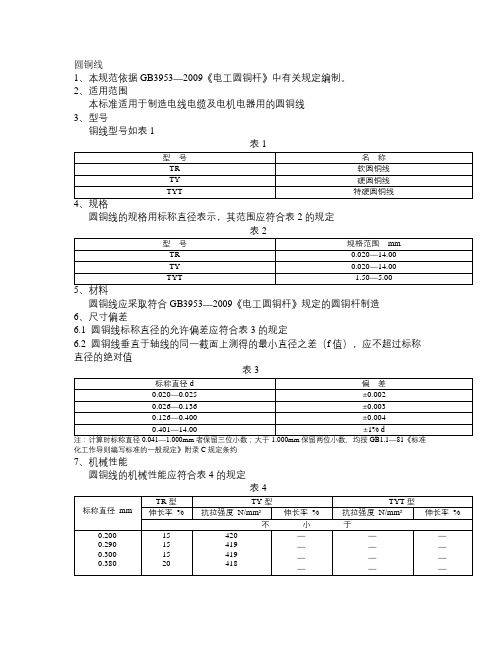
圆铜线1、本规范依据GB3953—2009《电工圆铜杆》中有关规定编制。
2、适用范围本标准适用于制造电线电缆及电机电器用的圆铜线3、型号铜线型号如表1表1型号名称TR 软圆铜线TY 硬圆铜线TYT 特硬圆铜线4、规格圆铜线的规格用标称直径表示,其范围应符合表2的规定表2型号规格范围mmTR 0.020—14.00TY 0.020—14.00TYT 1.50—5.005、材料圆铜线应采取符合GB3953—2009《电工圆铜杆》规定的圆铜杆制造6、尺寸偏差6.1 圆铜线标称直径的允许偏差应符合表3的规定6.2 圆铜线垂直于轴线的同一截面上测得的最小直径之差(f值),应不超过标称直径的绝对值表3标称直径d 偏差0.020—0.025 ±0.0020.026—0.136 ±0.0030.126—0.400 ±0.0040.401—14.00 ±1% d注:计算时标称直径0.041—1.000mm者保留三位小数;大于1.000mm保留两位小数,均按GB1.1—81《标准化工作导则编写标准的一般规定》附录C规定条约7、机械性能圆铜线的机械性能应符合表4的规定表4标称直径mmTR型TY型TYT型伸长率% 抗拉强度N/mm²伸长率% 抗拉强度N/mm²伸长率%不小于0.200 0.290 0.300 0.38015151520420419419418————————————表4(续)TR型TY型TYT型标称直径mm 伸长率% 抗拉强度N/mm²伸长率% 抗拉强度N/mm²伸长率%不小于0.480 0.570 0.660 0.750 0.8500.9401.03 1.12 1.22 1.31 1.41 1.50 1.56 1.60 1.70 1.76 1.831.902.00 2.12 2.24 2.36 2.50 2.62 2.65 2.73 2.802.853.00 3.15 3.353.754.00 4.25 4.504.755.00 5.30 2020252525252525252525252525252525252525252525252525252525303030303030303030417416415414413412411410409408407406405404403403402401400399398396395393393392391391389388386381379376373370368365—————0.50.50.50.50.60.60.60.60.60.60.70.70.70.70.70.80.80.80.90.90.90.90.91.01.01.11.11.21.31.41.41.61.7———————————446445445444443442441440439438436435434433432432431430428423421419416413411408—————————————0.60.60.60.70.70.70.70.80.80.80.90.90.90.90.91.01.01.11.11.21.31.31.41.4——表4(续)标称直径mmTR型TY型TYT型伸长率% 抗拉强度N/mm²伸长率% 抗拉强度N/mm²伸长率%不小于5.606.306.707.508.00 30303030303613543453413351.81.92.2————————————圆铜线的电阻率应该符合表5的规定型号电阻率不大于2.00mm以下 2.00mm以上TR 0.017241 0.017241 TY TYT 0.01796 0.01777 计算时,20℃的铜线物理参数应取下列数值:密度……………………………………………………8.89g/cm³线膨胀系数……………………………………………0.000017 1/℃电阻温度系数TR型……………………………………………………0.00393 1/℃ TY,TYT型直径2.00mm及以下…………………………0.0038 1/℃TY,TYT型直径2.00mm及以上…………………………0.00377 1/℃8、外观圆铜线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
GB3953-83电工圆铜线(doc 7页)
GB3953-83电工圆铜线(doc 7页)_New圆铜线的规格用标称直径表示,其范围应符合表2规定。
表 24 材料圆铜线应采用符合GB 3952—83《电工圆铜杆》规定的热轧黑圆铜杆制造。
5 尺寸偏差5.1 圆铜线标称直径的偏差应符合表3规定。
表 3*计算时标称直径0.401~1.000mm者保留三位小数;大于1.000mm者保留两位小数,均按GB1.1—81标准化工作导则编写标准的一般规定》附录C规定修约。
5.2 圆铜线垂直于轴线的同一截面上测得的最大和最小直径之差(f值)应不超过标称直径偏差的绝对值。
6 机械性能圆铜线的机械性能应符合表4规定。
表 4** 1N/mm2=1MPa续表续表注:标称直径值介于表中所列紧邻两个数值之间时,采用较大标称直径值的相应性能。
7 电性能圆铜线的电阻率应符合表5规定。
表 5计算时,20℃时的铜线物理参数应取下列数值:密度8.89g/cm3线膨胀系数0.000017℃-1电阻温度系数TR型0.00393℃-1TY,TYT型标称直径2.00mm及以上0.00381℃-1标称直径 2.00mm以下0.00377℃-18 外观圆铜线表面应光洁,不得有与良好工业产品不相称的任何缺陷。
9 交货要求9.1 圆铜线应成盘或成圈交货,每盘或每圈圆铜线应为一整根,不允许焊接或扭接,制造过程中的铜杆和成品模前的焊接除外。
9.2 每盘或每圈圆铜线的净重,标称直径为6.00mm及以下者,应符合表6规定,标称直径为6.00mm以上者,按双方协议重量交货。
根据双方协议,允许以任何重量的圆铜线交货。
表 610 验收规则及试验方法10.1 产品应由制造厂检验合格后方能出厂。
每批出厂的产品应附有制造厂的产品质量检验合格证。
10.2 产品应按表7规定进行检验。
表710.3 每批按1%抽样,但不少于3盘(圈);批量较大时,不多于10盘(圈)。
第一次试验结果有不合格时,应取双倍数量的试样就不合格项目进行第二次试验,如仍有不合格时,应逐盘(圈)检查。
电工用火法精炼高导电铜杆行业标准2019版
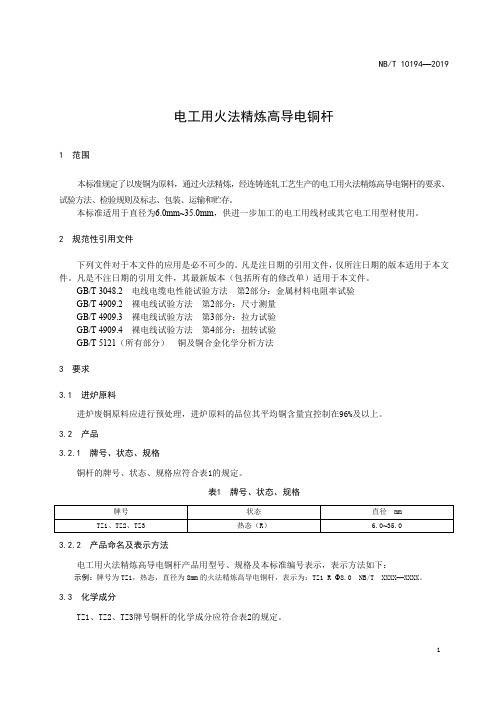
电工用火法精炼高导电铜杆1 范围本标准规定了以废铜为原料,通过火法精炼,经连铸连轧工艺生产的电工用火法精炼高导电铜杆的要求、试验方法、检验规则及标志、包装、运输和贮存。
本标准适用于直径为6.0mm~35.0mm,供进一步加工的电工用线材或其它电工用型材使用。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3048.2 电线电缆电性能试验方法第2部分:金属材料电阻率试验GB/T 4909.2 裸电线试验方法第2部分:尺寸测量GB/T 4909.3 裸电线试验方法第3部分:拉力试验GB/T 4909.4 裸电线试验方法第4部分:扭转试验GB/T 5121(所有部分)铜及铜合金化学分析方法3 要求3.1 进炉原料进炉废铜原料应进行预处理,进炉原料的品位其平均铜含量宜控制在96%及以上。
3.2 产品3.2.1 牌号、状态、规格铜杆的牌号、状态、规格应符合表1的规定。
表1 牌号、状态、规格3.2.2 产品命名及表示方法电工用火法精炼高导电铜杆产品用型号、规格及本标准编号表示,表示方法如下:示例:牌号为TZ1,热态,直径为8mm的火法精炼高导电铜杆,表示为:TZ1 R Φ8.0 NB/T XXXX—XXXX。
3.3 化学成分TZ1、TZ2、TZ3牌号铜杆的化学成分应符合表2的规定。
表2 化学成分3.4 尺寸及其允许偏差3.4.1 铜杆的直径及其允许偏差应符合表3的规定。
表3 直径及其允许偏差单位为毫米3.4.2 铜杆应成圈供应,每圈应连续一根,不允许焊接,最小圈重应不低于1t,但允许双方协商确定交货重量。
3.5 表面质量3.5.1 铜杆应圆整,尺寸均匀,并且不需经酸洗和扒皮,直接使用。
3.5.2 铜杆表面应清洁、光滑,不应有复边、飞边、裂纹、夹杂物及其它影响使用的缺陷。
3.6 伸长率铜杆伸长率应符合表4的规定。
铜杆、铜丝标准

GB 中华人民共和国国家标准GB/T 3952--200X代替GB/T 3952-1998电工用铜线坯Copper drawing stock for electrical purpose200X—X—XX发布 200X—X—X实施中华人民共和国国家质量检验检疫总局发布国家标准化管理委员会前言本标准代替GB/T3952—1998《电工用铜线坯》。
本标准修订时参照ASTM(美国材料试验协会) B49—1998《电气用铜线杆盘条标准规范1》,与GB/T3952—1998相比,本标准主要有如下变化∶——本标准保留了原GB/T3952—1998标准中对不同牌号铜线坯的表示方法,其所对应的化学成分除氧外,完全采用了ASTM B49—98E2标准中的化学成分要求,标出了相对应的牌号,并就等同于我国标准中不同牌号的各类铜作了说明。
进一步强调了电工用铜线坯等级按原料化学成分区分的规定,提高了T牌号铜线坯氧含量的标准,并把用废杂铜生产的连铸连轧和上引法铜线坯纳入标准规定之中。
——对原标准的主要技术参数进行了修改,把标准中的正反10转扭转试验改为扭断值试验及相应的等级规定。
——对电工用铜线坯的可拉制性能按等级不同作了要求说明。
对退火性能、铜粉量、氢脆如需方有要求,并在合同中注明时,规定了相应的试验方法及合格标准。
——明确规定了电工用铜线坯产品是不需再次酸洗、扒皮供电线电缆行业直接使用的唯一标准原料。
对用废杂铜生产的连铸连轧铜线坯拉制电线电缆的成品线表面质量作了明确的要求。
——本标准的附录A,是本标准推荐性测量铜粉量的试验方法(包括本标准推荐引用的评价方法) ——本标准的附录B,是本标准引用ASTM B49—98E 2无氧铜线坯氢脆试验方法。
——本标准的附录C,是本标准引用ASTM B49—98E 2退火性能试验方法(包括本标准推荐引用的评价方法。
)本标准的附录A、附录B、附录C为资料性附录。
本标准由中国有色金属工业协会提出。
电工圆铜线技术规范

编制:日期:审核:日期:批准:日期:发行日期:实施日期:受控状态:分发号:一、适用范围本规范规定了电工圆铜线材料的要求、试验方法、检验规则、标志、包装、运输及贮存。
二、引用标准2.1 GB/T3048《电线电缆电性能试验方法金属导体材料电阻率试验方法》三、要求3.1电工圆铜线的型号、名称和直径电工圆铜线的型号、名称和直径见表1。
3.2材料3.2.1电工圆铜线应采用符合 GB/T3952《电工用铜线坯》规定的铜线坯制造。
3.3尺寸及其公差3.3.1电工圆铜线的标称直径及其公差应符合表 2 规定。
注:计算时标称直径 0.401~1.000 者保留三位小数;大于 1.000 者保留两位小数。
3.3.2电工圆铜线垂直于轴线的同一截面上测得最大和最小直径之值(f 值)应不超过直径偏差的绝对值。
3.4.1电工圆铜线的电阻率应符合表 3 的规定。
3.5机械性能3.5.1电工圆铜线的机械性能应符合表 4 的规定4.0试验方法4.1电工圆铜线技术要求的试验方法见表 5。
5 检验规则5.1 检验方法及要求5.1.1 新供方不同规格按 30%件数抽检,但不少于一个试样;合格供方生产的不同型号的圆铜线,各按 20%件数抽检。
若抽检不合格,则按不合格原材料控制程序处理。
5.1.2 新供方连续三批抽检合格且资质资料提供完整者可通过评审转为合格供方。
5.1.3 对每批圆铜线必须附有供方材料的质保书或检测报告。
5.2 检测项目5.2.1 可检项目为尺寸、外观、伸长率和电阻率。
5.2.2 对于无法检测的性能依据生产厂商的检测报告或质保书验收,必要时委外试验。
6 试验规定6.1 试样检测后按要求做好原始记录,并填写记录表格。
6.2 依据标准要求和本规范规定,逐一核对,并判定结论。
6.3 检验结论报告一式二份,自留一份,报送仓库一份。
6.4 做好检验状态标识。
7 包装、标志、运输及贮存7.1 包装7.1.1电工圆铜线应卷绕整齐妥善包装。
新铜杆工艺文件
无锡市申环铜业有限公司文件编号: SHJS-03-2008版本号: 01总页数: 12密级:秘密铜连铸连轧工艺文件受控状态:汇编:会签:审核:批准:2008年9月20发布 2008年10月01实施无锡市申环铜业有限公司目录一、检验规范1-2二、产品工艺流程图 3三、各道工序工艺规范1、煤气制备工序工艺规范4-52、熔炼工序工艺规范6-73、铸造工序工艺规范8-94、轧制工序工艺规范10-11检验规范1、产品执行标准本产品执行GB/T 3952-2008《电工用铜线坯》标准2、产品型号、状态、规格本产品为热态铜线坯型号:,T2 R Φ8㎜3、产品化学成分要求其化学成分应符合表1的要求4、铜杆直径偏差铜杆直径偏差应符合表2的要求5、机械性能和电性能电工圆铜杆的机械性能和电性能应符合表3的要求6、铜杆表面质量6.1 铜杆应圆整,表面均匀。
6.2 表面应清洁,不应有摺边、飞边、裂纹、夹杂物及其它对使用有害的缺陷。
7、扭转性能热态铜线坯型号:,T2 R Φ8㎜正转转数25转,反转转数不少于20 转。
8、试验方法8.1产品的试验方法按GB/T3952-2008标准第4项要求进行。
8.2其中扭转性能试验定期委托具有法定资质的权威机构检测。
8.3其它性能的试验,若用户有要求并在合同中注明的可双方协商委托由具有法定资质的权威机构检测,并出具检测报告。
9、检验规则按GB/T3952-2008标准第5项全部规定要求执行。
10、包装出厂10.1每卷线坯要挂有标签(内容要符合GB/T3952-2008第6项要求)10.2要成卷包装,捆扎良好。
或按双方协意规定的包装方法。
11、其它事项凡本检验规范未涉及的事项,都以GB/T3952-2008标准相关条款规定要求执行。
铜连铸连轧工艺流程图煤气制备工序工艺规范1、使用范围本工艺规范适用于铜连铸连轧煤气制备工序。
2、工艺规范2.1 操作前准备工作2.1.1上班前应穿戴好劳动防护用品。
电工软圆铜线检验规范
共8页 第2页
上限 1.77 1.76 1.77 1.80 1.79 2.01 2.04 2.12 2.15 2.16 2.24 2.23 2.27 2.26 2.41 2.50 2.53 2.54
电工圆铜线工序检验规范
依据标准:GB/T 3953-1983
共8页 第3页
标称直径 允许偏差 下 限 上 限 标称直径 允许偏差 下 限 上 限
不小于
伸长率 %
0.15~0.20
15
420
---
0.21~0.30
15
419
---
0.31~0.48
20
418
---
0.49~0.57
20
416
---
0.58~0.66
25
415
---
0.67~0.85
25
414
---
0.86~1.03
25
412
0.5
1.04~1.22
25
410
0.5
1.23~1.41
Ф1.70mm 及以上的铝单线可在四模铝拉丝机上改丝生产。
5 尺寸偏差
5.1 圆铝线标称直径的偏差,除有产品特殊规定外,其余均应符合表 2~表 5 的规定。
5.2 圆铝线的 f 值应不超过表 2~表 5 规定的标称直径偏差的绝对值。
表 2 铝绞线、钢芯铝线和带钢芯架空绝缘电缆用硬态圆铝线
标称直径 mm
8.89
g/cm3
线膨胀系数··························································
0.000017 1/℃
电阻温度系数······················································
电工圆铜线生产工艺操作规程

�05.1�22.1 数系伸延拉大
�模配数系伸延备设及格规线拉据根
求要术技艺工产生线拉、4
。机拉小型 61X、机拉中型 FZ/4�237C、机拉大型 FZ/4�337C�有备设丝拉线铜圆、3 油滑润
库入量计 模穿动点、头轧、具模测检
Байду номын сангаас
品格合
验检线下 线放机上�油滑润测检
线排收机开
线绕
�料坯�线铜圆工电
求要术技艺工料辅原要主、5
。制控行进求要量质面表中准标验检按�量质面表 。制控殊特户用殊特�准标控内业企按础基为 3002�2.8016T/BG 以 大差偏寸尺径线 。%7�3 拉小 、%11�6 拉中、%31�7 拉大�度浓用使 �℃55�℃52 在持保应�度温用使油滑润 21.1�80.1 数系伸延拉微 系伸延拉中 �02.1�01.1 数系伸延拉小 �52.1�81.1 数 1�4 2�4 3�4 4�4
测检前机上 程流艺工作操产生机丝拉 1�2
。法方工加力 压种一的加增度长、小减积面截坯线使�下用作力拉的定一在�孔模过通坯线
理原伸拉的线铜圆、2
2�1 1�1
。产生的线铜圆工电部造制线包漆于用适程规本 求要作操艺工产生的线铜圆了定规程规本
围范用适及容内题主、1
程规作操艺工产生线铜圆工电
。识标好做、检自行进品产对、生卫边周理清、备设净擦
序程作操产生备设线拉、7
。晶聚口进用选具模品成�具模晶聚产国用选模桥过 53.1 φ�01.1 φ制拉
004DNP 和 036DNP� �盘铁�具盘线收用所品产线拉、6
。模钻然天用选具模品成�具模晶聚产国用选模桥过 01.1 φ�53.0 φ制拉�拉中
科
力
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电工用圆铜杆技术要求
1范围
本技术条件规定了电工用铜线坯的产品分类、技术要求、试验方法、检验规则、包装运输及贮存等。
本技术条件适用于直径为6.0mm~12.0mm圆形铜线坯。
2要求
2.1产品分类
2.1.1铜线坯的牌号、状态、规格应符合表1规定。
表1 牌号、状态、规格
2.1.2标记示例
示例1:牌号为T1、热态、直径为8.0mm的铜线坯标记为:
铜线坯T1RΦ8.0 GB/T 3952-2008
示例2:牌号为TU2、硬态、直径为10.0mm的铜线坯标记为:
铜线坯 TU2Y Φ10.0 GB/T3952-2008
2.2尺寸及其允许偏差
2.2.1铜线坯的直径及其允许偏差应符合表2规定。
表2 直径及其允许偏差mm
2.2.2圆铜线垂直于轴线的同一截面上测得的最大和最小直径之差(f值),应不超过
标称直径偏差的绝对值。
2.2.3铜线坯应成圈供应,每卷应为连续一根,不允许焊接。
2.3力学性能
铜线坯的力学性能应符合表3的规定,硬态铜线坯充分退火后应满足表3中相应牌号热态产品的伸长率要求。
表3 抗拉强度和伸长率
2.4扭转性能
直径为6.0mm~10.0mm的(热态)电工用铜线坯应进行扭转试验,不同牌号的铜线坯扭转性能应符合表4的规定。
表4 铜线坯的扭转性能
2.5电性能
铜线坯的电阻率应符合表5的规定。
表5 电阻率
2.6表面质量
2.6.1铜线坯应圆整尺寸均匀。
2.6.2铜线坯表面不应有皱边、飞边、裂纹、夹杂物及其他有害的缺陷。
3试验方法
3.1尺寸测量方法
铜线坯的尺寸测量方法按GB/T4909.2规定进行。
3.2力学性能检验方法
铜线坯的室温拉伸试验按GB/T4909.3的规定进行。
3.3扭转性能检验方法
3.3.1扭转试验按GB/T4909.4 的规定进行。
3.3.2试样应从经过2.6.1和2.6.2检查合格的铜线坯上取样。
试样原始标距长度为
300mm,扭转速度应不大于30r/min;绕试样轴线按表4中规定的转数正转,然后反向转至断裂。
3.4电性能检验方法
3.4.1铜线坯电阻率测试方法按GB/T3048.2的规定进行。
3.4.2电阻率试验应按下述方法制备试样,试样经清洗并加工至直径为2mm,去油污,
经500℃~550℃保护性气氛中退火30min,然后在同一保护性气氛中快速冷却
或在空气中快速转移到水中冷却。
3.4.3电阻率试验也可在经清洗但未经进一步加工和退火的铜线坯试样上直接进行。
3.4.4仲裁试验应按3.4.2条进行。
4检验规则
4.1检查和验收
4.1.1铜线坯应由供方质量监督部门进行检验,保证产品质量符合本标准的规定,并
填写质量证明书。
4.1.2需方应对收到的产品按本标准的规定进行检验,如检验结果与本标准的规定不
相符时,应及时向供方提出,由供需双方协商解决。
如需仲裁,仲裁取样由供需双方共同进行,以仲裁检验结果为最终判定结果。
4.2组批
铜线坯应成批提交验收,每批应由同一牌号、状态和规格的铜线坯组成。
4.3检验项目
每批铜线坯应进行尺寸偏差、力学性能、扭转性能、电性能和表面质量的检验。
4.4仲裁取样与制样
4.4.1取样方法和取样数量
根据不同的检验项目,每批铜线坯应用表6规定的按卷数量或重量两种方法计算取样数量,以取样数量多者确定为最终取样方法,并以此方法确定出取样数量,从该批铜线坯中随机抽取相应的数量的样品,
表6 取样方法和取样数量。