品质SIP定义知识讲解
qc工程表sip制作要领

THE END,TKS!
企业文化价值观
凝 聚诚我信们 的创力新量 !分享 执行力
谢谢观看/欢迎下载
BY FAITH I MEAN A VISION OF GOOD ONE CHERISHES AND THE ENTHUSIASM THAT PUSHES ONE TO SEEK ITS FULFILLMENT REGARDLESS OF OBSTACLES. BY FAITH I BY FAITH
企业文化价值观
凝 聚诚我信们 的创力新量 !分享 执行力
SIP制作要点
一、SIP的定义及说明; 二、工作表头的填写; 三、概要内容的填写; 四、详细内容的填写; 五、注意事项。
企业文化价值观
凝 聚诚我信们 的创力新量 !分享 执行力
SIP制作要点
一、SIP的定义及说明:
1、SIP的英文全写为:Standard inspective procedure,中文 意思为:标准检验指导书。
测量方法及部位; 4、项目及检验重点与客户标准一致,不可低于客户要求标准水平,主
次要部分,依产品不同而定义,频率与与实际一致,使用测量仪器应 达到产品实际需要的精度; 5、RoHS管控依据客户要求标准,如客户无提供标准则依照欧盟标准管 控; 6、相关信赖性测试依据客户标准管控;
企业文化价值观
凝 聚诚我信们 的创力新量 !分享 执行力
企业文化价值观
凝 聚诚我信们 的创力新量 !分享 执行力
QC工程表制作重点
二:工作表头的制作
企业文化价值观
凝 聚诚我信们 的创力新量 !分享 执行力
QC工程表制作重点
三、概要内容的制作
企业文化价值观
凝 聚诚我信们 的创力新量 !分享 执行力
品质SIP定义知识讲解

品质S I P定义制作SIP的重点及注意事项1.什么是SIP?SIP是STANDARD INSPECTION PROCEDURE 是缩写,翻译成中文检验标准指导书,是为确保产品的性能,寿命、可靠性、安全性、经济性,尺寸和外观是否满足明确和隐含要求而制定的一个准则。
2.分类检验标准一般分为内部检验标准和外部检验标准,外部检验标准又可分为客户检验标准和行业检验标准。
3.检验标准的定义a.保证产品质量的一致性。
b.为公司节约成本。
c.减少社会资源浪费。
d.方便客户寻找替代品。
e.为检验员判断产品某一特性是否合格提供依据。
4.检验标准书包括的项目4.1基本项目:公司名称,文件名称,发行日期,发行版本,文件编号,产品名称,产品料号,检验工程站别名称,检验项目,检验标准,检验方法,检验环境和设施,检验频率,制定者,审核人。
5.重要项目说明a.产品名称,产品料号,文件编号一方面为了查找,另一方面区别与其他产品,相当于一种产品的代号。
b.检验方法包括目视、量测、实验。
其中量测和实验是借用二次元投影机,厚薄规推拉力计等仪器设备来完成检验。
c.使用表单通常是检验者记录检验结果的表单,记录内容包括:产品名称、规格、批量、编号、使用仪器、设备、检验时间、检验人、检验结果数据、检验结果。
d.检验频率是指对总样本数抽多少的一个比率或间隔多长时间抽取一定的样本数。
e.严重度分危害,严重,轻微。
危害指对人的生命安全造成一定影响;严重指完全或部分影响使用,轻微指不会影响使用,但存在一些瑕疵使客户的满意度降低。
f.制定栏目填写制定此SIP的品质工程师自己的名字,审核和核准栏目为品质部门的主管填写。
g.尺寸是客户对某一产品的长度,宽度,弧度等特性的要求,其检验标准栏填写客户要求这些特性和允许的公差。
6.如何制作一份完整的SIP?6.1.如何识别产品的质量特性中的固有特性和不合格特性?产品的质量特性分为固有特性和不合格特性。
固有特性指客户在外观,结构,性能,可靠度等方面可区分的要求,及制造过程中不可避免的特征,比如产品某些位置的凹凸,不连续,产品组合后的间隙等都属于质量特性中的固有特性。
SIP简介
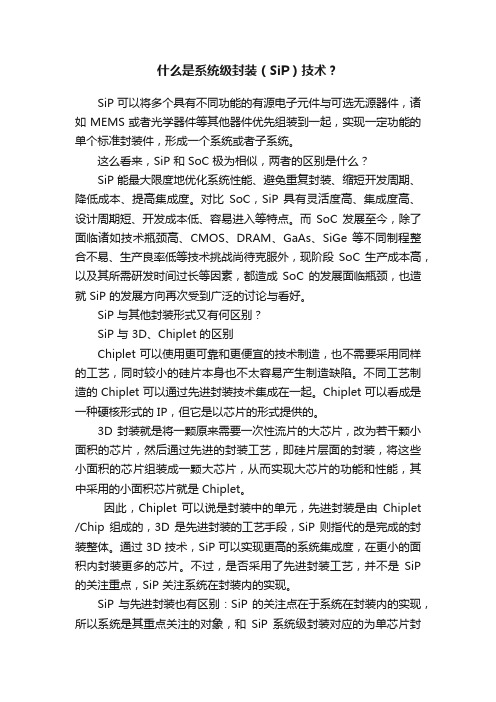
長=1.50~1.70mm 寬=0.70~0.90mm 高=0.35~0.55mm
5 PCS 5 PCS 5 PCS
游標卡尺 游標卡尺 游標卡尺
MA MA MA
ቤተ መጻሕፍቲ ባይዱ
Pic2
NA
Note:
R1.0 Rev
核准:
審核:
制定:
成長空間
同一份SIP,檢驗員的驗料時間接近,方法相同,結果一致 大類碼全面推行 IQC檢驗員可以用零件規格書進行驗料 JIT / 免驗入庫(Ship To Stock)
華碩電腦華碩電腦-進料檢驗作業指導書
料號類碼 注意事項 不良品處理 零件/或外箱照片 材料/治具 準備工作 項目 外 箱 包 裝 檢驗項目 外 觀 檢 驗 抽樣數 檢驗工具 判定 參考文件 零件尺寸示意圖 檢查重點 判定 參考文件 品名規格 廠商 機種 抽驗水準 版本
Page:
基本格式
性電 檢氣 驗特 尺 寸 檢 驗 其 它
注意事項需寫明: 1.ESD及防碰撞 2.需確認品質履歷表 3.開箱率 依Tiptop之品名規格 不良品需經確認后作 標識 寫清所需工治具及材 料,檢驗前需準備好 外箱包裝.標籤內容 及包裝數量需先確認 檢驗項目參照SIP Parameter,依材料別 作適當取舍
SIP制作範本 制作範本II---請你寫 制作範本
LCR Meter MA 小錫爐 游標卡尺 游標卡尺 游標卡尺 MA MA MA MA
最新SIP讲解
左右折彎45度不得超過3次後要斷) 端子外觀檢驗:端子不可斷pin、缺pin、歪pin、
壓傷、銅絲、扭曲
四:主體SIP的介紹
➢ 尺寸管控 主體和端子配合尺寸的測量。 主體L面平整度一般管控在0.08以內。 頂針不可凸出,可凹陷一般在0.03以內。 主體毛邊單邊一般在0.10以內。 主體斜線靠破面須破孔可透光。 有圓柱的主體圓柱不可缺角斷裂。 可接受彎曲弧度一般在0.08以內
SIP讲解
➢ 需量測GAP的系列有:BTB、FPC等。
➢ 平整度包括PIN面平整度和接觸點平整 度, PIN面平整度一般管控中在0.10以內, 接觸點平整度一般管控在0.08以內
➢ 歪斜度根據PIN距的不一樣規格也不相同, PIN距越大相應的歪斜度管控也大
三:端子SIP的介紹
端子的管控主要的尺寸是一些和主體配合的尺 寸,其中端子的卡點和GAP都是非常重要的。
倒勾不可有毛邊影響cable組裝。 倒勾、卡點務必飽模、噴沙時勿噴除 做推桿組合測試。
推桿外觀檢驗:
主缺:
• 不飽模,壓傷變形破裂,卡勾缺損 , 花紋,混色
次缺:
• 刮傷、毛邊、油污
此课件下载可自行编辑修改,仅供参考! 感谢您的支持,我们努力做得更好!谢谢
➢ 主體外觀不良:
&主缺: 不飽模,壓傷變形破裂,PIN孔阻塞,
花紋 &次缺: 刮傷、毛邊、油污、混色
五:推桿SIP介紹
推桿的尺寸管控主要 的有B點尺寸,因它 直接關係的到產品的 拉拔力。推桿B點尺 寸過小會導致拉拔力 不夠,過大會導致 CABLE線插不進去。
彎曲弧度一般在0.
IQC、SIP、IPQC、FQC.OQC定义及解释

IQC、SIP、IPQC、FQC/OQC方法大解析一、IQC 的内容及应用方法是什么IQC是Incoming Quality Control 的缩写,意思是来料检验,主要指:从供应商处采购的材料、半成品或成品零部件在加工和装配之前,应进行检查,以确定其完全符合生产的要求。
IQC对于所购进的物料,可分为全检、抽检、免检等几种形式,主要取决于以下因素。
①物料对成品质量的重要程度;②供料厂商的品质保证程度;③物料的数量、单价、体积、检验费用;④实施IQC检验的可用时间;⑤客户的特殊要求等;二、IQC的实施特点是什么IQC并不意味着必然对产品进行实物检查,有时仅仅是对供应方提供的附属检验材料的验证上。
IQC的宽严程度与供应商的质量保证程度有一定的关联。
对于一家刚刚供货的新供应商的产品,一般按正常抽样标准来检验,甚至对一些关键物料进行100% 全检;对于供货史很长,极少出现质量问题的供应商,则会放宽检验,直至免检。
绝大多数进厂材料是依据检验报告来接收的。
①如果进货符合检验标准,则进行标识后转入货仓或进入正常生产程序。
②如果IQC发现来料不符合检验标准,应对货物进行隔离。
并及时通知供应商处理。
③如果时间紧迫,来不及对进料判定就必须下线生产时,则必须加以明确标识并具有可追溯性;万一发现来料不合格时,应隔离用此批物料加工的产品,并采取措施加以补救。
三、IQC与供应商的选择与管理的关系IQC检验的程度与选择供应商的程度成反比,即:①供应商的评估较松,则IQC的检验就要严一些;②供应商的评估严格,则IQC的检验适当放松;对于供应商评估相当严格,或长期供货品质优良者,也可实行“免检”或称“STS(ship to stock)“只作货物名称、数量、型号等的验证即可。
四、如何理解来料检验规范(SIP)(1)SIP的对象及实施SIP即:standard inspection procedure 检验标准,也可译为检验规范。
什么是系统级封装(SiP)技术?
什么是系统级封装(SiP)技术?SiP 可以将多个具有不同功能的有源电子元件与可选无源器件,诸如 MEMS 或者光学器件等其他器件优先组装到一起,实现一定功能的单个标准封装件,形成一个系统或者子系统。
这么看来,SiP 和 SoC 极为相似,两者的区别是什么?SiP 能最大限度地优化系统性能、避免重复封装、缩短开发周期、降低成本、提高集成度。
对比SoC,SiP 具有灵活度高、集成度高、设计周期短、开发成本低、容易进入等特点。
而SoC 发展至今,除了面临诸如技术瓶颈高、CMOS、DRAM、GaAs、SiGe 等不同制程整合不易、生产良率低等技术挑战尚待克服外,现阶段SoC 生产成本高,以及其所需研发时间过长等因素,都造成SoC 的发展面临瓶颈,也造就 SiP 的发展方向再次受到广泛的讨论与看好。
SiP 与其他封装形式又有何区别?SiP 与 3D、Chiplet 的区别Chiplet 可以使用更可靠和更便宜的技术制造,也不需要采用同样的工艺,同时较小的硅片本身也不太容易产生制造缺陷。
不同工艺制造的 Chiplet 可以通过先进封装技术集成在一起。
Chiplet 可以看成是一种硬核形式的 IP,但它是以芯片的形式提供的。
3D 封装就是将一颗原来需要一次性流片的大芯片,改为若干颗小面积的芯片,然后通过先进的封装工艺,即硅片层面的封装,将这些小面积的芯片组装成一颗大芯片,从而实现大芯片的功能和性能,其中采用的小面积芯片就是 Chiplet。
因此,Chiplet 可以说是封装中的单元,先进封装是由Chiplet /Chip 组成的,3D 是先进封装的工艺手段,SiP 则指代的是完成的封装整体。
通过 3D 技术,SiP 可以实现更高的系统集成度,在更小的面积内封装更多的芯片。
不过,是否采用了先进封装工艺,并不是SiP 的关注重点,SiP 关注系统在封装内的实现。
SiP 与先进封装也有区别:SiP 的关注点在于系统在封装内的实现,所以系统是其重点关注的对象,和SiP 系统级封装对应的为单芯片封装;先进封装的关注点在于:封装技术和工艺的先进性,所以先进性的是其重点关注的对象,和先进封装对应的是传统封装。
SIP(零件缺陷)

本检验规范的目的是保证本公司检验过程对不合格程度的判定准确,掌握检验工作的关键,确定采取的检验方式。
本规范适从而用于本公司之质量检验。。
2 参照文件:
本作业规范依据本公司文件《质量手册》要求予以制定。
3 规范内容:
3.1不合格严重性分级的原则是:
(1)所规定的质量特性的重要程度。高等级的质量特性所发生的不合格,其严重性也高。
对产品可靠性产生较明显的影响,预期故障率较高
对可靠性不明显影响或影响轻微
对可靠性无影响
对产品及重要零件寿命影响
影响产品或重要零部件寿命,易磨损、断裂或加速失效,导致使用寿命严重降低
会使产品或重要零部件寿命降低,对寿命有所影响,但不严重,寿命无明显影响
对使用寿命无影响
—
对产品维修性及质量成本的影响
造成产品或部件报废,无法维修,丧失互换性,提高了质量成本
(2)对产品适用性的影响程度。不合格严重性分级不能单纯由质量特性的重要程度来决定,还要从使用和安全、经济、对市场占有份额的影响等方面综合考虑产生不合格后产品应如何处理来决定。
(3)顾客可能反映的不满意强烈程度。顾客不满意的反映越强烈,其严重性也越大。
(4)不合格的严重性分级除考虑功能性质量特性外,还必须包括外观、包装等非功能性的影响因素。
缺陷会导致产品质量的损失,如引起的包装缺陷
4相关记录与表格
《品质异常单》
批准
审核
制定
批准日期
审核日期
制定日期
(5)不合格对下一作业过程(工序)的影响程度。
3.2不合格严重性分级,分为A\B\C\D四级;如下表:
级别
A
B
C
D
对总体性能的影响
SIP讲解

主體外觀不良:
&主缺: 不飽模,壓傷變形破裂,PIN孔阻塞,
花紋 &次缺: 刮傷、毛邊、油污、混色
五:推桿SIP介紹
推桿的尺寸管控主要 的有B點尺寸,因它 直接關係的到產品的 拉拔力。推桿B點尺 寸過小會導致拉拔力 不夠,過大會導致 CABLE線插不進去。
Hale Waihona Puke 彎曲弧度一般在0.10以內,頂針毛邊一般 在0.10以內
歪斜度根據PIN距的不一樣規格也不相同, PIN距越大相應的歪斜度管控也大
三:端子SIP的介紹
端子的管控主要的尺寸是一些和主體配合的尺 寸,其中端子的卡點和GAP都是非常重要的。
成型端子所有部位之毛邊不可超過0.02。 端子外翻<0.03mm。 首件檢驗要進行試沖,易折實驗(易折試驗:
倒勾不可有毛邊影響cable組裝。 倒勾、卡點務必飽模、噴沙時勿噴除 做推桿組合測試。
推桿外觀檢驗:
主缺:
• 不飽模,壓傷變形破裂,卡勾缺損 , 花紋,混色
次缺:
• 刮傷、毛邊、油污
左右折彎45度不得超過3次後要斷) 端子外觀檢驗:端子不可斷pin、缺pin、歪pin、
壓傷、銅絲、扭曲
四:主體SIP的介紹
尺寸管控 主體和端子配合尺寸的測量。 主體L面平整度一般管控在0.08以內。 頂針不可凸出,可凹陷一般在0.03以內。 主體毛邊單邊一般在0.10以內。 主體斜線靠破面須破孔可透光。 有圓柱的主體圓柱不可缺角斷裂。 可接受彎曲弧度一般在0.08以內
SIP講解
制作:張文會
SIP是我們QC在作業時的指 導書和判定的依據,既檢驗
規范。
二:成品SIP的介紹
在我們公司的成品管控過程中, 一般來說主要的尺寸集中在GAP、 平整度、歪斜度、高度幾個尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品质S I P定义
制作SIP的重点及注意事项
1.什么是SIP?
SIP是STANDARD INSPECTION PROCEDURE 是缩写,翻译成中文检验标准指导书,是为确保产品的性能,寿命、可靠性、安全性、经济性,尺寸和外观是否满足明确和隐含要求而制定的一个准则。
2.分类
检验标准一般分为内部检验标准和外部检验标准,外部检验标准又可分为客户检验标准和行业检验标准。
3.检验标准的定义
a.保证产品质量的一致性。
b.为公司节约成本。
c.减少社会资源浪费。
d.方便客户寻找替代品。
e.为检验员判断产品某一特性是否合格提供依据。
4.检验标准书包括的项目
4.1基本项目:
公司名称,文件名称,发行日期,发行版本,文件编号,产品名称,产品料号,检验工程站别名称,检验项目,检验标准,检验方法,检验环境和设施,检验频率,制定者,审核人。
5.重要项目说明
a.产品名称,产品料号,文件编号一方面为了查找,另一方面区别与其他产品,相当于一种产品的代号。
b.检验方法包括目视、量测、实验。
其中量测和实验是借用二次元投影机,厚薄规推拉力计等仪器设备来完成检验。
c.使用表单通常是检验者记录检验结果的表单,记录内容包括:产品名称、规格、批量、编号、使用仪器、设备、检验时间、检验人、检验结果数据、检验结果。
d.检验频率是指对总样本数抽多少的一个比率或间隔多长时间抽取一定的样本数。
e.严重度分危害,严重,轻微。
危害指对人的生命安全造成一定影响;严重指完全或部分影响使用,轻微指不会影响使用,但存在一些瑕疵使客户的满意度降低。
f.制定栏目填写制定此SIP的品质工程师自己的名字,审核和核准栏目为品质部门的主管填写。
g.尺寸是客户对某一产品的长度,宽度,弧度等特性的要求,其检验标准栏填写客户要求这些特性和允许的公差。
6.如何制作一份完整的SIP?
6.1.如何识别产品的质量特性中的固有特性和不合格特性?
产品的质量特性分为固有特性和不合格特性。
固有特性指客户在外观,结构,性能,可靠度等方面可区分的要求,及制造过程中不可避免的特征,比如产品某些位置的凹凸,不连续,产品组合后的间隙等都属于质量特性中的固有特性。
不合格特性是指制造过程中某些不可避免的特征超出规定要求和产品上增加了其他物质,包括脏污、杂色、刮伤、间隙过大等属于此类。
识别方法:前后制程对比,与样品对比,产品互相比较,与检验标准对比,组装后结构后功能是否正常,了解所有制程的控制特性及相关的品质特性,新产品开发阶段,或试产一种从未接触的新产品,在没有标准和样品提供的前提下,了解所有制程的检验特性及相关的品质特性至关重要。
6.2.了解客户要求
每种产品有其独自应具备的特性,并且不同的产品出于不同的使用环境和用途其具备的特性也不尽相同。
比如一个水杯是用来装水,因而必须具备不漏水的特性;一部手机的显示屏是用于查阅,储存信息,消费者对屏幕的关注度特别高,因而手机的显示屏的外观要求特别高,不允许刮伤、污点之类的缺陷。
只有认真去了解客户和消费者的使用环境,相应的品质标准也就可以制定出来,当然不同层次的消费群体对产品的要求也会有差异,一般老百姓关注的是所买的产品能否用,价格是否便宜,而那种生活品味相对有点高的消费群体不仅注重性能,还要在外观上看着舒服。
但不论哪种消费群体,他们都会关注所买的产品是否能够使用,通过这么了解识别可制定通用的检查项目和应客户群体同所制定的特需检验项目。
6.3.检验标准的要求
a.尽量量化,对于边界清晰,有一定的面积的缺陷用尺寸数据描述。
b.必须含盖客户所有的明确或潜在的要求,获得要求常用的方式是客户提供的检验标准。
c.某些特殊检验项目无法量化,通常用签限度样板的方式弥补,作为检验的标准。
d.同样的缺陷,在不同强度的光源,视距,角度下其看到的结果不一样,因而必须把这些检验方法标准化。
7.注意事项
a.了解公司制程和客户端制程,若有必要,通过一定的途径了解终端客户的使用环境。
b.了解公司每个制程会出现的问题点及客户最关心的问题点。
任何客户最关心的问题点通常是能否使用,因而对影响使用的关键项目必须重点管控。
比如:产品的某些位置有毛边干涉了组装,这种毛边就是重点管控的项目。
不同产品,不同位置的管控重点不一样,因而必须了解后续制程。
c.检验项目和标准的描述应该即专业又通俗易懂,对于用文字描述无法说清楚的地方可附加图片补充说明。
比如有些产品分A,B,C几面管控,B,C面都是侧面,只是位置不同而已,此种情形用附图说明的方式比较好。
d.一个公司同一时期内的标准指导书格式和排版必须保持一致,字体风格和大小必须保持一致。
e.在制作SIP过程中切忌照搬COPY,这种方法很容易出现制作的内容与实际产品不符,若想节约时间,可先把有用的内容用不同的字体颜色标出来再进行COPY。
便于识别哪些是有用于目前产品的标准,假如在一份SIP中修改成需要的SIP,先把不需要的内容删除,修改需要的部分用不同颜色做记号区分。
f.当相连项目的内容一样时可做合并,整个SIP的排版看起来会显得美观。
g.在设定检验频率时首先单个产品的所需工时及检验员的工作量,频率过低的抽检起不到对产品品质状况的有效掌控。
频率过高的抽检会超出检验员的负荷,达不到指导的目的。
h.为确保每份SIP的格式一样,先确定每个项目内容所需要的空间,然后设定好页边距及内部格式,设定好的格式必须锁定保存,不要随意改动。
当做第二份SIP时可直接COPY此份SIP的格式。
i.当做完一份SIP后,不要盲目打印,格式是否符合要求以打印预览中看到的效果为准。
与样品对比是否能一眼看出差异,了解哪些面是用户经常看到的面,了解影响程度,了解送给客户产品的样品。
制定:。