17不同处理态高铬铸铁的组织与性能
等温淬火工艺对高铬铸铁组织与性能的影响
May2007VOI.56NO.5垂篙帅煮等温淬火工艺对高铬铸铁组织与性能的影响杨长华1,高甲生1,一,侯清宇1,费昭鹤3(1.安徽工业大学材料科学与工程学院,安徽马鞍山243002;2.安徽x-&zk学管理科学与工程学院,安徽马鞍山243002;3.安徽省安工机械制造有限公司,安徽马鞍山243002)摘要:通过与常规淬火与回火热处理工艺比较,研究了不同等温淬火热处理工艺对高铬耐磨铸铁的组织与性能的影响,等温淬火热处理工艺可以获得下贝氏体和马氏体为基体的组织,既提高铸铁的冲击韧性,又显著提高冲击磨损性。
在320℃等温淬火1.5h可获得较理想的材料冲击韧性和耐磨性。
关键词:等温淬火;下贝氏体;冲击韧性;冲击磨粒磨损中图分类号:TGl43.9文献标识码:A文章编号:1001—4977(2007)05—0473—04EffectofAustemperingontheMicrostructureandPropertiesofHighChromiumCastIronYANGChang.hual,GAOJia.shen91,2HOUQing-yul。
FEIZhao・he3(1。
SchoolofMaterialsScienceandEngineering,AnhuiUniversityofTechnology,Ma。
anshan243002,Anhui.China;2.SchoolofManagementScienceandEngineering,AnhuiUniversityofTechnology,Ma。
anshan243002,Anhui,China;3。
AngongMachineManufactureLimitedCompany,Ma’anshan243002,Anhui,China)Abstract:Comparedwithconventionalquenchingandtemperingprocess,theeffectofaustemperingonthemicrostructureandpropertiesofhighchromiumwhitecastironwasstudied.austemperingprocesshasobtainedthematrixwithIowerbainiteandmartensite.Basedonit.thisprocesscanimprovenotonlyimpacttoughnessbutalsoimpactwearresistance.Austemperingat320℃for1.5hisanoptimalparameter.Keywerds:austempering;lowerbainite;impacttoughness;impactwearresistance高铬铸铁作为一种优良的抗磨材料,在国内外得到了广泛的应用。
高铬铸铁
铮铮硬骨高铬铸铁(上篇)2009-8-5 17:20:49高铬白口抗磨铸铁(以下简称高铬铸铁)是一种性能优良而受到特别重视的抗磨材料。
它以比合金钢高得多的耐磨性,和比一般白口铸铁高得多的韧性、强度,同时它还兼有良好的抗高温和抗腐蚀性能,加之生产便捷、成本适中,而被誉为当代最优良的抗磨料磨损材料之一。
高铬铸铁属金属耐磨材料、抗磨铸铁类铬系抗磨铸铁的一个重要分支,是继普通白口铸铁、镍硬铸铁而发展起来的第三代白口铸铁。
早在1917年就出现了第一个高铬铸铁专利。
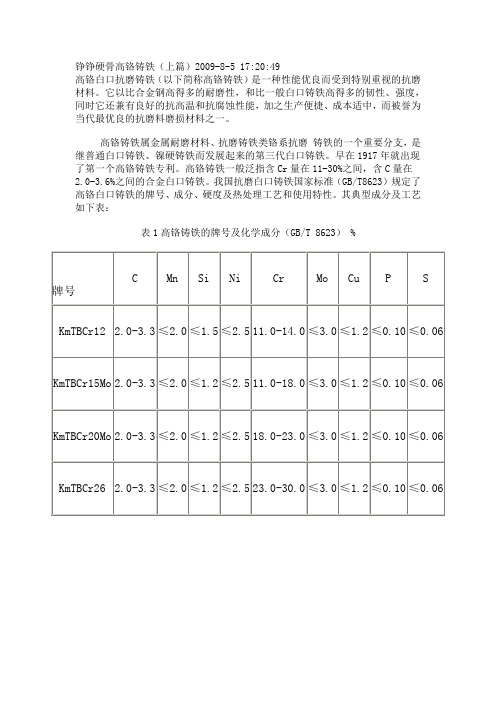
高铬铸铁一般泛指含Cr量在11-30%之间,含C量在2.0-3.6%之间的合金白口铸铁。
我国抗磨白口铸铁国家标准(GB/T8623)规定了高铬白口铸铁的牌号、成分、硬度及热处理工艺和使用特性。
其典型成分及工艺如下表:表1高铬铸铁的牌号及化学成分(GB/T 8623) %表2高铬铸铁的硬度(GB/T 8623)表3 高铬铸铁件热处理规范(GB/T 8623)美国高铬铸铁执行标准为ASTMA532M,英国为BS4844,德国为DIN1695,法国为NFA32401。
俄罗斯在前苏联时期曾研制了12-15%Cr、3-5.5%Mn,壁厚达200mm 的球磨机衬板,现执行ҐOCT7769标准。
特别值得一提的是在近一个世纪里,曾为抗磨白口铸铁做出了卓越贡献的美国克莱梅克斯(Climax)钼业公司。
1928年该公司首先发明了镍硬铸铁,把抗磨铸铁科技推向了一个空前高度。
1974年为纪念国际GIFA,在杜赛尔多夫展览会上展示了名为“神秘1号”和“神秘2号”。
即经典的高铬抗磨铸铁153(Cr15Mo3)和1521(Cr15Mo2Cu),现如今克莱梅克斯公司执行高铬铸铁标准如下,栏主提示大家这是特别值得一看的。
表4 美国Climax钼公司规定的高铬铸铁成分(质量分子数) %注:①碳含量为下限时,大断面中可能出现贝氏体。
高铬铸铁规模化工业应用,发达国家始于上世纪六十年代。
高铬抗磨铸铁的特性及应用
高铬抗磨铸铁的特性及应用含铬量为12。
30%,含碳量为2.4。
3.6%的高铬铸铁,通过高合金化和热处理手段可得到马氏体或奥氏体或二者混合型的基体以及铬的特殊碳化物。
这种特殊碳化物为呈六角晶系的Me,C,,其硬度高达HVl200。
1600,远高于渗碳体型碳化物和常见的矿物磨检的硬度。
这类碳化物的存在是高铬铸铁获得高抗磨性的主要原因、此外,高铬铸铁中的共晶结构与一般铸铁中的莱氏体不同。
一般铸铁中的莱氏体呈连续网状,而合高铬的共晶碳化物呈断开的块、条状态。
相当于在基体上镶嵌入高硬度的颗粒。
因此,不仅抗磨性好,而且大大削弱了高硬度相的脆化作用,相对而言有较好的韧性。
高铬铸铁中的高硬度马氏体基体,强有力地支承碳化物颗粒,避免工作过程中碳化物从磨损表面脱落,保证了材料的高抗磨性。
因此高铬铸铁作为高抗磨材料已有效地应用于破碎、研磨、物料输送等机械和冶金设备。
尤其在磨料磨损和冲击磨损的机件(如:破碎机滚筒、料仓衬板、高炉料钟、料斗、运煤槽衬板、磨煤机辊套、轧辊、渣浆泵过流部件等)方面应用更为广泛。
通过分析衬板在正常的工况条件下的磨损机理及材料相应的特性,确定衬板合理的组织和化学成分,研制中碳低合金耐磨钢ZG40Cr2SiMnMoV,机械性能:σb≥1 200 MPa, HRC≥50,αK≥18 J/cm2.试制后测定工艺性,结合生产实际,制订各工序的操作要点和工艺参数,正式投产,产品符合设计要求,使用寿命为高锰钢衬板的2~3倍,成本持平,是高锰钢理想的替代材料.铸造后水韧,就是和用水淬火一样的过程,温度1100摄氏度,获得过饱和的单相奥氏体,因为它的奥氏体能在常温下存在,组织硬度,强度不高,但表面在受到强烈的挤压和摩擦后发生强烈的加工硬化,相变成马氏体并析出碳化物,获得高的耐磨性,而心部还是高抗冲击的奥氏体.表面的硬化层磨损后,露出的心部又产生加工硬化.,水韧后就不再热处理了.否则在加热到250时会变脆可以理解为固溶处理!一般的水地韧处理为ZGMn13类高锰钢,主要用于承受冲击载荷工作的零件,其它如陆丰所言.奥氏体表面在受到冲击作用时,产生强烈的加工硬化,当硬化层被磨/崩掉后,又露出新鲜的奥氏体,重新硬化,如此反复.因其有强烈的加工硬化,故不可采用机械加工方法成形,主要用铸造方法所得,所以为铸钢.近年来有降低含锰量的做法,做出中锰钢,同样可以采用水韧处理.在模具钢中,早期的(约1982年出版的书中就有此说法)双细化处理工艺第一步有时称之为水韧(或油韧)具体为在模具钢进行锻造后,在钢之ACm点上,将钢淬入热水中(称水韧),淬入油中(称油韧),目的在于将碳化物大部分溶入奥氏体中,在淬火后重新高温回火后得到细而均匀的精粒状碳化物.再进行正常(或比正常奥体化温度略低)加热淬火,以期提升模具的韧性,耐磨性.锰钢主要用于需要承受冲击、挤压、物料磨损等恶劣工况条件,破坏形式以磨损消耗为主,部分断裂、变形。
对高铬铸铁的一些认识

对高铬铸铁的一些认识高铬铸铁是最重要的耐磨材料之一,适用于各种高应力磨料磨损的工况条件,广泛应用于机械、冶金、采矿及矿产品加工等行业。
近年来,各工业国家都很重视对高铬铸铁的研究工作,以期充分利用其优异的耐磨性能。
含铬量在12%以上的高铬铸铁,开发于20世纪初期,1917年获得了美国专利。
当时,由于对高铬铸铁的特点了解不多,其潜能未能充分发挥,因而未被广泛采用。
20世纪中期,美国国际镍公司研究开发了镍硬系列共4种耐磨铸铁(Ni Hard 1~4),其中,镍硬4(Ni Hard 4)于1951年获得了美国专利,逐渐成为大家所熟知的耐磨材料,广泛应用于矿产品加工行业。
镍硬4的耐磨性能很好,且有适当的抗冲击能力,但是,仍然因其抗冲击能力欠佳而限制了其在高应力磨料磨损条件下的应用。
20世纪60年代,美国Abex 公司,为改善高铬铸铁的性能,进行了大量的研究工作,系统研究了Ni、Mo、Mn、Si、Cr和C等元素在高铬铸铁中的作用。
随后,美国Climax Molybdenum 公司又对Mo和Cu在高铬铸铁中的作用进行了系统的研究。
80年代,美国内政部矿业局的研究中心又对高铬铸铁的热处理进行了研究。
美国材料试验学会制定的标准ASTM A532《抗磨铸铁》中基本体现了上述研究工作的成果。
我国标准GB/T 8263-1999 《抗磨白口铸铁件》中,等效采用了ASTM A532-93a 标准中所列的8个牌号中的7个,其中,属于高铬铸铁的4个牌号全都采纳了。
高铬铸铁耐磨件,在我国应用很广,随着矿业和冶金行业的迅速发展,对高铬铸铁件的需求增长很快,目前,年产量已超过50万吨,不仅供国内各行业使用,也有相当数量的铸件出口。
尽管高铬铸铁的应用已有80多年的历史,而且对其进行过很多研究工作,但是,到目前为止,我们对高铬铸铁的了解仍然不够全面,还有待在生产实践中进一步深化认识,如:(1)为了适应不同的工况条件,高铬铸铁已有多种牌号,但总体而言,化学成分的变化范围还太宽。
高铬铸铁

(2)添加微量V、Ti、W、Nb等元素,一则形成更高硬度的MC型碳化物,二则由于此类MC型碳化物熔点高,在凝固初期就弥散形核细化了共晶组织,随凝固时间的延续,晶粒数不断增加,液膜逐渐减少,变形减小,塑性增强,热裂敏感性也显著减小。
合金元素可在预脱氧后加入炉内,亦可安排在炉前进行处理。在Cr元素为12%-20%的质量百分比浓度的条件下,其微合金元素加入量Ti—V渣如前述:Mo为1.5%-2.5%;Mn为1.5%-3%;Cu为1.5%-2.0%;Nb为0.07%~0.10%。
1 冶金处理技术
冶金处理技术对优质高铬白口铸铁的改性作用受制于在处理过程中所应具备的相关的动力学条件,其中包括温度和成分浓度条件。实践也证明,这两个条件对提高高铬白口铸铁的使用寿命至关重要。高铬白口铸铁的冶炼温度以1520-1580℃、处理温度1440—1480℃、浇注温度1380-1420 ℃为宜;碳量应控制在2.4%-过冷倾向,使冷却速度对结晶过冷度的影响减弱,从而表现为厚大铸件断面的组织、性能趋以一致;
(6)变质处理、孕育处理和微合金化的共同作用细化了晶粒;消除了碳化物的网状析出;减少了夹杂数量、改变了夹杂形态、净化了晶界和铁液;增大了处理效果的稳定性,延长了“衰退”时间,为获得良好的亚温处理效果提供了有利的铸态组织和性能保证。
3 结语
分级化变质复合处理、孕育复合处理和微合金化处理的新工艺,为优质高铬白口铸铁的生产提供了简便稳定的技术支持。而建立动力学条件的冶金处理过程的局部和整体效果影响的理念,不论是运用该工艺,还是不断完善它都是必要的。
高铬铸铁不同工艺软化热处理后的组织与性能
高铬铸铁不同工艺软化热处理后的组织与性能刘志学;罗玉龙;程巨强【摘要】采用组织观察、XRD物相分析和硬度测试等实验方法,研究了不同的软化热处理工艺对抗磨高铬铸铁组织和硬度的影响.结果表明:在硬化态三种高铬铸铁均具有较高硬度,具体硬度值≥58 HRC,组织均为初析M7C3型碳化物、共晶碳化物、马氏体、奥氏体组成.KmTBCr22NiMo具有较好的软化效果,分别采用950℃×2h炉冷至820 ℃×4h炉冷至250 ℃出炉空冷和1 050 ℃×4h炉冷至720 ℃×10h炉冷到室温的两种热处理工艺软化后,KmTBCr22NiMo的硬度分别由57 HRC降低为39.9 HRC和40 HRC.KmTBCr25NiMo和KmTBCr28NiMo在采用不同热处理工艺软化后,软化效果均不理想,其最佳实验结果分别为硬度由硬化态的60 HRC下降到53.7 HRC和由硬化态的61 HRC下降到54.5 HRC.实验结果表明,随高铬铸铁中铬含量的增加,其软化难度增大.【期刊名称】《中国铸造装备与技术》【年(卷),期】2015(000)001【总页数】4页(P43-46)【关键词】高铬铸铁;软化热处理;组织与性能【作者】刘志学;罗玉龙;程巨强【作者单位】西安工业大学陕西光电功能材料与器件重点实验室,陕西西安710032;西安工业大学陕西光电功能材料与器件重点实验室,陕西西安710032;西安工业大学陕西光电功能材料与器件重点实验室,陕西西安710032【正文语种】中文【中图分类】TG144在煤矿、电力、建材、筑路与工程等机械中,许多易磨损件是用高铬铸铁铸造,其可以显著提高部件的耐磨性。
对一些需要加工的高铬铸铁耐磨工件,如高铬铸铁轧辊、介质泵和泥浆泵的过流部件、磨煤机的磨辊和衬瓦、渣浆阀门阀板、重介质旋流器等[1-3],由于高铬铸铁在铸态和热处理态硬度较高,且脆性也高,属于硬脆性材料,机械加工时切削状态极不平稳,属于机械加工困难的材料。
热处理工艺对高铬铸铁组织和性能的影响
内蒙古工业大学学报JOURNAL OF INNER MONGOLIA第24卷 第3期UNIVERSITY OF T ECHNOLOGY Vol.24No.32005 文章编号:1001-5167(2005)03-0201-03热处理工艺对高铬铸铁组织和性能的影响X燕来生(内蒙古工业大学材料科学与工程学院,呼和浩特010051)摘要:本文研究了不同热处理工艺对高铬铸铁组织、力学性能和耐磨性的影响.结果表明,在980℃淬火,450℃回火,高铬铸铁具有优异的力学性能和耐磨性.关键词:高铬铸铁;热处理;耐磨性中图分类号:T G156.34 文献标识码:A0 引 言 近年来,由于水泥、冶金、电力工业的迅速发展,对耐磨材料的数量和质量的要求不断提高.高铬白口铸铁作为耐磨材料应用较为广泛,力学性能较好.但随着对水泥粒度要求的提高,小尺寸的磨球和磨柱的用量增加,对韧性和耐磨性要求越来越高.但在铸态下高铬白口铸铁硬度偏低,韧性较差,冲击韧度≤3~5J/cm2,磨球和磨柱的硬度为HRC50~52,耐磨性不足,出现磨偏现象,并且使水泥的含铁量增加.目前,国内外的研究者应用各种手段力图通过改变碳化物的形态及分布以达到改善力学性能的目的,获得一定效果〔1,2〕.但主要的问题是在各种服役条件下,耐磨性和韧性不能达到很好的配合.为此,通过对高铬白口铸铁进行热处理,在改善碳化物形态的同时,细化基体组织,以达到在提高硬度、保证耐磨性的前提下,改善韧性的目的.1 试验方法 实验用材料为配制的高铬铸铁,用20kg的酸性高频电炉熔炼,浇注成20mm×20mm×110mm无缺口的冲击试样;Á15mm×20mm的磨粒磨损试样,试样的化学成分(wt%)为:2.84C,11.70Cr,1. 30Si,0.55Mn,0.068S,0.129P.试样经不同工艺热处理后,用JB30A型冲击试验机测试冲击值,在PW-1型磨损试验机上进行磨损试验,用Neophot型卧式显微镜分析显微组织,在洛氏硬度计上测各种状态下的硬度.2 试验结果及分析2.1 热处理工艺对组织和力学性能的影响为了得到马氏体和要求的硬度,经试验选用980℃加热油淬为好,过高的淬火温度会使奥氏体的稳定性提高而增加残余奥氏体的含量.淬火后,经不同温度回火,测得回火温度与硬度、冲击韧度的关系见图1,由图1a可知,当回火温度低于450℃时,硬度变化平缓,表明在这一温度区间回火时,发生了马氏体分解,铬的碳化物的析出,残余奥氏体的分解较少.当回火温度超过450℃时,硬度急剧下降.X收稿日期:2005-03-23作者简介:燕来生(1945~),男,教授,内蒙古呼和浩特市人,主要从事化学热处理方面的研究工作.图1 回火温度对硬度和a k 的影响 由图1b 可知,当回火温度低于450℃时,随回火温度升高,由于马氏体分解和碳化物析出的程度增加,内应力减少,使a k 值增加,当回火温度高于450℃时,随回火温度升高,残余奥氏体急剧下降〔3〕,逐渐分解彻底,因此在高于450℃时,使a k 值下降.图2为铸态组织,碳化物呈粗条状和网络状.图3为淬火回火后的组织,图3与图2对比,共晶碳化物明显减少,分布均匀.由于马氏体的分解,基体内有大量弥散分布的颗粒状碳化物析出.共晶碳化物的形貌发生了变化.网络状和条状碳化物破断,尖角变圆.这是由于淬火加热到较高温度,奥氏体溶解碳和图2 高铬铸铁铸态组织×400合金元素的能力增加,二次碳化物大量溶解,共晶碳化物部分溶解.碳化物厚度不均,曲率不同,与碳化物尖角毗邻的奥氏体碳浓度较高,与碳化物平直毗邻的奥氏体含碳量较低,从而引起碳的扩散,致使碳化物尖角溶解、平面析出而趋于圆滑.450℃回火后组织较细,碳化物形貌较好,这对改善韧性具有重要的作用.高于450℃时,发生了碳化物的聚集粗化,因此,在450℃回火时,出现a k 的峰值.a )200℃b)300℃c)450℃图3 不同温度回火后的组织×4002.2 热处理工艺对耐磨性的影响 将高铬铸铁试样在磨粒磨损试验机上进行了4h 磨损试验,结果如图4所示.由图可见,随回火温度升高,失重减少,在450℃时,失重最少,高于450℃,失重增加.这是由于高铬铸铁的组织是由韧性的基体和硬质点组成,硬质点突出工作表面,承担着主要的抵抗磨损的任务,基体组织则对硬质点提供支撑和保护.因此,基体的硬度和强度对高铬铸铁组织的耐磨性具有重要作用.在低于450℃时,由于马氏体的分解,基体内有大量弥散分布的颗粒状碳化物析出,强度和硬度较高,使耐磨性提图4 回火温度对耐磨性的影响高.在高于450℃时,A 相发生回复再结晶,碳化物聚集长大,基体强度硬度下降,耐磨性降低.450℃回202内蒙古工业大学学报2005年火时,基体硬度在60HRC 附近,达到了强度与塑性韧度的最佳配合〔4〕,支撑和保护了硬质点碳化物,达到了耐磨性的峰值.铸态下的耐磨性较差.2.3 生产中应用内蒙古乌审旗耐磨材料厂生产的Á60mm 的磨球和Á15mm ×20mm 的柱体,应用该工艺处理,在西部某水泥厂进行了装机试验取得了较好的效果,耐磨性和韧性配合较好,原来铸态下使用寿命为20d .经980℃淬火,450℃回火后,使用寿命达到三个月,使用寿命为铸态的4倍,未出现磨偏和碎裂现象.3 结 论3.1 高铬铸铁经热处理后,改善了基体的组织和碳化物的形貌,提高了高铬铸铁的强韧性和耐磨性.3.2 高铬铸铁经980℃淬火,450℃回火后,冲击韧度与耐磨性达到了较好的配合,满足了磨球和柱体对冲击韧度与耐磨性的要求,使用寿命为铸态4倍.参考文献:[1] 苏应龙,张学昆.高铬抗磨铸铁韧性的提高[J ].现代铸铁,2000(4):56~59.[2] 随福楼,于淑敏.低合金白口铸铁的强韧化研究[J ].材料热处理学报,2001,(2):66~69.[3] 符寒光.回火工艺对高铬铸铁组织和性能的影响[J].金属热处理,1994,(12):7~9.[4] 燕来生.提高渗碳钢多冲接触疲劳抗力的研究[J].金属热处理学报,2000,21(4):52~56.EFFECT S OF DIFFERENT HEAT T REATMENT PROCESSESON STRU CTURE AND PROPERT IESOF RICH CHROMIUM CAST IRONYAN Lai -sheng(School of Materia ls Science and E ngineering ,I nner Mongolia Univer sity o f Technology ,H uhhot 010051,PRC ) Abstr act :A study is made on the effects of different heat treatment pr ocesses on the structure,mechanical properties and wear resistance of the rich chromium cast iron.Result show that,after quenching at 980℃and tempering at 450℃,the rich chr omium cast iron exhibits excellent mechanical pr operties and wear resistance.Keywords :rich chromium cast iron;heat tr eatment;wear resistance 203第3期燕来生 热处理工艺对高铬铸铁组织和性能的影响。
高铬铸铁亚临界热处理及其应用
万方数据
万方数据
高铬铸铁亚临界热处理及其应用
作者: 作者单位:
刊名: 英文刊名: 年,卷(期): 被引用次数:
甘晓晔, 马艳萍 甘晓晔(辽宁科技学院科技产业处,辽宁,本溪117022), 马艳萍(辽宁科技学院机械工程系 ,辽宁,本溪,117022)
辽宁科技学院学报 JOURNAL OF LIAONING INSTITUTE OF SCIENCE AND TECHNOLOGY 2008,10(2) 2次
0.5—1.OCu、O.06S、O.10P、微量稀土RE。 炉料选用本溪生铁(Z18)、高碳铬铁、钼铁(55%Mo)、
收稿日期:2008—04—26 作者简介:甘晓华(1963一)女,湖北十堰人,辽宁科技学院, 教授,硕士研究生。
锰铁(65%Mn)、电解铜板及废钢等。采用150k中频感应 炉熔炼,纯铝炉内终脱氧,出炉温度控制在1500℃左右。用 稀土合金进行变质处理,浇注温度1350一1380℃,浇注速度 控制在1.8—2.2kg/s,砂型铸造。采用高温出炉,低温浇注 的原则可以减少气孔、夹渣和裂纹,防止冷隔和夹层缺陷,并 可获得细晶粒铸态组织。高铬白口铸铁铸态组织如图l所示。
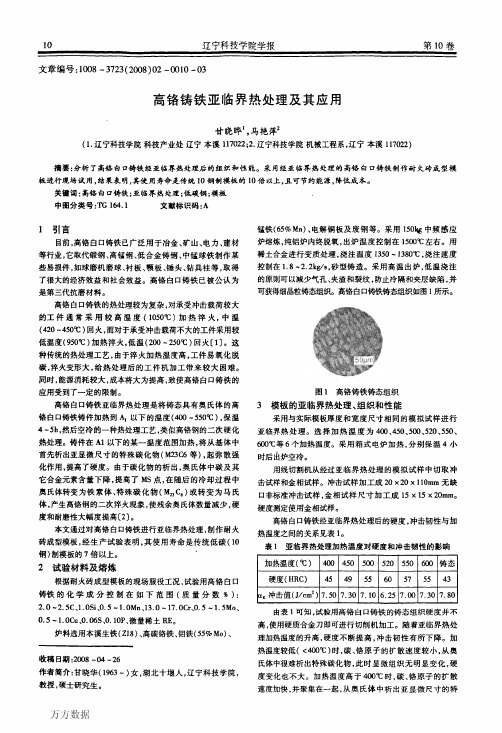
层浅,表面至心部硬度降低很快(距表面1.5mm处的硬度已
降至30HRC以下),其表层一经磨损,模板的耐磨性就会急
剧降低。
高铬白口铸铁模板表面硬度高,且分布均匀,均为
59—61HRc,从而保证了模板工作面各处磨损同步,避免凹
坑出现,使模板寿命提高。
∞ HRC
铸铁
50
柏
30 20
lO
图5 高铬铸铁模板和10钢制模板表面至心部硬度分布 5结论
现选用高铬白口铸铁,按照上述方法熔铸和进行亚临界 热处理(520℃×4h),制作9套模板,投入生产使用。9套模 板分成三组(每组三套),分别在不同压力机上进行压砖试 验。第1组模板平均使用寿命为30254块/套,第2组模板 平均使用寿命为30132块/套,第3组模板平均寿命为31045 块/套。结果表明,与传统的低碳钢(10钢)制模板使用寿命 2000~4000块/套相比,高铬白口铸铁模板的使用寿命是10 钢制模板的7倍以上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不同处理态高铬铸铁的组织与性能①徐国富,尹志民(中南工业大学材料科学与工程系,湖南长沙410083)摘 要:借助X射线仪、金相显微镜、扫描电镜及硬度仪等,研究了不同处理态高铬铸铁的组织与性能。
结果表明:高铬铸铁的性能与不同状态下的组织结构具有良好的对应关系;中温短时回火可改善材料的使用性能。
关键词:高铬铸铁;组织与性能;合金淬火 磨损是造成机械零件失效的主要原因之一。
统计资料表明:在失效的机械零件中,大约有75%~80%是属于磨损。
供给机器的能量大约有30%~50%消耗于摩擦和磨损过程中[1]。
仅对我国冶金、煤炭、电力、建筑材料、农机等5个部门的不完全统计,金属件在与砂土、矿石、水泥相接触过程中被磨损的钢材量就在100万t以上,再考虑因更换设备而降低的生产效率,1年所浪费的资金估计可高达30亿元[2]。
因此,研究磨损机理及研制抗磨材料在国民经济上具有很重要的意义。
高铬铸铁是目前应用比较普遍的抗磨材料,它在不同的热处理态下,组织结构不同,因而其性能也有不同。
而热处理一般只改变基体的组织和结构,对碳化物的影响不大。
因此,本文研究的重点就放在基体组织与性能的关系上,同时,对合金淬火后的回火制度进行了摸索。
1 材料与实验方法111 试验用合金的化学成分试验用合金的化学成分为:w(C)=216%~219%;w(Cr)=18%~21%;w(P)<0106%;w(Mn)= 015%~115%;w(M o)=114%~210%;w(S)< 0105%;w(Cu)=015%~112%;w(Si)≤110%112 试验用合金的处理工艺1)铸态样。
采用湿型砂铸造,未做任何后期处理。
2)退火态样品。
样品随炉升温至于930℃,保温4h,随炉冷却。
3)淬火态样品。
960℃×3h退火,然后出炉用强风冷却。
4)回火态样品。
将淬火处理后的样品在箱式电阻炉内加热至300℃,分别保温015,1,115,2,215,3, 4,6,8,10h,然后空冷至室温。
113 试验用合金的性能测试1)冲击韧性。
将样品线切割成10mm×10mm×60mm,然后在国产JB—5型摆锤式冲击试验机上用3 kg摆锤测试试样的αk值。
2)硬度。
在国产HW—18715型布洛维三用硬度计上测定宏观硬度;在苏联产ПМТ—3型显微硬度计上测定显微硬度。
114 合金显微组织的观察与分析1)金相分析。
将经4%硝酸酒精溶液侵蚀过的样品在德国产NE OPH OT—21大型卧式金相显微镜上进行全面的观察、分析和摄影。
2)物相分析。
用X射线衍射仪测定不同处理态样品的物相。
3)用SE M观察断口形貌。
将退火态、淬火态、回火态(300℃×1h)的冲击断口用“HIT ACHI”X—650型扫描电镜进行形貌观察和分析。
2 实验结果与分析讨论211 X射线衍射图谱及分析图1是各种状态样品的XRD图谱。
从图中可以图1 高铬铸铁不同状态试样的XRD图谱第20卷第1期2000年3月矿 冶 工 程MINING AN D META LLURGICA L ENGINEERINGV ol.20№1M arch2000①收稿日期:1999207220 第一作者 男 工程师 硕士看出:不同状态的样品其衍射峰有明显的差异,说明它们所含的物相有差异;退火态和回火态样品的衍射峰较尖,且又高又窄,而铸态和淬火态样品的衍射峰较宽、较低、较钝,还有宽化现象。
这是由于晶格畸变引起的。
因为合金在铸态时,其内部受到铸造时热应力的影响,导致晶格发生畸变;合金在淬火态时,基体组织由奥氏体转变为马氏体,产生了相变应力,从而导致晶格畸变发生。
而退火态和回火态样品都经过各自的热处理,可在一定程度上消除内应力,从而减小晶格畸变,使衍射峰的宽化现象减少或消失。
通过各种状态试样的XRD峰与标准PDF卡片对照可知:①铸态样的相主要为奥氏体(γ2Fe)及M7C3型碳化物;②退火态样的相主要为珠光体(Fe3C+α2Fe)及M7C3型碳化物;③淬火态样中的主要相为马氏体(过饱和的α2Fe)及(Cr,Fe)7C3型碳化物;④回火态样中的主要相为回火马氏体(α2Fe)及M7C3型碳化物。
212 试验用合金的硬度将960℃×3h保温后强风淬的样品,在300℃的箱式电阻炉内保温不同时间后空冷,其硬度值见表1。
表1 试验用合金不同回火时间下的洛氏硬度值回火时间/h00.51 1.52 2.5346810硬度值/HRC6062.563.563.462.563.56363.162.561.561从表1可以看出:随回火时间的增加硬度有所上升,约1h后出现峰值(HRC为6315),随后略显下降趋势。
从整体来看,其硬度的变化不大,可近似的认为硬度随回火时间的延长没有明显的变化。
而淬火态样品与回火1h后的样品硬度差值明显(ΔHRC为315)。
由此说明回火处理对高铬铸铁的硬度产生了一定的影响。
其主要原因是:由于试验用合金的合金元素含量较高(达25%左右),碳当量较大,因此伴随淬火过程马氏体的生成,必然会有奥氏体未能完全转变成马氏体而残留下来,在回火过程中,这部分残余奥氏体转变为高强的回火马氏体,从而使合金的硬度升高。
随着回火时间进一步延长,这种转变逐渐变缓,而过饱和的α2Fe逐渐趋于稳定,其原子错排度(晶格畸变)减小,从而使合金硬度降低。
表2为试验不同处理状态下的硬度对照表。
由表2可知:当合金的基体组织不同时,高铬铸铁的宏观硬度有较大的差异。
当合金的基体为马氏体时(淬火态和回火态),其硬度最高,而当基体为珠光体时退火态硬度最低,铸态合金的硬度居中。
表2 不同处理态下高铬铸铁的硬度值样品处理状态宏观硬度值/HRC基体的显微维氏硬度值/H V 铸态45335退火态28325淬火态60660回火态(1h)63.5625213 实验合金的冲击韧性与分析表3是不同处理态高铬铸铁的冲击韧性αk值。
从表中可以看出,不同状态的αk值是有差异的,回火态的最高,铸态次之,淬火态最低。
表3 不同处理态高铬铸铁的冲击韧性值状态铸态淬火态回火态冲击韧性αk(J/cm2) 6.25 5.92 6.78冲击韧性值的大小是评判材料优劣的主要指标,它反应材料冲击吸收功的大小。
从试验结果看:①淬火态样品的αk值较铸态有所降低,这是因为铸态样的奥氏体基体较淬火态的马氏体具有更高的塑性变形能,裂纹穿过奥氏体比穿过马氏体需要克服更大的阻力,相应地奥氏体的冲击吸收功就会比马氏体要大,而在高铬铸铁断裂过程中,基体组织的主要作用是阻止裂纹从一个碳化物粒子向另一个碳化物粒子扩展[4]。
②回火态与淬火态相比αk值有了较大幅度的提高,这可能是由于两种状态下试样内部的应力状态不同引起的。
淬火态试样的基体发生了奥氏体向马氏体的转变,其内部存在较大的相应应力,促进了微裂纹的产生,而回火态的样品,由于马氏体由过饱和向接近饱和转变,应力水平降低,减少了应力集中,使微裂纹减少,从而提高了αk值。
因此,仅从冲击韧性的角度考虑,回火态的高铬铸铁具有最佳的冲击韧性值,可以抵抗生产使用过程中的冲击,延长工件的使用寿命。
214 实验合金的金相组织观察与分析从铸态、退火态、淬火态、回火态(1h)样品的金相组织。
可以看出,在不同热处理态下高铬铸铁的共晶碳化物的组织形貌没有大的改变,说明热处理对高铬铸铁组织中的碳化物影响不大,主要是改变其基体组织。
215 实验合金的冲击断口SEM观察与分析图2为不同处理态高铬铸铁冲击断口的SE M形貌像。
从图2可以看出:①材料的状态不同,其冲击断口形貌差异明显。
②淬火态及回火态的裂纹较平56第1期徐国富等:不同处理态高铬铸铁的组织与性能图2 不同处理态高铬铸铁冲击断口的SEM照片×3000(a)铸态;(b)淬火态;(c)回火态直,且断裂单元与铸态相比出现了粗化现象,说明其塑性不及铸态试样。
(3)3种状态的冲击断裂都具有解理断裂和韧性断裂的特征。
3 结 论1)不同处理态高铬铸铁组织都含有(Fe,Cr)7C3型粗块状共晶碳化物,但基体组织结构不同:铸态的基体为奥氏体,退火态的基体为珠光体,淬火态为马氏体+残余奥氏体,回火态的为回火马氏体+残余奥氏体。
2)高铬铸铁的性能变化与显微组织的演变密切相关。
3)回火处理可改善高铬铸铁的使用性能,短时中温(1h,300℃)回火是Cu50Cr50合金的最佳回火工艺。
参考文献[1] 郝石坚.高铬耐磨铸铁.北京:煤炭工业出版社,1993:230[2] 周庆德,饶启昌,苏俊义.铬系抗磨铸铁(论文汇编).西安:西安交大出版社,1987:3[3] Bereza J M.The British F oundryman,1981,10:205[4] Sane I R.M etals T echnology,1979,11:412[5] 翟启志.铸铁物理冶金理论与应用.北京:冶金工业出版社,199517[6] 符寒光.现代铸造,1994,1:10Microstructure and Properties of H igh Chromium C astIron in Different T reatment StatesX U Cuo2fu,YI N Zhi2min(Department o f Materials Science and Engineering,Central South Univer sity o f Technology410083,China)Abstract:The microstructure and properties of high chromium cast iron in different treatment states are studied by use of mea2 surement technologies,such as XRD,OM,SE M and Hardness test.Experimental results show that materials with different m orphology and structure have different performance and short2time and middle2tem perature tem pering can im prove the materi2 als’service performance.K ey w ords:high chromium cast iron;microstructure and property;alloy quenching66矿 冶 工 程第20卷。