微电机制造工艺
电机制造工艺学
三、电机工艺规程的制订原则 电机的制造过程一般包括生产准备(如原材料的运输和保管 等),毛坯制造、机械加工、铁心制造,绕组制造,装配,检 试、油漆和包装等几个过程。这种将原材料变为产品的全过 程,称为生产过程。 在生产过程中,凡是改变生产对象的形状、尺寸、相互位 置和性质等,使其成为成品或半成品的过程,称为工艺过 程。其余过程则称为辅助过程,例如运输,保管、设备维 修,动力供应等。
④ 对带有绝缘材料的部件,如定子、转子,换向 器和集电环等,机械加工时,使用切削掖,又要防 止切屑损伤绝缘材料。 ⑤ 对于导磁零部件,切削应力不应过大,以免降 低导磁性能和增大铁耗。 ⑥ 对于叠片铁心,机械加工时应防止倒齿。根据 电机的电磁性能要求,定子铁心内圆应尽量避免机 械加工。
第二节 保证异步电机定子同轴度的几个工艺方案
机座与端盖的配合面称为止口,在电机结构上有内止口 和外止口两种。若机座止口面为内圆的,称为内止口, 若机座止口面为外圆的,称为外止口
二、电机的生产类型 电机的生产类型对制造工艺影响很大。按照一种电机年产 量的多少,可分为单件生产,成批生产和大量屯产三种类型。 单件生产:年产量只有一台或几台。制造以后便不再重复 生产,或者即使再生产,也是不定期的。例如大电机制造、 新产品试制等都是属于单件生产的。 成批生产,年产量较大且成批地制造,每隔一定时间重复 生产。成批生产是电机制造中最常见的生产类型。按照产品 结构的复杂程度和年产量的多少,成批生产又可分为小批量 生产、中批量生产和大批量生产三种。小批量生产的工艺情 况类似单件生产,大批量生产的工艺情况类似大量生产。 大量生产:年产量很大,大多数生产地点经常用固定的工 艺进行生产。
二、公差、配合与表面粗精度 零部件机械加工的质量是以尺寸精度,形状精度、 位置精度和表面粗糙度衡量的。公差的数值依据基本 尺寸和精度等级而定。电机零部件的尺寸精度一股为 IT6一IT11。 零部件之间配合的性质随使用要求不同而异。在电机 中间隙配合,过渡配合和过盈配合都有采用。例如, 小型异步电动机中,轴承盖与轴的配合为间隙配合, 端盖与机座止口的配合为过渡配合,转子铁心与轴的 配合为过盈配合。
微电机生产工艺
微电机生产工艺
微电机生产工艺是指将原材料经过一系列的工艺流程和生产操作,最终制造出符合要求的微电机产品的过程。
下面将介绍一个常用的微电机生产工艺流程。
1. 原材料准备:根据产品要求,准备合适的原材料,通常包括导线、铁芯、绝缘材料等。
2. 铁芯制备:将铁芯材料经过裁剪、加工成合适的形状和尺寸。
铁芯是微电机的重要组成部分,对电机的性能和效率影响较大。
3. 绕线:使用导线将绕组绕制在铁芯上。
绕组是微电机的关键部件,它通过通电和产生磁场来产生电力。
4. 绝缘处理:在绕组上涂覆绝缘漆,以提高绕组的绝缘性能,防止短路和电击。
5. 焊接和组装:将绕组与其他零部件进行焊接和组装。
这包括定子、转子、轴等部件的安装和固定。
6. 平衡和校准:对微电机进行平衡处理,以减小振动和噪音。
同时对微电机的性能参数进行校准,保证产品符合要求。
7. 测试和调试:对生产出的微电机进行各项性能测试和调试,确保产品的质量和性能达到标准要求。
8. 包装和出厂:将合格的微电机进行包装和标识,准备出厂销
售。
在微电机生产过程中,还需要进行质量控制和管理。
包括原材料的入库检验,生产过程中的检测和监控,以及最终的产品检验和质量保证。
此外,还需要进行生产计划和进度控制,以保证生产的效率和质量。
以上是一个简单的微电机生产工艺流程,实际的生产过程可能根据产品的不同而有所差异。
随着技术的不断发展,微电机的生产工艺也在不断改进和更新,以提高产品的性能和质量。
fdm和mem工艺原理

fdm和mem工艺原理一、FDM工艺原理FDM工艺(Fused Deposition Modeling)即熔融沉积成型,在3D打印领域广泛应用。
该工艺主要通过加热熔融的热塑性聚合物,将其喷射到工作平台上,根据预设轨迹进行控制,逐层堆积形成三维实体。
1.加热喷嘴FDM工艺最基本的组成部分是加热喷嘴,其主要作用是将热塑性聚合物加热至一定温度,使其熔化,便于喷射。
加热喷嘴还需要能够准确的控制喷射的速度和位置,以实现对打印模型的精细控制。
2.热床热床是FDM工艺中的另一个重要部分,其主要作用是加热打印的工作平台,以减少模型变形或撕裂的风险。
热床的加热方式通常是通过加热丝、加热板或者PID温控系统进行。
3.打印材料FDM工艺使用的打印材料主要是热塑性聚合物,如ABS、PLA、PETG等。
它们通过在加热喷嘴中熔化,然后被逐层堆积到工作平台上进行打印。
4.逐层堆积FDM工艺最为独特的部分就是逐层堆积的过程。
当打印机将喷嘴移动到工作平台的特定位置时,聚合物被加热喷嘴熔化,然后通过石英管和挤出机喷出,逐层堆积成模型。
MEM工艺(Micro-Electromechanical Systems)即微电子机械系统,是一种通过微纳加工技术制造微小机械结构的技术。
MEM工艺可以制造出很小的元件,比如传感器、阀门、显示器等,应用非常广泛。
1.微电子技术微电子技术是MEM工艺的核心技术之一,其主要用于制造微小的电路、传感器和集成电路等。
它的制造工艺一般分为晶圆制造、微影制造、刻蚀、沉积、半导体器件制造等环节。
2.微加工技术MEM工艺中的微加工技术包括激光加工、电化学加工、微切削、离子束刻蚀等。
这些技术一般都能够对材料进行较为精确的加工处理,以满足微小结构的制造需求。
3.微纳米制造微纳米制造是MEM技术的重要内容,其主要包括微型器件的设计、制造和组装等过程。
制造微米级物体需要高分辨率的制造设备,并且需要具备高度的精度和可靠性。
4.微机械结构MEM工艺可以制造各种微型机械结构,如微型电机、微型阀门、微型传感器等。
微电机定、转子冲片制造新工艺
LICh n — a H E Yo g J n , W ANG n e g k i, n —u Ho g
( . u in Colg fI f r ain Te h oo y H u in 2 3 0 , Ch n ; 1 H aa l eo n o m to c n lg , e aa 2 0 1 ia
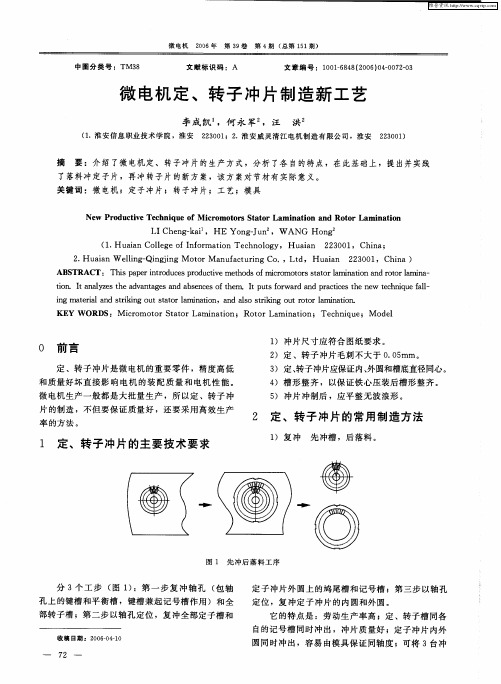
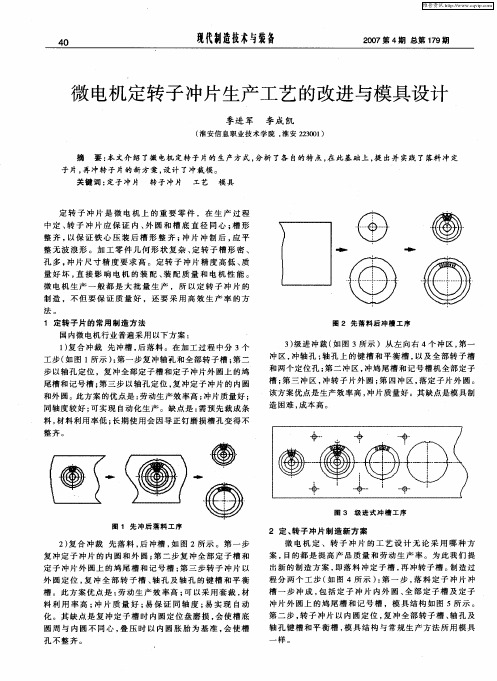
1 复冲 ) 先 冲槽 ,后 落料 。
1 定 、转 子 冲 片 的主 要技 术 要 求
-
图 1 先 冲 后 落 料 工 序
分 3个 工 步 ( 1 :第 一 步 复 冲 轴 孔 ( 轴 图 ) 包
孔 上 的键槽 和平 衡槽 ,键槽兼 起 记号槽 作用 ) 和全
定 子 冲 片外 圆上 的鸠尾 槽 和记号 槽 ;第三 步 以轴 孔 定位 ,复 冲定 子 冲片 的 内圆和外 圆 。 它 的特 点是 :劳动 生产 率高 ;定 、转子槽 同各 自的记 号槽 同时 冲 出 ,冲片 质量好 ;定 子冲 片 内外 圆同时 冲 出 ,容 易 由模具 保证 同轴 度 ;可将 3台冲
和 质量好 坏直 接 影 响 电机 的装 配 质 量 和 电机 性 能 。
微 电机 生产一 般都 是 大批量 生产 ,所 以定 、转 子 冲 片 的制 造 ,不但 要保证 质量 好 ,还 要采用 高效 生产
率 的方 法 。
5 冲 片冲制 后 ,应平 整无 波浪 形 。 )
2 定 、转 子 冲 片 的 常 用 制造 方法
维普资讯
微 电机
20 0 6年
第3 9卷
第 4期 ( 第 1 1期 ) 总 5
中 图 分 类 号 :TM3 8
文 献 标 识 码 :A
文章 编 号 :1 0—8 8 20 )40 7—3 0 164 (0 6 0 —0 20
微电机制造工艺
PPT文档演模板
微电机制造工艺
1.3.3 工艺方案设计分类
n a、新产品样机试制; n b、新产品小批量试制; n c、批量生产; n d、老产品改进。
ห้องสมุดไป่ตู้
PPT文档演模板
微电机制造工艺
1.3.4 工艺方案设计内容
不同类型的工艺方案其内容也是不同的, 以新产品样机试制为例说明其内容。
PPT文档演模板
微电机制造工艺
1.4.3 工艺规程编制依据
原则:即要保证产品质量,又要考虑生产成本。
n a、研究产品图纸及技术条件等资料; n b、产品类型及本厂生产条件是工艺规程制定的重要因
素之一; n c、制备毛坯及加工时应尽量考虑采用少无切削新工艺; n d、工艺过程分阶段; n e、选择合理的定位基准; n f、应考虑零部件中隐含的要求。
PPT文档演模板
微电机制造工艺
1.2 生产类型及特点
n 1.2.1 单件的批量生产
一个批次只生产几台、几十台、数百台电机。
n 1.2.2 中等批量生产
产品周期地进行成批生产。
n 1.2.3 大批量生产
同一产品,大批量、经常反复地生产。 说明:生产类型的年产量根据各企业产品具体情况而定。
PPT文档演模板
1.4 工艺规程
n 专用工艺规程 针对每一个产品和零部件所设计的工艺规程
n 通用工艺规程 为一组结构相似的零部件所设计工艺规程
n 标准工艺规程 已纳入标准的工艺规程,例如金属材料热处理 规范等
PPT文档演模板
微电机制造工艺
1.4.1 工艺规程的文件形式 及使用范围
n a、工艺过程卡,主要用于单件小批量产品; n b、工艺卡片,用于各种批量生产的产品; n c、作业指导书,用于关键件、重要件和质量
电机制造工艺

电机制造工艺电动机制造工艺是指将各种零部件组装在一起,形成完整的电动机的过程。
电机制造工艺在整个电机生产过程中起着至关重要的作用,直接影响着电机的质量和性能。
首先,电机的制造工艺开始于原材料的采购。
电机的主要材料包括铁芯、线圈、定子、转子等。
这些材料必须具备一定的导电和磁导特性,能够有效地将电能转化为机械能。
制造商需选择优质的原材料供应商,并检验原材料的质量和规格符合要求。
接下来,电机的制造工艺包括铁芯的加工。
铁芯是电机中起支撑和导磁作用的重要部件。
制造商需按照设计要求,采用合适的工艺对铁芯进行剪裁、成型、冲压等加工步骤,以确保铁芯的质量和尺寸的准确性。
电机的线圈制造也是电机制造工艺的重要环节。
线圈是电机中负责传输电能的部分,其质量直接关系到电机的效率和稳定性。
制造商需选择合适的线材,采用专业的绕线工艺,将线圈缠绕成需要的形状,并确保线圈的电气性能符合设计要求。
此外,定子和转子的制造也是电机制造工艺的重要步骤。
定子是电机的静止部分,转子是电机的旋转部分。
制造商需根据设计要求,选择合适的材料,采用合适的工艺对定子和转子进行加工和制造,以确保定子和转子的质量和尺寸符合要求。
最后,电机的组装是电机制造工艺的最后一步。
制造商需根据设计图纸,将铁芯、线圈、定子、转子等部件组装在一起,并进行必要的调试和测试,以确保电机的正常运转和性能可靠。
总的来说,电机制造工艺是一个复杂而精细的过程,要求制造商具备专业的知识和技术,严格遵循工艺流程和标准,以确保制造出优质的电机产品。
只有通过良好的制造工艺,才能生产出具备高效率、稳定性和可靠性的电机产品。
电机制造工艺是一个复杂而严谨的过程,需要制造商具备丰富的经验和高超的技术。
在电机制造工艺中,还包括了许多其他重要的环节,例如磁体的装配、电机的绝缘处理、电机的热处理等。
磁体是电机中具有产生磁场的重要部分,它对电机的工作效率和性能起着重要的影响。
制造商需要使用专业的设备和工艺,将磁体按照设计要求进行精确的装配,确保其位置准确、相互间隔适当。
微电机定转子冲片生产工艺的改进与模具设计
_ ■・
@- 一 ◎
- ■-
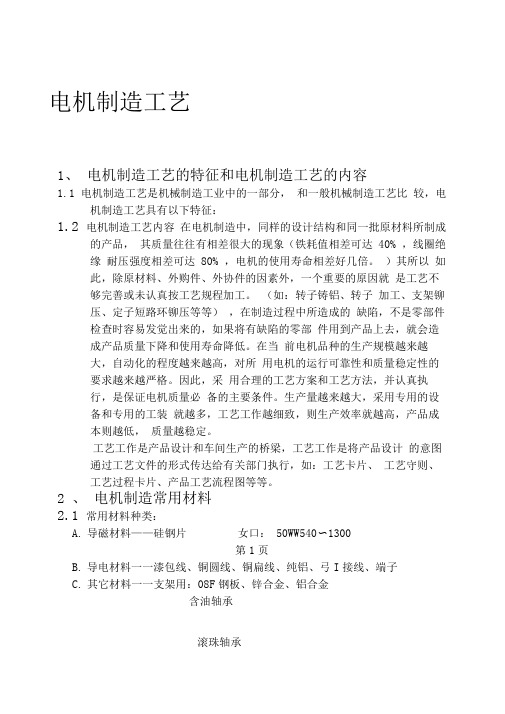
微 电 机 生产 一 般 都 是 大 批 量 生 产 ,所 以定 转 子 冲 片 的 制 造 ,不 但 要 保 证 质 量 好 , 还 要 采 用 高 效 生 产 率 的方
造 困难 , 本高 。 成
料 , 料利 用 率 低 ; 材 长期 使 用 会 因导 正 钉磨 损 槽 孔 变 得不
整齐。
- ■■
图 3 级 进 式 冲 槽 工 序
图 1 先 冲后 落料 工 序
2 定 、 子 冲片 制造 新 方 案 转
2 复 合 冲 裁 先 落 料 , 冲槽 , 图 2所 示 。第 一 步 ) 后 如 复 冲 定 子 冲 片 的 内 圆和 外 圆 ; 二 步 复 冲全 部 定 子 槽 和 第 定 子 冲片 外 圆上 的鸠 尾 槽 和记 号 槽 ; 三 步转 子 冲 片 以 第 外 圆定 位 , 冲 全 部 转 子 槽 、 孔 及 轴 孔 的键 槽 和 平 衡 复 轴 槽 。 此方 案优 点 是 : 动 生 产 效 率 高 ; 以采 用 套 裁 , 劳 可 材 料 利 用 率 高 ; 片 质 量 好 ; 保 证 同 轴 度 ; 实 现 自动 冲 易 易 化 。 其 缺 点 是 复 冲 定 子 槽 时 内 圆 定 位 盘 磨 损 , 使 槽 底 会 圆周 与 内圆 不 同 心 , 压 时 以 内圆 胀 胎 为 基 准 , 使 槽 叠 会
满 足技 术 要 求 , 高 生 产 率 , 们 在 微 电 机 定 、 子 冲 片 提 我 转
冲 片 外 圆上 的鸠 尾 槽 和记 号槽 ,模 具 结 构 如 图 5所 示 。
电机制造工艺
电机制造工艺1、电机制造工艺的特征和电机制造工艺的内容1.1 电机制造工艺是机械制造工业中的一部分,和一般机械制造工艺比较,电机制造工艺具有以下特征:1.2 电机制造工艺内容在电机制造中,同样的设计结构和同一批原材料所制成的产品,其质量往往有相差很大的现象(铁耗值相差可达40% ,线圈绝缘耐压强度相差可达80% ,电机的使用寿命相差好几倍。
)其所以如此,除原材料、外购件、外协件的因素外,一个重要的原因就是工艺不够完善或未认真按工艺规程加工。
(如:转子铸铝、转子加工、支架铆压、定子短路环铆压等等),在制造过程中所造成的缺陷,不是零部件检查时容易发觉出来的,如果将有缺陷的零部件用到产品上去,就会造成产品质量下降和使用寿命降低。
在当前电机品种的生产规模越来越大,自动化的程度越来越高,对所用电机的运行可靠性和质量稳定性的要求越来越严格。
因此,采用合理的工艺方案和工艺方法,并认真执行,是保证电机质量必备的主要条件。
生产量越来越大,采用专用的设备和专用的工装就越多,工艺工作越细致,则生产效率就越高,产品成本则越低,质量越稳定。
工艺工作是产品设计和车间生产的桥梁,工艺工作是将产品设计的意图通过工艺文件的形式传达给有关部门执行,如:工艺卡片、工艺守则、工艺过程卡片、产品工艺流程图等等。
2 、电机制造常用材料2.1 常用材料种类:A.导磁材料——硅钢片女口:50WW540〜1300第1页B.导电材料一一漆包线、铜圆线、铜扁线、纯铝、弓I接线、端子C.其它材料一一支架用:08F钢板、锌合金、铝合金含油轴承滚珠轴承弹片:0Cr18Ni9主轴:GCr15 、45 、1Cr18Ni9Ti 、2Cr13 、3Cr13 等钼尼龙、塑料、绝缘材料等2.2 导磁材料:A.无论直流或交流电机都是在磁场和电流的共同作用下工作的;B.直流电机中,磁场是恒定不变的;交流电机中,磁场是交变的,不固定的;C.在电机中,磁场的形成有二种基本形式:永久磁铁形成的恒定磁场和电磁铁形成的非交变或交变的磁场;D.当导体中有电流通过时,在导体周围就有磁场产生,当导体中电流方向改变时,其磁场也相应改变,通电导体所产生的磁场称为感应磁场,这种现象称为电磁感应现象;如下图:(可用右手螺旋法则判定感应磁场的方向)E.通电导体产生磁场的强弱直接与通过导体的电流强度有关,还与通电导体周围的导磁介质有关,在电流不变的情况下:通电导体周围都是空气——磁场很弱,导磁能力低,导磁系数小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
以永磁直流和无刷直流电机为主
1 微电机制造工艺概论
1.1 制造工艺的特点
1.1.1 微电机大小、精度要求、生产批量差别较大; 1.1.2 制造工艺涉及的专业很广泛; 1.1.3 大量使用工装模具,向少无切削方向发展; 1.1.4 在批量生产中,自动化程度越来越高。
1.2 生产类型及特点
控制点的工序; d、工艺守则,某一专业应共同遵守的操作要
求,如金属材料热处理规范等; e、毛坯图; f、工艺附图,常与a、b项配合使用。
1.4.2 工艺规程的特点
多样性 因批量大小、生产厂家、加工设备和设 计人员的不同而不同。
合理的工艺规程才是好的工艺规程 并不是越先进越好。
1.4.3 工艺规程编制依据
注意应有粗、精加工之分。 铸造成形:注意机加工前需退火处理。
例:机壳零件图及工艺
A2.2Biblioteka 转轴轴是电机的重要零件之一 对轴的要求: 有是足够的强度和刚度; 合理的尺寸精度和形位公差; 轴的结构尽量合理,如台阶尽量少。
2.2.1 轴的结构形式
a、光轴(无台阶轴)
光轴生产效率很高,适合于批量生产。光轴又可分为: 全光轴、压筋光轴、滚花光轴(用的少)。其中后两 种是在全光轴上的安装铁心段及换向器段进行压筋及 滚花。
是指导产品工艺准备工作的依据。
1.3.1 工艺方案设计原则
主要应在保证产品质量(技术指标)的 同时,充分考虑经济效益(生产周期、 成本及环保);
根据本企业的能力,积极采用先进的工 艺及工装。
1.3.2 工艺方案设计依据
a、产品图纸及有关技术文件; b、产品的生产性质及生产类型; c、本企业现有的生产条件; d、国内外同类产品的工艺技术情报; e、有关技术政策; f、企业技术领导对工艺工作的要求及有
1.2.1 单件的批量生产
一个批次只生产几台、几十台、数百台电机。
1.2.2 中等批量生产
产品周期地进行成批生产。
1.2.3 大批量生产
同一产品,大批量、经常反复地生产。 说明:生产类型的年产量根据各企业产品具体情况而定。
1.3 工艺方案
加工一个零件,或完成一个加工要 求,可以设计若干个不同的工艺过程或 工艺方法,即可以有多种工艺方案。
把一台微电机零部件的加工关 系用图表表示出来,称之。
2 机械加工
在微电机机加工中,机械加工 占有很大的比重,主要有机壳、转 轴、端盖及其他零部件加工
2.1 机壳加工
永磁直流电机的机壳一般情况 下既起支承作用,又起导磁作用, 机壳材料一般采用10#钢或20#钢 等低碳钢。
2.1.1 机壳结构
直筒式结构,即所谓的双端盖机壳; 有底结构,即所谓的单端盖结构。
加工工序:落料→卷型(铆)→焊接→整形→(退 火)
无缝钢管
切削加工主要有车机壳内孔、止口、外圆、端面, 钻孔、攻丝等。一般应分粗车和精车,并在粗精车之 间加退火。目的:提高机壳的磁性能,减少机壳变形。
2.1.3 有底结构
拉深成形:一般多用于小型机壳,效率 高,适合于批量生产。多用08钢板材。
挤压成形:效率高,适合于批量生产。 棒料加工:一般用于单件小批量生产,
1.4 工艺规程
专用工艺规程 针对每一个产品和零部件所设计的工艺规程
通用工艺规程 为一组结构相似的零部件所设计工艺规程
标准工艺规程 已纳入标准的工艺规程,例如金属材料热处理 规范等
1.4.1 工艺规程的文件形式 及使用范围
a、工艺过程卡,主要用于单件小批量产品; b、工艺卡片,用于各种批量生产的产品; c、作业指导书,用于关键件、重要件和质量
2.2.3 注意事项
a、为保证尺寸及位置精度,粗车同精车分开; b、铣键槽、铣扁时,如轴较粗时,可在精磨
后铣,这样键槽对称性好,轴细时怕变形,可 在精度前进行;
c、加工台阶轴时,一般以中心孔作为加工、 测量及设计基准,保持基准一致性。
d、为改善轴的切削性能及尺寸稳定性,应分 别在校直、粗车、半精车前后,适当车排合适 的热处理。
2.3 端盖
作用是支撑转子组件,同时保证定转子 之间的气隙及轴向间隙,是关键零件之 一。其加工工艺主要根据电机特点、批 量大小、生产模式确定。
常用加工方法:钢板拉深、铸造和型材 切削等。
有时刷架和端盖做在一起。
加工工艺特点
根据不同的毛坯加工方法,安排合适的 热处理,以消除内应力,减少变形。
关科室、车间的意见。
1.3.3 工艺方案设计分类
a、新产品样机试制; b、新产品小批量试制; c、批量生产; d、老产品改进。
1.3.4 工艺方案设计内容
不同类型的工艺方案其内容也是不同的, 以新产品样机试制为例说明其内容。
▪ a、对产品结构工艺性的评价和对工艺工作量大体估计; ▪ b、初步划分自制件和外协件; ▪ c、提出特殊设备购置和设计、改装意见; ▪ d、必备的工装的意见; ▪ e、关键零部件工艺规程设计意见; ▪ f、有关新材料、新工艺的试验意见; ▪ g、主要材料及工时的估算。
原则:即要保证产品质量,又要考虑生产成本。
a、研究产品图纸及技术条件等资料; b、产品类型及本厂生产条件是工艺规程制定的重要因
素之一; c、制备毛坯及加工时应尽量考虑采用少无切削新工艺; d、工艺过程分阶段; e、选择合理的定位基准; f、应考虑零部件中隐含的要求。
1.5 工艺规程举例--工艺路线表
下面分别针对这两种结构讨论其加工特点
2.1.2 直筒结构
a 、 毛坯 卷铆机壳:由钢板卷制焊接而成 卷焊机壳:由钢板卷制对铆而成 无缝钢管:量少时可选用标准型材,量
大时可定做管材,直接轧制成所需尺寸。
b、加工工艺
卷制机壳
卷制机壳一般用于性能要求不高的力能类直流电机, 其装配时多采用缩口或翻铆方式。
b、台阶轴
是微电机中的一种主要结构形式,一般都带中心孔, 其加工一般都以中心孔做为定位基准。
2.2.2 加工工艺
a、光轴
主要工艺过程有: 下料、较直→平端面→调质处理→(校直)→ 粗磨→精磨→(压筋)→检查等。
b、台阶轴
主要工艺过程有: 下料→平端面→打中心孔→粗车→调质处理→ 精车(半精车)→铁心、换向器段压筋(滚花) →精磨铁心段→铣键槽