回流焊温度测试作业指导书
SMT回流焊温度曲线测试操作指导书—范文

SMT回流焊温度曲线测试操作指导书一范文一、目的:用于指导回流焊温度曲线测试操作指示。
二、适用范围:适用于本公司SMT回流焊温度测试三、职责:无四、作业内容:4.1设定温度参数制程界限:4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参数及定义回流焊标准温度曲线4.1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
如图:回流焊标准测温点4.2.4 一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
回流焊接及温度曲线测试作业指导书

2.7、产品摆放时应尽量保证基板上多数小体积元件(0805以下)排列方向垂直于网带运动
方向。
2.8、焊接人员随时观察焊接结果,若焊接缺陷持续增多,应及时反馈给印刷工序以便调整
印刷参数,同时报告工艺员。
2.9、放片取片时必须戴细纱手套,垂直拿取,不得与传送带摩擦,产品从回流焊炉取出后
应小心将产品平放在转运盘中或放在产品架上,对面积大且PCB板较薄的产品,应将其
线要求,方可进行生产作业,否则应暂停作业,反馈给工艺人员处理。
1.3、若客户要求测量指定的焊接曲线,可先测量“ZH-MPCB”曲线,再测量指定曲线。
1.4、下列情况下需对炉温进行测量:
每班生产前
生产过程中对设备进行维修后,继续生产前
炉温曲线按日期保存于电脑中。
1.5、若使用的测试板改变,则标准曲线应进行更新。
2.4、操作员按要求将已贴装好的产品(PCB和厚膜)平稳地放在轨道或载带上,放板时遵
循逐次递增和递减原则进行,产品间的间隔在1CM以上,若产品放在不通透的垫板上,
则垫板间距应大于10CM。
2.5、如产品需焊接第二面时,且底面有大体积元件(如贴片铝电容、变压器、线绕电感器
等),应先点胶固定。
2.6、使用网带焊接第二面时,产品下应垫垫板,且垫板面积必须大于产品面积。
平放,自然冷却3.1、调入并运行温度曲线“ZH-MPCB”,待设备达到恒温状态后,方可开始进行测量。
3.2、将热电偶的插头按编号插入记录器的热电偶插座中。
3.3、打开温度记录器电源开关,将测试板放在回流炉的网带或轨道上。
编制 日期
审批 日期
日期
日期
作业指导书
1.4、操作时做好静电防护。
1.5、取、放片时轻拿轻放,不能与外物摩擦,产品不能叠放,并随时注意焊接质量,有异
回流焊作业指导书
制程别发行版本发行日期页数SMT A011/1
站别
6 作 业 指 导 书Standard Operation Procedure 文件编号
机种AM8726M 通用作业说明Operation Instruction
站名回焊炉
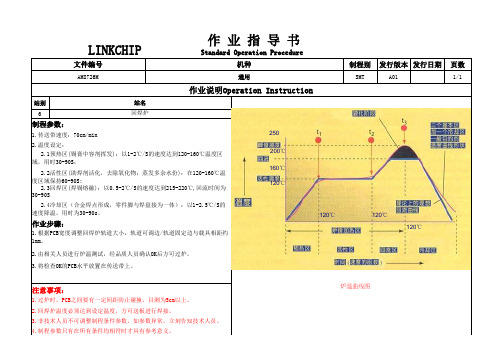
制程参数:1.传送带速度:70cm/min 2.温度设定: 2.1预热区(锡膏中容剂挥发):以1-2℃/S的速度达到120-160℃温度区域,用时30-90S;1.根据PCB宽度调整回焊炉轨道大小,轨道可调边/轨道固定边与载具相距约1mm。
2.由相关人员进行炉温测试,经品质人员确认OK后方可过炉。
3.将检查OK的PCB水平放置在传送带上。
2.2活性区(助焊剂活化,去除氧化物;蒸发多余水份):在120-160℃温度区域保持60-90S;
2.3回焊区(焊锡熔融):以0.5-2℃/S的速度达到215-220℃,回流时间为30-90S
2.4冷却区(合金焊点形成,零件脚与焊盘接为一体):以1-2.5℃/S的速度降温,用时为30-90s。
作业步骤:
3.非技术人员不可调整制程条件参数,如参数异常,立刻告知技术人员。
4.制程参数只有在所有条件均相符时才具有参考意义。
注意事项:
1.过炉时,PCB之间要有一定间距防止碰撞,目测为5cm以上。
2.回焊炉温度必须达到设定温度,方可送板进行焊接。
炉温曲线图120℃160℃
250
120℃120℃
120℃200℃。
回流焊测温作业指导
作 业 指 导 书
工程名称 版本 A 回流焊(Heller 1809)测温 修改内容 新制订
版
本
A
首版日期 页 编制 序 审核 批准 1 of 4 日期
电 子( 深 圳 )有 限 公 司
文件编号
作 业 指 导 书
工程名称 一、目的
规范和指导 SMT 回流焊的温度操作。
版
本
A
首版日期 回流焊(Heller 1809)测温 页 序 2 of 4
运行(特别注意待测温板进入第
一区域方可点击运行键)
4.或使用 JIC 专用测温仪器测量其温度
4.1 、 K 型 热 电 偶 探 测 线 头
(如图 4) ,将“+” “-”极用螺丝刀拧紧接入。
(图 4)
4.2、将测温仪接口与笔记表电脑连接起来(如图 5)
(图 5)
4.3、程序操作步骤: 1)双击笔记本 WINDOWS 窗口上的“WAVE THERMO”软件→进入“WAVE THERMO-CHARTOO.CHT”界面。 2)按键盘“Ctrl+N”一次(新建作成)→按键盘“F5” (表示设定)→点击“CO 1”→CH CO1“ ”→“K 热电偶” →“记录范围”将最高温度设为 280℃,最低温度设为 0℃ 3)以上设置表示第 1 条测温线设定成功,设置多根以上,则“点击 CO2、CO3„„”其中将每根测温线的颜色更改 项更换即可→点击“OK” ,进入准备状态 4)运行:以上工作全部准备完善后,点击测温系统界面 运行(特别注意待测温板进入第一区域方可点击运行键)
六、要求及事项: 1.当发现机器出现异常情况,如:闻到臭味、链条停止转动、机器停电、无故按动红色紧急键时,应立即通知技
术人员及时处理
SMT回流焊作业指导书(2024)
引言概述:随着电子产品的快速发展,SMT(SurfaceMountTechnology,表面贴装技术)回流焊成为了主流的焊接工艺。
为了保证焊接质量和生产效率,制定一份SMT回流焊作业指导书是必要的。
本文将详细介绍SMT回流焊作业的相关内容,包括焊接参数设置、元件选型和布局、焊接工艺流程、设备操作和维护、质量控制等五个大点,旨在提供一份全面且专业的指导,帮助操作人员正确进行SMT回流焊作业,提高生产效率和产品质量。
正文内容:一、焊接参数设置1.1温度曲线设计:根据焊接元件的特性和要求,设计适当的温度曲线,包括预热区、焊接区和冷却区,确保焊接质量。
1.2回流炉温度设定:根据焊接工艺要求设定回流炉温度,包括预热温度、焊接温度和冷却温度,确保元件的正确焊接和熔化。
1.3过渡区设置:确定预热区和焊接区之间的过渡区,控制电子元件的热冲击。
二、元件选型和布局2.1元件选型:根据焊接要求和产品设计要求,选择合适的电子元件,包括表面贴装元件(SMD)和插件元件。
2.2元件布局:根据元件的尺寸、散热要求和信号传输要求,合理安排元件在PCB(PrintedCircuitBoard,印刷电路板)上的布局,防止热点和信号干扰。
三、焊接工艺流程3.1PCB准备:清洁PCB表面,确保焊接区域无尘、无油污,并检查PCB的电气连接和机械连接是否良好。
3.2胶水和焊膏涂布:根据焊接要求,在PCB上涂布胶水和焊膏,确保元件能够正确粘贴和焊接。
3.3元件贴装:使用自动贴装机将电子元件精确地贴到PCB 上,确保位置准确和固定可靠。
3.4回流焊:将贴装好的PCB放入回流炉中进行焊接,根据设定的温度曲线加热和冷却,完成焊接过程。
3.5清洁和检查:在焊接完成后,清洁焊接区域,检查焊接质量和元件的安装效果。
四、设备操作和维护4.1回流炉操作:熟悉回流炉的操作面板和控制参数,保证回流炉的正常运行。
4.2设备维护:定期清洁回流炉内部和外部的油污和灰尘,检查并更换磨损的零部件,保证设备的可靠性和稳定性。
回流焊作业指导书

否 是
回流焊作业指导书
产品名称
通用 产品型号 通用 等级
正式
一.操作准备:
1炉温与带速设定:
热风回流 温区 1 2 3 4 5 6 7 设定值 165 160 160 165 175 200 245
风机速度:1500r/min
热风固化 温区 1 2 3 4 5 6 7 设定值 160 165 155 160 160 160 160
风机速度:1200r/min
二.操作流程
三.注意事项:
1、机器工作时UPS 应该处于常开状态。
2、随时检查链条传动是否正常,保证链条和各链轮啮合良好,无脱落、挤压、受卡现象。
3、检查链条传动的自动润滑情况,保证链条自润滑良好。
拟制 审核 批准 日期
开启总电源开关
进入主窗
面版
自动 手动
开机
曲线
调整宽度
设上下限 设定参数 温度稳定 模拟 曲线 符合要求。
回流焊炉测温作业指导书

1.目旳..PURPOSE1.1 保证机器及设备保持良好状态。
2.合用范围..SCOPE2.1 此程序合用于所有回流焊炉。
This document covers activity of all Reflow oven.3.定义..DEFINITION3.1 PCB Printed Circuit Board 印刷线路板3.2 MI Manufacturing Instruction 生产作业指导书4.参照文献..REFERENC.DOCUMENT4.1 生产作业指导书Manufacturing Instruction4.2 Profiler 温度测试仪作业指导书 (QS-JMME-114)Profiler Temperature Checker Work Instruction (QS-JMME-114)5.职责..RESPONSIBILITY5.1 工程师及技术员。
Engineer and Technician.5.1.1 当有新产品将要生产前, 必须设定回流焊炉炉温, 速度及进行测温。
When a new product before production, the Reflow oven mustbe setup temperature, speed setting and temperaturetesting.5.1.2 保证每次转变回流焊炉炉温及等待至炉温稳定后, 于1小时内执行测温。
Ensure checked temperature profile within 1 hour aftertemperature stable per change reflow temperature.6.设备及物料..EQUIPMEN.AN.MATERIAL6.1 回流焊测试仪 Profile Checker6.2 高温锡线 High Activity Type Solder Wire6.3 印刷线路板 PCB6.4 铬铁 Iron Tip7.程序..PROCEDURE7.1 回流焊温辨别预热、浸润、回焊和冷却四个部份, 详细如图1。
回流焊作业指导
回流焊作业指导
一、作业内容:
1、将回流焊的电源开关打开,电源指示灯会亮(绿色)。
打开电脑主机,
调出所需要生产的炉温,打开加热和温度循环系统。
从开机到恒温
需要20分钟,有电脑显示数据,恒温后电脑显示绿色(温度过高显
示红色,温度不够显示黄色,不同的产品都有不同的温度设置)。
注意: 不同的产品都有不同的温度设置,在生产不同产品的时候或温度不够和温度过高时请不要过PCB板(炉温不够使所生产
的产品达不到理想效果,过高会损坏元件或PCB板),以免造
成不必要的损失。
2、回流焊有自动恒温装置,炉温度达到需要生产的炉温时,炉温会处于
恒温状态(间接加热)。
3、当回流焊达到要求的温度后,再打开运输轨道和运输系统、散热系统、
制冷系统,待生产。
4、经常测回流焊的实际温度,每隔一小时到输出口检查,锡膏:焊点光
度、圆滑,连焊、虚焊、立碑。
红胶:胶水的粘贴的强度。
若有以
上不良现象,应立即分析原因,妥善处理。
二.注意事项:
(1)检验锡炉运转是否正常,锡温是否稳定。
(2)检验循环风机的速度及噪音是否正常。
(3)调整输送链宽度与PCB相适,传送速度根据材料来
调节。
三.设备维护与保养:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
七、炉温温度设定: 1、依锡膏厂商提供曲线标准设定炉温,当设定温度与实际温度一致
时,测试炉温。
2、测试后将炉温数据读入电脑,确保其曲线与炉温管控条件一致。
3、测试曲线经QC确认,OK后记录并存档。
回流焊炉温测试作业指导书
一、为目确的保 SMT炉温设
二、SM范T焊围接 适用
三1)、技权术责人 员2):依IP锡QC膏: 确四认、回无焊 铅 炉温无管铅理锡 膏1)温度预曲热 区2) 升温 区3)(S回o流kA区): (4)Re冷fl却ow区): (Cooling) 1五)、选P择 ro体file测试板选点原则 积2)大选和择热耐 热条再件依较客 户3)要选求择指可 能4)造测成温热点 不六得、少制于 作 P4.r3o.f1i制le作测 材料:1)
作确承编 成认认号
255℃ 220℃ 150℃
炉温曲线设定图
热电偶固定方法
高温锡丝
焊接区热电偶探头源自翼形引脚元件的热电偶固定方法
BGA类元件的热电偶固定方法
BGA本体 锡球
高温胶带
热电偶探头