端子类之QC工程图
合集下载
QC工程图(电子产品完整版)

1.核对BOM 和E合性3.标 准准确, 无误。4. 是否漏判
和误判
1.新产品成ECN变 更
2、产品新制作或 更改;3.生产全 过程;4.每两小
时
《IPQC巡检记录》 《车间温湿度记录表》
技术员
、工艺 工程师 、品质
工程师 主管
1.发生异常需立即检讨或停 线
工程师
报主管处理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求
和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁干 净, 无残留物、起泡、 发黄2.做好静电防护和
通风
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主管
15
OQC检验
、IPQC
显示器、卡尺
12
IPQC检查
检查制程过程是否符 合工艺标准要求
1.按检查指令和BOM要求
显示屏、主机
、无线天线、 4G卡、鼠标、
不良标签 合格标签
1.生产数量记录 2.生产品质状况
目视
《IPQC检 验规范》
1.2小时
音响
《IPQC巡检记录》
IPQC
主管
1.2H内不良发生3PCS以上报 告技术员调试。2.连续3PCS 不良应停线稽核,并及时汇
BOM表, 客户其它
要求
液晶屏、按键
板、主板、转
接板、屏线、
BOM表,
1
IQC检验
客户物料的领用,接 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
转接线、安装 框架、锁屏条 、挡板、防尘
检验指导书(QC工程图)

文书编号 适用型号 制定日期:
KORD-ZY-17-06 通用
切线作业指导书
制造部作业文件
作 成 檢討 承認
良品状态
切线尺寸
WIRE颜色对照表 中文 英文 中文 英文
脱皮尺寸
芯线不齐
线伤
断芯线 脱皮不良
红色 黑色 白色 蓝色 棕色 橙色
RD 灰色 GY
BK 黄色
YL
WH 绿色 GN
BL 粉色 PK
BN 紫色
VT
OR 绿黄条 GN/YL
作 1、按照作业回路图,准备资材填写确认表
1、线材与回路图对照
业 2、确认原资材是否符合作业回路图要求
自 2、确认线材质量印字、偏芯、
顺 序
3、机器调试,确认气压,对照确认表调机器,确定线长,脱皮尺寸
主 顺
损伤
及 4、对照确认表确认切断尺寸、脱皮尺寸、芯线状态、脱皮状态
T/CHECK检验指导书
制定日期:
品质部作业文件
作成
檢討
承認
线规
26# AWG 24# AWG 22# AWG 20# AWG 18# AWG
引张力测试标准(附表1)
标准张力(Kg)范围
线规
标准张力(Kg)范围
3~5kg
16# AWG
15~18kg
4~7kg
14# WAG
20~25kg
5~8kg
12# AWG
文书编号 适用型号 制定日期:
KORD-ZY-17-01 通用
压接首件检验指导书
品质部作业文件
作 成 檢討 承認
端子MARK (附表1)
区分
可使用端子MAIK
MWO
WST AMP MK YH JST CWB KET
QC 工程图(模版)
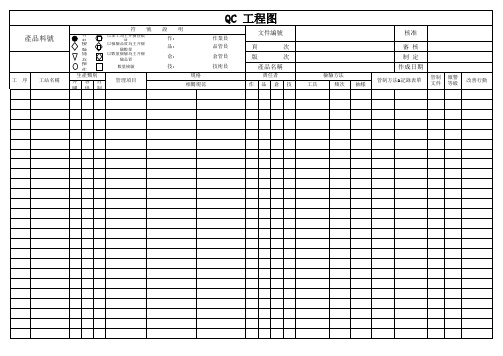
產品料號
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
五金端子连接座类QC工程图(PMP)范本

不良 尺寸、水口、毛边 、缺料、断针、变
形等外观
温度器测试 目视
卡尺检查 目视
品质部 生产部 品质部
△
4.滚毛边
产品作业指示
毛边是否滚干净、 有否掉支点、缺损
目视
生产部
◇
△
◇
△ □
5.IPQC检查
产品作业指示
毛边是否滚干净 有否滚掉支点
目视
6.植PIN压端 子
产品作业指示
有无少针/端子、端子 变形、断针
、打掉支点、打烂胶 壳
7.IPQC检查 8.检修
产品作业指示 产品作业指示
有无少针、断针 植PIN尺寸、端子尺 寸、打掉支点、打 烂胶壳、拉力测试
产品外观检修:少 针、长短针,PIN歪 漏压脚胶壳缺损等 包装袋或胶管包装
9.QA检查
产品作业指示
尺寸外观是Leabharlann 符合 出货标准卡尺检查 目视
卡尺检查 目视 拉力器
目视
卡尺检查 目视 拉力器
品质部 生产部 品质部 生产部 品质部
A/0 1/1
备注
注: △:表示工程制造
制表:
◇:表示流程检验
□:表示最终检验
审核:
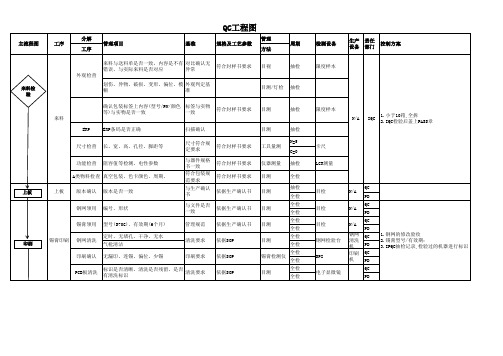
五金端子連接座类QC工程图(PMP)
版本: 页次:
流程图 工程名称
标准依据
品质特性管理重点
检查项目
管制方法 责任部门
◇
△
◇
1.线材 (来料IQC)
2.成型
3.IPQC检查
线材检验标准
线径/镀层/色泽/焊 锡试验
目视/千分尺
产品作业指示 产品图纸
前模168℃ 后模170℃ 成型周期22-33s/产 品烧焦、水口毛边 大、缺料、多胶等
形等外观
温度器测试 目视
卡尺检查 目视
品质部 生产部 品质部
△
4.滚毛边
产品作业指示
毛边是否滚干净、 有否掉支点、缺损
目视
生产部
◇
△
◇
△ □
5.IPQC检查
产品作业指示
毛边是否滚干净 有否滚掉支点
目视
6.植PIN压端 子
产品作业指示
有无少针/端子、端子 变形、断针
、打掉支点、打烂胶 壳
7.IPQC检查 8.检修
产品作业指示 产品作业指示
有无少针、断针 植PIN尺寸、端子尺 寸、打掉支点、打 烂胶壳、拉力测试
产品外观检修:少 针、长短针,PIN歪 漏压脚胶壳缺损等 包装袋或胶管包装
9.QA检查
产品作业指示
尺寸外观是Leabharlann 符合 出货标准卡尺检查 目视
卡尺检查 目视 拉力器
目视
卡尺检查 目视 拉力器
品质部 生产部 品质部 生产部 品质部
A/0 1/1
备注
注: △:表示工程制造
制表:
◇:表示流程检验
□:表示最终检验
审核:
五金端子連接座类QC工程图(PMP)
版本: 页次:
流程图 工程名称
标准依据
品质特性管理重点
检查项目
管制方法 责任部门
◇
△
◇
1.线材 (来料IQC)
2.成型
3.IPQC检查
线材检验标准
线径/镀层/色泽/焊 锡试验
目视/千分尺
产品作业指示 产品图纸
前模168℃ 后模170℃ 成型周期22-33s/产 品烧焦、水口毛边 大、缺料、多胶等
QC工程图
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
QC工程图(完整版)
操作员 IPQC
主管
。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
1.按检查指令和BOM要求
1.防静电手环
1.1个以上拒收,将不 良报告班长。2.无卤 超标及时通知客户
仓管员 、IQC
主管
1.按IOC来料检验规范 执行。2.无卤超标及 时通知客户
物料员 主管
1.发现不良联络物料 员
4
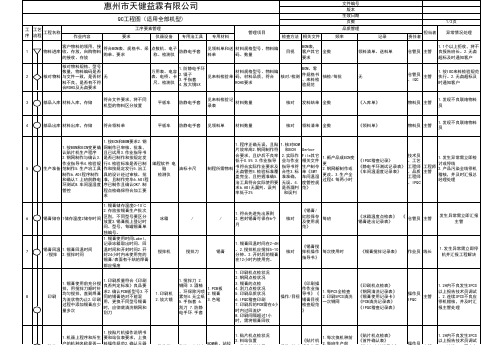
部品出库 材料出库,存储 符合领料单
平板车 防静电手套 见领料单 材料数量
核对 领料清单 全数
《领料单》
物料员 主管
1.发现不良联络物料 员
惠州市天健益霖有限公司
文件编号 版本
QC工程图(适用全部机型)
生效日期 页数
工 序
工艺 流程
工程名称
作业内容
工序要素管理
要求
仪器设备
专用治工具
专用材料
管理项目
检查方法 相关文件
品质管理 频率
记录
1
客户物料的领用,接 物料进库 收、存放,自购物料
的接收、存放
符合BOM表、规格书、采 购单、要求
点数机、电子 称、检测仪
时内过回流炉
》
8.印刷间隔超过1小
《印刷机点检表》 《钢网清洗记录表》 《锡膏使用记录卡》 《PCB清洗记录表》 《IPQC稽查记录表》
操作员 IPQC
主管
1.2H内不良发生3PCS 以上报告技术员调试 。2.连续3PCS不良应 停机稽核,并及时汇 报主管处理
时,需将锡膏回收
9
贴装
1.按贴片机操作说明书 1.机器上程序和所生 要和站位表要求,上换 产的机种名称是否一 料操作规范2.确认元器 致2.物料应符合客户 件规格、型号与站位表
端子连接器Wafer产品QC工程图
制定日期 端子連接器Wafer產品QC工程圖
文件編號
审核
编制
版本 制訂單位
No 流程 工序名稱 生產設備 控制項目
檢驗設備
檢驗方式 抽檢頻率
允收標准
文件依據
責任單位 使用表單
1
倉庫 收料
…
數量、品名規 格
電子稱
目視 每批來料
材料規格確 數量正確
倉儲管理程序
仓库
入庫單
塑膠五金:
2.5D、卡尺、絕緣耐
系列別成品檢驗作業規范
品保 生产
首件檢查表
5
插Pin 自動插Pin機 外觀、尺寸 2.5D、卡尺
目視、測量 5模/小時
作業指導書、生產排程 CR:0 MA:0 MI:0.40 系列別成品檢驗作業規范
制程檢驗管理程序
品保 生产
巡回檢驗記 錄表
生產狀況表
6
彎角
彎角機 外觀、尺寸 2.5D、卡尺
目視、測量 5模/小時
包裝方式、規
8
包裝
封口機 格、數量、標
…
簽
目視
全檢
C=0
作業指導書 包裝明細表
生产 生產狀況表
9
成品入庫 檢驗
…
外觀、尺寸、 2.5D、卡尺、老化試
功能
驗機、錫爐、毫歐表
MIL-STD目視、測量 105E Ⅱ級
抽樣水准
CR:0 MA:0 MI:0.40
工程圖面 系列別成品檢驗作業規范
品保
成品入庫檢 驗日報表
作業指導書、工程圖面 CR:0 MA:0 MI:0.40 系列別成品檢驗作業規范
半成品裁切管理作業規定
品保 生产
巡回檢驗記 錄表
生產狀況表
文件編號
审核
编制
版本 制訂單位
No 流程 工序名稱 生產設備 控制項目
檢驗設備
檢驗方式 抽檢頻率
允收標准
文件依據
責任單位 使用表單
1
倉庫 收料
…
數量、品名規 格
電子稱
目視 每批來料
材料規格確 數量正確
倉儲管理程序
仓库
入庫單
塑膠五金:
2.5D、卡尺、絕緣耐
系列別成品檢驗作業規范
品保 生产
首件檢查表
5
插Pin 自動插Pin機 外觀、尺寸 2.5D、卡尺
目視、測量 5模/小時
作業指導書、生產排程 CR:0 MA:0 MI:0.40 系列別成品檢驗作業規范
制程檢驗管理程序
品保 生产
巡回檢驗記 錄表
生產狀況表
6
彎角
彎角機 外觀、尺寸 2.5D、卡尺
目視、測量 5模/小時
包裝方式、規
8
包裝
封口機 格、數量、標
…
簽
目視
全檢
C=0
作業指導書 包裝明細表
生产 生產狀況表
9
成品入庫 檢驗
…
外觀、尺寸、 2.5D、卡尺、老化試
功能
驗機、錫爐、毫歐表
MIL-STD目視、測量 105E Ⅱ級
抽樣水准
CR:0 MA:0 MI:0.40
工程圖面 系列別成品檢驗作業規范
品保
成品入庫檢 驗日報表
作業指導書、工程圖面 CR:0 MA:0 MI:0.40 系列別成品檢驗作業規范
半成品裁切管理作業規定
品保 生产
巡回檢驗記 錄表
生產狀況表
QC工程图(SMT生产流程)
每批次
1.向上司报告 作业员
17
IPQC检 查
巡检
预防生产中造成的不良
换线/新 机种
1.《SMT首件检查
作业指导书》 2.《IPQC巡查作
5倍放大镜
业指导书》
品质主管 1H/次 1.IPQC巡线记录表 1.向上司报告
IPQC
核对零件规格、
位置、极性、偏
1.《PCBA外观检
移
基板外观检查标准
验标准》 2.抽样方案(正
物料品名、规格 、版本、位置、 极性
1.用LCR表及外观图逐 一核对是否缺件 , 极反 ,错件,偏移,側立等不良
每次上线 之第一片 PCBA
问题并签名确认
1.BOM 2.位置图 3.SMT首件检查 作业指导书
1.LCR 2.镊子
QC主管
每日
1.SMT首件检查记 录表
反馈组长 技术人员
工程人员 操作员 IPQC
锡膏回温/搅拌时 间
1. 回温4小时以上 2. 搅拌时间参照锡膏品 牌(不同品牌)
每瓶
1《锡膏储存及使 用作业指导书》 2.《冰箱操作使 用作业指导书》 3.《搅伴机操作 作业指导书》
冰箱 温度计 搅拌机
钢网的管理 钢网领取
4
钢网使用次数:6万次 钢网使用寿命测 以下
试
钢网使用
每次使用 之 《钢网使用管理
18 OQC抽检
外观检验
每批次
常/加严) 3.《OQC出货检查
5倍放大镜
作业指导书》
4.《抽样检查作
包装数量/机型
不可少装、多装、混装 挤压
业指导书》
组长 技术员
每日
1.SMT OQC抽检记 1.向上司报告
QC工程图(说明书)1
9
挂接框总成部装
目测/卡尺
IPQC检验报告
10
机架总成部装
外观、几何尺寸、孔同心度
作业指导书
卷尺/Байду номын сангаас测
IPQC检验报告
11
变速箱总成部装
外观、几何尺寸、 是否漏油,有无挂齿、咬齿异常响声
IPQC 作业指导书 首检 自检 IPQC
逐个 1PCS 逐个 逐个 1PCS 逐个 检验抽样计划 1PCS 逐个 10PCS/1H 1PCS 逐个 外观(100%) 每包/每箱 成品检验规范 目测 目测 卷尺/样板/目测 包装规范 QA检验报告 IPQC检验报告 目测 IPQC检验报告 目测/测功机测试 IPQC检验报告 目测/卡尺/扭力计 IPQC检验报告 目测/磨功测试 IPQC检验报告
检验抽样计划
千分尺/卡尺/高度尺/ 目测/样板
IQC检验报告
4
标准件类
外观、尺寸规格、扭力测试、电镀颜色
进料检验指导书
IQC
检验抽样计划
卡尺/目测/扭力计
IQC检验报告
5
塑胶件类
外观、尺寸规格、颜色、试装配
进料检验指导书
IQC
检验抽样计划
卡尺/目测
IQC检验报告
6
扶手架总成部装
外观、颜色、光泽度、几何尺寸、 材质、规格
IPQC 作业指导书 首检 自检 IPQC 作业指导书 首检 自检 IPQC 作业指导书 首检 自检 IPQC 作业指导书 首检 自检 IPQC 首检 自检
10PCS/1H 1PCS 10PCS/1H 10PCS/1H 1PCS 10PCS/1H 逐个 1PCS 逐个 逐个 1PCS 逐个 逐个 1PCS 逐个
QC工程图模板
记录种类
制/修订日期 页码 矫正措施
处理方案
仓管员
IQC
MA=0.40 MI=0.65
1.目视 2.电测 3.抽样
仓管员
电子帐
IQC
显微镜 度信测试架 电脑 卡尺
采购IQC检验报告 来料检验记录表 进料异常通知单
检验OK贴上PASS标签,检验NG贴不合格品标签 同时开出【进料检验异常报告】,并知会供应 商。
作业员
回流炉保养记录表 IPQC稽核记录表
作业员 1.游标卡尺
IPQC例行抽检记录 表IPQC稽核记录表源自核准审核制订
(盖章)
每款机型 1.目检 10PCS 2.抽样
IPQC
模组首件检验记录
表
异
常联络单
首件检验不合格重缺失时,IPQC立即开出【品 质异常联络单】,要求责任单位改善。
6
↓ 作业规范/防静电 装镜头 措施/不良记录/ 清洁芯片 不良标识/人为因 素/
制程检验规范 装镜头SOP作业指导书 模组各工序检验标准
制程检验作业规 范
MA=0.40 1.目检 MI=0.65 2.抽样
IPQC
IPQC例行抽检记录表 IPQC稽核记录表 调焦测试报表(自由 记录)
训检中发现分板不合格并超出比率,立马开发 《品质异常联络单》 知会要求改善并要求立马 隔离不良品。
首件确认
镜头规格型号
首件作业指引 BOM 样品承认书 模组装配检验规范
IPQC
物料收发卡
4
发料
数量/品名/规格
生产计划表 物料发放作业指引
仓管员
发(退)料单
5
领料
数量/品名/规格
生产计划表 BOM
物料员
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
■ 电镀抽检
颜色 外观 尺寸 性能
AQL0.25 /0.65
性能:盐雾测试,插拔力测试,其结果须符合要求。 盐雾机插拔力机 数量 包装 尺寸 外观 数量:产品数量与备货单数量须一致。 包装:依据包装规范要求,产品不可混装。 尺寸:依据工程图纸检测其标注之重点尺寸。 外观:不可氧化发黑,发蓝,针孔,未电镀到等现象 目视 目视 卡尺 显微镜/目视 仓库备货 员/OQC
华亚塑胶五金有限公司
QC工程图
产品名称 文件编号 管制制程 工序流程 A B 工程序号 类 类 管制项目 检验重点 环保:符合我司环保管控标准 颜色:与样板比对,不可有异色。 外观:不可氧化发黑,发蓝,针孔,未电镀等现象。 尺寸:依据工程图纸检测其标注之重点尺寸。 端子/定位片类部品 SY-WI-21-267 本厂端子/定位片类生产加工之全制程 管制重点项目 检验工具 ROHS测试仪 目视 显微镜 二次元/卡尺 IQC 责任人员 测试员 检验频率 20PCS/LOT 发行日期 页次 2 OF 2 2009-10-23 版本 A 制表日期 2009.10.22 管理责任 记录表单 参考文件 不良对策 处理方式 参考 文件 核准 审查 制作
核准
审查
制作
管理责任 检验工具 磅秤 目视 ROHS测试仪 维氏硬度器 千分尺/卡尺 目视 目视 ROHS测试仪 目视 显微镜 二次元/卡尺 责任人员 仓管员 测试员 IQC 仓管员 测试员 检验频率 记录表单 参考文件
不良对策 处理方式 要求补货 参考 文件
■ ■ 进料检验 ■ 素材外发
■
电镀抽检
进料零件不良 进料管理程序 由IQC确认经, 端子检验标准书 相关权责人员 进料检验记 环境物质检测规 确定返工,特采 录表 定 或部分采用之 决定. 品保对不良品 进行标识,隔 离,联络责任 部门重工.
■ ■ 出货检验
每小包 制程IPQC (盘)/LOT 检验记录表
出货检验规范 作业标准书
内 部 异 常 处 理 规 范
A类:先镀后冲系列, B类:先冲后镀系列, ■
杜邦2.54系列,MOX2.5松/紧端,MOX1.25,JST1.0,ZH1.5,PH2.0,PHD2.0(除万旭)系列,大4P特/高脚端子,JAE2.0 杜邦2.0系列,MOX2.54原厂带勾,MX3.0,MX2.0长短PIN,MOX1.25SMT/DIP系列,JST1.0系列,ZH1.5系列,HRS1.25系列,PH2.0系列,PHD2.0(万旭),SATA 系列,SAN2.0系列,SCN2.5 90端子,DF9系列,2.5MM空接公母端子,JAE1.25端子,AMP2.5端子. 各系列须控制之关键工序
■ ■ 冲压试做
■ ■ 首件确认
尺寸 外观 结构 性能 尺寸 外观 结构 性能 数量 包装
IPQC qc组长
首件/LOT 首件检验表
制程检验规范 作业标准书
内 部 异 常 处 理 规 范
性能:结果不可超出《产品规格书》要求之标准值。 拉力器插拔力机 尺寸:依据工程图纸测试标识之重要尺寸。 外观:产品不可变形,毛边,压伤。 投影机/3次元 显微镜/放大镜 IPQC qc组长 3模/2H 3模/4H 巡检记录表 制程检验规范 作业标准书
环保 颜色 外观 尺寸 性能
外观
数量:依据送货单,订购单要求点检. 包装:依据供应商包装要求验收 环保:符合我司环保管控标准 硬度检测:依据铜材“硬度检验标准”,不可超出10. 尺寸:铜材厚度要求公差±5ū,宽度+0/-0.10mm。 外观:表面不可有变形,凹凸不平,毛边。 标签与实物相符,不可短装 环保:符合我司环保管控标准 颜色:与样板比对,不可有异色。 外观:不可氧化发黑,发蓝,针孔,未电镀等现象。 尺寸:依据工程图纸检测其标注之重点尺寸。
■ ■ 批量生产
■ ■ 端子入库
数量 ■ 外发电镀 A类:先镀后冲系列,
B类:先冲后镀系列, ■
结构:依据首件样板比对,不可有差异。 目视 性能:结果不可超出《产品规格书》要求之标准值。 拉力器插拔力机 数量:标签所示数量与实物须相符,不可短装。 点数器 仓管员 100%全检 冲压日报表 目视 冲压组长 没盘/LOT 入库验收单 仓库作业管理程序 重新包装 包装:纸盘不可破裂,褶皱。 标签与实物相符,不可短装 目视 仓管员 每盘/LOT 外发单 杜邦2.54系列,MOX2.5松/紧端,MOX1.25,JST1.0,ZH1.5,PH2.0,PHD2.0(除万旭)系列,大4P特/高脚端子,JAE2.0 杜邦2.0系列,MOX2.54原厂带勾,MX3.0,MX2.0长短PIN,MOX1.25SMT/DIP系列,JST1.0系列,ZH1.5系列,HRS1.25系列,PH2.0系列,PHD2.0(万旭),SATA 系列,SAN2.0系列,SCN2.5 90端子,DF9系列,2.5MM空接公母端子,JAE1.25端子,AMP2.5端子. 各系列须控制之关键工序
华亚塑胶五金有限公司
QC工程图
产品名称 文件编号 管制制程 工序流程 A B 工程序号 类 类 ■ ■ 仓库验收 管制项目 数量 包装
环保 硬度 外观 尺寸 数量
端子/定位片类部品 SY-WI-21-267 本厂端子/定位片类生产加工之全制程 管制重点项目 检验重点
发行日期 页次 1 OF 2
2009-10-23 版本 A 制表日期 2009.10.22
进料管理程序 进料检验报 铜材检验标准书 AQL0.25 表 环保物质检测规 /0.65 C=0 进料零件不良 定 由IQC确认经, 每转/LOT 外发单 相关权责人员 20PCS/LOT 全分析报告 确定返工,特采 进料管理程序 或部分采用之 端子检验标准书 决定. 制程IPQC AQL0.25 环境物质检测规 检验记录表 /0.65 定 首件/LOT 自主检查表 作业指导书 制造部调机, 修模。 品保对不良品 进行标识,隔 离,后联络制 造挑选,返修 及报理程序 30PCS/LOT
IQC
性能:盐雾测试,插拔力测试,其结果须符合要求。 盐雾机插拔力机 外观:产品不可变形,毛边,压伤。 尺寸:依据工程图纸测试标识之重要尺寸。 外观:产品不可变形,毛边,压伤。 结构:依据工程样板比对,不可有差异。 目视 投影机/2次元 显微镜/放大镜 目视 技术员