控制计划表格模板
PPAP控制计划 模板

Product 产品
Process 过程
Specia lchar. Class 特殊特 性分类
Sample 样本 Product/Process Specification/Tolerance 产品/过程 规格/公差 Evaluation/ Measurement Technique评 估/测量技术 Reaction Plan (Corrective plan) 反应计划(纠正措施)
Organization/Plant Approval/Date组织/工厂批准日期:
Customer Quality Approval/Date(If Req’d)顾客质量批准/日期(如需要):
Organization Code Other Approval/Date(If Req‘d)其他批准/日期(如需要): 组织代码: Characteristics
Control Plan 控制计划 □Prototype工程样件 □Pre-launch试生产 ■ production生产
Control Plan Number控制计划编号/版本: Key Contact/Phone主要联系人/电话: Date(Orig.)日期(编制): Date(Rev):日期(修订):2018-5-29
Part Number/Latest change Level/Molding No. 零件编号/最新更改等级/模具号: Part Name/Description零件名称/描述: Organization/Plant组织/工 厂:
Core Team核心小组:
Customer Engineering Approval/Date(If Rep'd)顾客工程批准/日期(如需要):
Other Approval/Date(If Req’d)其他批准/日期(如需要): Methods方法
控制计划模板(2024年新版)
组织/工厂
组织代码
其他批准/日期(如要求)
零件/过程编号
过程名称/操作说明
制造用机器/设备/ 夹具/工装
编号
特性 产品
过程
特殊特 性分类 产品/过程/规范/公差
方法
评价/测量技术
抽样 样本量 频次
控制方法
页数 页码
反应计划
措施
责任人
控制计划
控制计划类型
控制计划编号 零件编号/最新 变更等级: 零件名称/描述
□原型样件
□试生产
□生产
□安全投产
关键联
系人/电
组织/工厂批准/日期
(如果试生产或生产控制计划中包含安全投产,请选中这两个框)
其它批准/日期(如要求)
日(初始) 日期(修订) 顾客工程批准/日期(如要求) 顾客质量批准/日期(如要求)
控制计划(模板)(新)

所谓的光辉岁月,并不是以后,闪耀的日子,而是无人问津时,你对梦想的偏执。
Part Description/产品描述: SUPPL Y SEAT 样板/Prototype试产/Pre-Launch生产/Production撰写人/ 联系方式:XXXX123456789112 Team Leader/Phone/:XXXXXX 123456478585Orig. Date/编制日期:2015-7-2文件版本:ACurrent Rev: ADate/日期:2010.7.2Part Number/零件编号:123456-770团队成员:XXXX、XXX、XXX、XXX、XXX、Team Members:XXXX、XXXX 、XXXX、XXXXX、XXXXX Remark/备注: Critical/重要Safety/安全System/系统图纸版本: C Drawing Revision: C 审核/ 日期:XXX 2010.7.2 Checkd/Date:Fei Zhang 2010.7.2供应商: XXXXX金属有限公司Supplier/Location: XXXXXX 客户批准/ 日期:Customer Approval / Date:批准/ 日期:IvanXXXApproval/Date:Ivan XXXProcess Descriptions/过程描述产品/过程特性Product /processcharacteristicsRisk:MajorAverageMinor/危险等级:重要、普通、较小Methods/方法预防行动Reaction Plan工序Ste p 工序名称、作业描述DescriptionMachineand ToolNumber/生产设备及机台编号客户图尺寸/Customer sizeSerialnumber/ key/序号/重点测量方法(仪器)Evaluation/Measurement Method检测数量SampleSize检测频率SampleFrequency控制方法ControlMethod/00 来料检验IncomingInspectionmoldingmachine/型材机Incomingcertificate来料证书major/重要material/材质: 303 S.ST(1) Certification./证明Ounce/盎司IQCincominginspection IQC 来料检查If non-conformance is found:1)inform supplier;2)return parts to supplier;3)SCAR issue per Incoming QP-PR-009 /如果不符合要求,行动如下:1)通知供应商;2)返回给供应商;3)按照QP-PR-009来料检验程序填写ROHS/环保SGS报告SGS ReportHRC15-26°Sclerometer/硬度仪AQL0.65 LevelII C=0Per LOT/每批Dimensionalinspection尺寸检查Ø16±0.1(MM) Caliper/卡尺500xN(MM)Tape/卷尺01 Cut down/下料Cutting/锯床Dimensionalinspection尺寸检查major/重要CMM/三次元1PCSOn 11HourlyBasis/11小时IPQCCheck/IPQC检查If non-conformance is found:1)Stop line;2)Identify and separate part to MRB;3)Adjust machines perQP-PR-010/如果不符合要求,行动如下:1)通知停机;2)分货和隔离到MRB仓;3)调整机台,按照QP-PR-010检测程序处理。
控制计划模板-WORD版
控制计划
文件编号:BCP-
版次:X/X版
XXXX-XX-XX实施
XX公司发布
版本号
生效日期
修改内容
拟 稿
审 核
批 准
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
文件修改履历表
样件□ 试生产 □ 生产 □
控制计划编号:
主要联系人/电话/传真:
日期(编制):
日期(修订):
零件编号、最新更改等级/水平:
核心小组:
顾客工程批准/日期(如需要):
频率
零件/
过程
编号
过程名称/
操作描述
机器设备、装
置、夹具、工
装或工具
特 性
特殊
特性
分类
方 法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/测量技术
取 样
控制方法
容量
频率
00
工序1
XX设备、XX工装、XX测试仪。。
1
外观
外观样品
目视
100%
每批
员工自检
隔离、标识、反馈调机
2
尺寸
◇
尺寸及公差要求
卡尺
5pcs
零件名称/描述:
公司/工厂批准/日期:
顾客质量批准/日期(如需要):
公司/工厂:
公司代码:
其它批准/日期(如需要):
其它批准/日期(如需要):
零件/
过程
编号
过程名称/
操作描述
机器设备、装
置、夹具、工
控制计划标准表格模板CP

退回供應商 reject to supplier 退回供應商 reject to supplier 退回供應商 reject to supplier 退回供應商 reject to supplier
合模高度 die height 1
1 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc 1片 1pc
特性 Characteristics 產品 Product 過程 Process
入庫 move to storage
樣本 Sample 容量Size
1 1 3點/卷 3points/coil 1
頻率Freq.
每批 per lot 每批 per lot 2卷/每批 2coils/lot 每批 per lot
7.5± 0.3
零件表面無壓傷、變形、生銹 、較大毛刺 no dent,distortion,rust and burr
日期(編制) Date(Orig.) 2009.09.07
日期(修訂) Date(Rev.)
零件號/最新更改水準 Part Number/Latest Change Level 零件名稱/描述 Part Name/Description 供方/ 廠 Supplier / Plant 零件/ 過程編號 Part/ Process Number
30 40 50 60-1
進原材料倉 Move to the raw material warehouse 存放 Storage 移至生產線 Move to the production line 衝壓生產 Stamping P300T 外圓 diameter O.D. 孔徑 diameter I.D.
控制计划(模板)
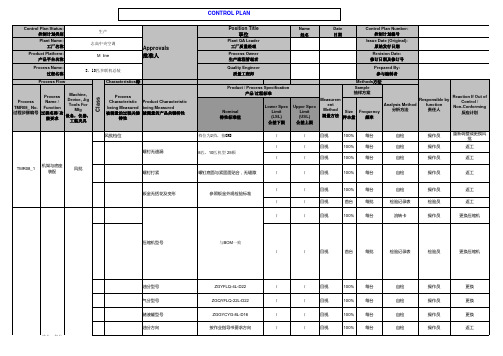
Name 姓名Characteristics 特性Methods 方法Nominal特性标准值Lower SpecLimit (LSL)公差下限Upper SpecLimit (USL)公差上限Size 样本量Frequency频率风批档位档位为2挡,按OMS //目视100%每台自检操作员//目视100%每台自检操作员//目视100%每台自检操作员螺钉打紧螺钉底面与紧固面贴合,无缝隙//目视100%每台自检操作员//目视100%每台自检操作员//目视首台每批检验记录表检验员//目视100%每台流转卡操作员//目视首台每批检验记录表检验员油分型号ZGYFLQ-4L-D22//目视100%每台自检操作员气分型号ZGQYFLQ-22L-D22//目视100%每台自检操作员储液罐型号ZGGYCYG-8L-D16//目视100%每台自检操作员压缩机型号机架与底座装配TMR08_1风批Analysis Method分析方法螺钉无遗漏Measurement Method 测量方法Sample 抽样方案Product Characteristic being Measured被测量的产品关键特性Product / Process Specification产品/过程标准ProcessCharacteristicbeing Measured 被测量的过程关键特性Process Name:过程名称8、10匹多联机总装Issue Date (Original):原始发行日期Revision Date:修订日期及修订号Plant QA Leader 工厂质量经理Date 日期Control Plan Number:控制计划编号Responsible byfunction 责任人Prepared By:参与编制者Control Plan Status:控制计划类别生产Approvals 批准人Position Title职位Plant Name:工厂名称志高中央空调Product Platform:产品平台名称M lineProcess Owner 生产流程管理者Quality Engineer 质量工程师Process FlowC l a s s钣金无括花及变形Process TMR08_ No.过程步骤编号ProcessName /Function过程名称/功能要求Machine,Device, JigTools ForMfg设备,仪器,工装夹具8匹、10匹机型 25颗参照钣金外观检验标准与BOM 一致CONTROL PLAN左右侧板。
IATF16949控制计划模板

控制计划
□样件 客户名称: 零件编号/最新版本号 零件名称/描述 : 公司名称/现场: 产品控制 零件/ 过程名称 过程步 /作业描 功能组/区域 编号 骤编号 述 特殊特 性分类 供方代码 □试生产 ▉生产
Control Plan
控制计划编号 关键联络人/电话 核心小组 项目工程师/日期 批准/日期 过程控制 日期(编制) 日期(修订) 页次: 版本:
顾客工程批准/日期(如需要) 顾客质量批准/日期(如需要) 其它批准/日期(如需要) 方法 样本 反应计划
产品
过程
规范/公差
特殊特 机器/模冶 维护计 参数/公差 评价/测量技术 性分类 夹具 划
防错
容量
频次
控制
控制计划模板

供应商/工厂
Part /零件/ Process过程 Number编号
Process Name / Operation Description
PV/Pre-launch PV/预生产
Production 产
生 Key Contact/Phone
主要联系人/电话 Core Team
Suppli er C供o应de商 编码
过程名称/ 操作 描述
Machine, Device,机器、设备
Jig, Tools夹具、工具
No.
For Mfg.用来生产
编号
Characteristics Product
产品
核心小组 Supplier/Plant Approval/Date
供应商/工厂批准/日期 Other Approval/Date (If Req'd) 其他批准/日期(如果需要)
客户质量批准/日期(如 果需要)
Other 他批准/日期(如果需 要)
Methods
Product / Process产品/过程 Specification/Tolerance规格/公差
Evaluation评价 Measurement 测量
Technique技术
Control Plan 控制计划
ED & DV Build ED&DV 生产 Control Plan Number 控制计划编号 Part Number/Draw ing Number/Lates t Change L零e件ve号l /图纸号/最新更改水平
Part Name/Descri ption 零件名称/描述
特性 Process
过程