(精选)电动机正反转PLC控制
11:电动机正反转PLC控制

四、控制逻辑仿真
拨动开关2: “I0.2”指示灯亮,反转按钮按下 “Q0.0”指示灯灭,表示电机停止, 经过10S延时, “Q0.1”指示灯亮,电机反转运行。
四、控制逻辑仿真
拨动开关1: “I0.1”指示灯亮,正转按钮按下 “Q0.1”指示灯灭,表示电机停止, 经过20S延时, “Q0.0”指示灯亮,电机正转运行。
QF
FU1 FR SB1 SB2 KM2
HL1 KM1
KM1 KM1 KM2 SB3 KM1
HL2 KM2
KM2 FR KM1 KM2
HL3 HL4
M 3~
二、PLC接线
二、PLC接线 (一)PLC电源
AC220V G N L
1L
0.0 0.1 0.2
0.3
2L
0.4
0.5 0.6
3L
0.7
1.0
三、程序编写
启动STEP 7 MicroWin 4.0,建立项目“电 动机正反转控制”,输入控制梯形图。
控制要求: 1.按下正传按钮,如果电机停止立即启动,否 则先停止10S钟,再启动。 2.按下反传按钮,如果电机停止立即启动,否 则先停止10S钟,再启动。
3.按下停止按钮,电机立即停止。
三、程序编写
1.1
N
L1
1M
0.0 0.1 0.2
0.3 0.4
0.5
0.6
0.7 2M 1.0
1.1
1.2
1.3
1.4
1.5
ห้องสมุดไป่ตู้
M
L+
DC24V
+
-
二、PLC接线 (二)控制接线
AC220V G N L
KM1 KM2
电动机正反转PLC控制(1)

2L 0.4 0.5 0.6
3L 0.7 1.0 1.1
N L1
1M 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 2M 1.0 1.1 1.2 1.3 1.4 1.5 M L+
+-
DC24V
四、PLC接线 控制接线
KM1 KM2
AC220V G NL
1L 0.0 0.1 0.2 0.3
3.3 电动机正反转PLC控制
主讲:万三国
第七周
内容提要
1.电动机正反转控制线路 2.硬件接线 3.程序编写 4.控制逻辑仿真
一、电动机正反转控制线路
L1 L2 L3 N
QF
KM1
FR
M 3~
FU1 FR
KM2
HL1
SB1 SB2
KM1 KM2
KM1 SB3
HL2 KM2 KM1
HL3 KM2
HL4 KM1 KM2
• 一旦RLO为“1”,则操作数的状态 置“0”,即使RLO又变为“0”, 输出仍保持为“0”;若RLO为 “0”,则操作数的信号状态保持 不变。
位操作类指令
网络1 LD I0.0 S …Q…0.0, 1
网络2 LD I0.1 R Q0.0, 1
使用注意事项
• 1、S/R指令通常成对使用,也可以单独使用或与指令配合使用,对同一元件, 可以多次使用S/R指令;
控制逻辑仿真
首先导出程序,从菜单命令“文件->导出…”导出后缀为“awl”的文件“电 动机正反转控制.awl”。
程序导出后,打开S7-200仿真程序装入程序,然后开始进行仿真。
导出:导出的程序供给仿真程序或PLC使用。 保存:保存的程序只能给编程软件使用。
电动机正反转的PLC控制(经典试讲)

输出(O)
元件
功能
信号地址 元件
功能
信号地址
正转SB1 正向启动
X0
KM1 控制电机正转
Y0
反转SB2 反向启动
X1
KM2 控制电机反转
Y1
停止SB3 电机停止
X3
FR1 过载保护
X2
Date: 2020/4/3
Page: 14
《PLC技术1应4 用》
I/O信号分配表
输入(I)
输出(O)
《PLC技术应9 用》
I/O信号分配表
输入(I)
输出(O)
元件
功能
信号地址 元件
正转SB1 正向启动
X0
反转SB2 反向启动
X1
功能
信号地址
Date: 2020/4/3
Page: 10
《PLC技术1应0 用》
I/O信号分配表
输入(I)
输出(O)
元件
功能
信号地址 元件
正转SB1 正向启动
X0
反转SB2 反向启动
Page: 12
《PLC技术1应2 用》
I/O信号分配表
输入(I)
输出(O)
元件
功能
信号地址 元件
功能
信号地址
正转SB1 正向启动
X0
KM1 控制电机正转
Y0
反转SB2 反向启动
X1
停止SB3 电机停止
X3
FR1 过载保护
X2
Date: 2020/4/3
Page: 13
《PLC技术1应3 用》
I/O信号分配表
课题四 电动机正反转控制
Date: 2020/4/3
电动机正反转连续运行PLC控制课件

案例分析二:某电梯的电动机正反转连续运行控制
电梯运行原理: 电动机驱动正 反转交替运行
控制方式: PLC控制实现 正反转连续运
行
控制程序:编 写PLC程序实 现电动机正反
转控制
实践操作:安 装PLC控制器 调试程序实现 电梯的正反转
连续运行
实践操作:设计并实现一个简单的电动机正反转连续 运行PLC控制系统
01
安全注意事项与维护保养
安全注意事项
操作前必须穿戴好防护用品如安全帽、防护眼镜等 操作过程中应保持注意力集中避免误操作 定期检查设备运行情况发现异常及时处理 定期进行设备维护保养确保设备正常运行
维护保养要求
定期检查电动机、PLC控制器、线路等设备确保其正常运行 定期更换润滑油、过滤器等易损件保持设备清洁 定期进行安全检查确保设备安全运行 定期进行设备维护保养确保设备使用寿命
输入设备:如按钮、传感器等将信号 输入PLC控制器
输出设备:如继电器、接触器等接收 PLC控制器的输出信号控制电动机正反 转
通信设备:如以太网、串口等实现 PLC控制器与上位机、其他PLC控制器 的通信
电源:为PLC控制器和输入输出设备 提供电源
编程软件:用于编写PLC控制器的程 序实现电动机正反转连续运行的控制 逻辑
常见故障及排除方法
电机过热:检查电机散热系统是否正常 必要时更换散热风扇或散热片
电机无法启动:检查电机电源是否正 常必要时更换电源线或电源插座
电机转速异常:检查电机驱动电路是 否正常必要时更换驱动电路板
电机无法停止:检查电机刹车系统是 否正常必要时更换刹车系统
电机噪音过大:检查电机轴承是否磨损 必要时更换轴承
输入输出:电动机正反转、速 度控制、保护等
plc控制电动机正反转梯形图
plc控制电动机正反转梯形图
今天给大家介绍正反转控制吧!喜欢就收藏,点赞,转发吧!谢谢
要求:1.能够正反点动电机。
2.能够选择正转,反转电机。
3.能够停止电机。
挺简单的一个正反转,能够带大家入门了解了。
我们首先分析下程序的要求,可以得知,需要输入点5个输出点2个分别如下分配:
输入点:X0 急停 X1正转启动 X2反转启动 X3正转点动 X4反转点动
输出点:Y0输出正转 Y1输出反转
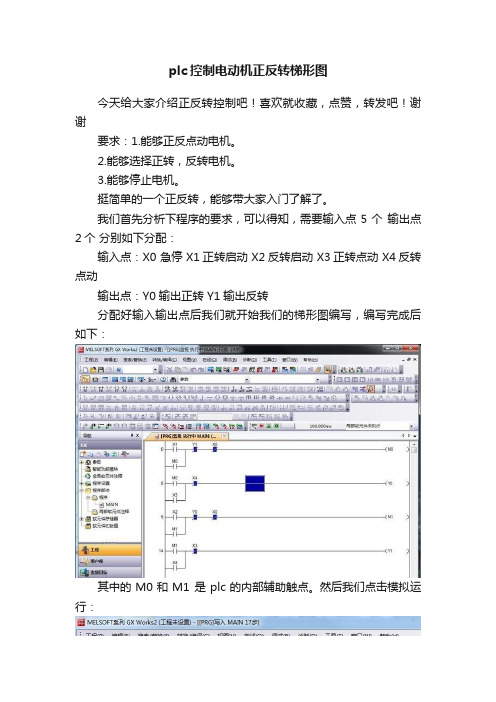
分配好输入输出点后我们就开始我们的梯形图编写,编写完成后如下:
其中的M0和M1 是plc的内部辅助触点。
然后我们点击模拟运行:
然后我们右键-——调试——当前值更改
ON/OFF取反“X3(正转点动)”:
“Y0(正转输入)”能在X3通的时候通,断的时候断开,说明我们的点动效果达到目标。
ON/OFF取反“X4(反转点动)”:
“Y1(反转输出)”能在X4通的时候通,断的时候断开,说明我们的点动效果达到目标
然后我们继续调试“X1正转启动”,“X2反转启动”和“X0停
止”。
项目PLC控制电动机正反转控制概述

关于电器的分类标准和分类原则还有其它方法。在一些分 类过程中有分类交叉和重叠情况,同一种电器可以有不同的 动作来源途径,也可以用于不同的方式。所以在学习电器基 本知识的过程中,不需要将电器过于细化分类,只要求明确 电器的基本属性和大体归类就可以了。随着日后的深入学习 和新电器的不断产生,我们会明白电器的分类不是固定的、 死板的,而是具有强大的灵活性。
1. 按钮的结构
按钮由按钮帽、复位弹簧、桥式触头、支柱连杆及外壳 等组成,有的还设置控制指示灯,其结构如图1-6所示。
2. 按钮的种类
按触点形式可分为常开控制按钮、常闭控制按钮和既有 常开又有常闭的复合按钮。
常开控制按钮(又称动合按钮)——外力未作用时(手 未按下),触点是断开的,外力作用时,触点闭合,但外力 消失后,在复位弹簧作用下自动恢复原来的断开状态。
线圈)、衔铁和铁心等组成,如图1-9所示。吸引线圈的作用是 将电能转换为磁能,产生磁通;衔铁的作用是在电磁吸力作用下 产生机械动能,使铁心闭合,带动执行部分完成控制电路的工作 铁心构成磁路。交流接触器的电磁线圈是将绝缘铜导线绕制在铁 心上制成的,由于铁心中存在涡流和磁滞损耗的关系,除线圈发 热以外,铁心也要发热,要求铁心和线圈之间有间隙,便于铁心 和线圈的良好散热。在制做交流电磁机构过程中,把线圈做成有 骨架的矮胖型,铁心用硅钢片叠成,来减小涡流的发热作用。
常闭控制按钮(又称动断按钮)——外力未作用 时(手未按下),触点是闭合的,外力作用时,触点断 开,但外力消失后,在复位弹簧作用下自动恢复原来的 闭合状态。
复合按钮——按下复合按钮时,所有的触点都 改变状态,即常开触点要闭合,常闭触点要断开。需要 注意的一点是,复式按钮在动作时常开和常闭触点是联 动的,当按钮被按下时,常闭触点先动作,常开触点后 动作;而松开按钮式,常开触点先动作,常闭触点后动 作,也就是说两种触点在改变工作状态时,先后有个时 间差,尽管这个时间差很短,但在分析线路控制过程时 应特别注意。按钮中的复位弹簧保证外力去掉后,按钮 触头恢复自然状态。
plc控制的交流电动机正反转的变频调速原理
PLC控制的交流电动机正反转的变频调速原理1. 引言在工业自动化领域,PLC(可编程逻辑控制器)是一种常用的控制设备,而交流电动机的正反转和变频调速是工业生产中常见的需求。
本文将从PLC控制的角度,深入探讨交流电动机正反转的变频调速原理,以便读者能够全面理解这一关键技术。
2. 交流电动机正反转原理交流电动机的正反转控制是工业生产中常见的需求。
在PLC控制下,可以通过控制电动机的接线和使用正反转的信号来实现正反转功能。
具体来说,可以利用PLC的输出口和接触器来实现电动机的正反转控制,通过合适的程序设计和逻辑控制,实现电动机正反转的功能。
3. 变频调速原理在工业生产中,电动机的调速功能也十分重要。
传统的电动机调速方式需要通过改变电源频率或者通过机械齿轮传动,而这些方式都不够灵活和高效。
而利用变频器可以实现对电动机的调速,变频器通过改变输入电源的频率和电压,从而控制电动机的转速。
在PLC控制下,可以通过控制变频器的输入信号,实现对电动机的精准调速。
4. PLC控制交流电动机正反转的变频调速原理将交流电动机的正反转和变频调速结合在一起,可以实现更灵活、智能的控制方式。
在PLC控制下,可以通过编写合适的程序和逻辑框图,实现对电动机的正反转和变频调速的精准控制。
通过合理设计输入输出口,利用定时器、计数器等功能模块,可以实现对电动机启停、正反转和调速的自动化控制。
5. 个人观点和理解在工业生产中,PLC控制的交流电动机正反转的变频调速技术可以极大地提高生产效率和质量。
通过合理应用PLC技术,可以实现对电动机的智能化控制,提高设备的稳定性和可靠性,同时也符合节能减排的要求。
我认为PLC控制的交流电动机正反转的变频调速技术是非常有价值和意义的。
6. 总结本文通过对PLC控制的交流电动机正反转的变频调速原理进行了深入探讨,从正反转原理、变频调速原理到结合控制方法进行了全面的介绍。
通过本文的阅读,读者可以全面、深刻地理解这一关键技术,为工业生产中的实际应用提供了理论和实践的指导。
电动机的正反转PLC控制

02
输出设备
接触器线圈,用于控制电动机的正反转。
03
接线方式
根据PLC的输入输出端口配置,将按钮开关接入PLC的输入端口,将接
触器线圈接入PLC的输出端口,并确保接线正确、牢固。
正反转控制程序的编写
编程语言
使用PLC的编程语言,如Ladder Logic、Structured Text等,根据 控制要求编写程序。
重要性
在工业自动化生产线上,电动机的正反转控制是实现各种机械运动和自动化操作的关键 环节。
电动机正反转控制的电路原理
电路组成
主要包括电源、电动机、接触器、热继电器、按钮等部分组成。
工作原理
通过改变接触器主触点的状态,来改变电动机输入电源的相序,从而控制电动机的旋转方向。
电动机正反转控制的逻辑控制原理
控制逻辑
根据输入信号(正转、反转、停 止)编写相应的控制逻辑,通过 逻辑运算实现电动机的正反转控 制。
安全保护
在程序中加入必要的安全保护措 施,如互锁、急停等,确保设备 和人身安全。
程序调试与运行
调试步骤
01
通过模拟输入信号测试程序的正确性,检查电动机的正反转是
否符合控制要求,并调整程序中的参数以满足实际需求。
控制逻辑
通过PLC(可编程逻辑控制器)对电动机 的正反转进行控制,实现自动化操作。
VS
控制流程
输入信号→PLC内部程序处理→输出信号 →驱动接触器动作→电动机旋转方向改变 。
03
PLC实现电动机正反转控 制
输入输出设备配置与接线
01
输入设备
正转按钮、反转按钮、停止按钮,选择合适的按钮类型以满足控制需求。
安全注意事项
02
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四、控制逻辑仿真
程序装载完成后,运行仿真程序,CPU上的运行 “run”指示灯亮。
拨动开关3: “I0.3”指示灯亮,热继电器状态 正常
四、控制逻辑仿真
拨动开关0: “I0.0”指示灯亮,停止按钮未按 下
四、控制逻辑仿真
拨动开关1: “I0.1”指示灯亮,正转按钮按下 “Q0.0”指示灯亮,表示正转继电器输出, 正转交流接触器闭合,电机正转运行。
四、控制逻辑仿真
拨动开关2: “I0.2”指示灯亮,反转按钮按下 “Q0.0”指示灯灭,表示电机停止, 经过10S延时, “Q0.1”指示灯亮,电机反转运行。
四、控制逻辑仿真
拨动开关1: “I0.1”指示灯亮,正转按钮按下 “Q0.1”指示灯灭,表示电机停止, 经过20S延时, “Q0.0”指示灯亮,电机正转运行。
四、控制逻辑仿真
向下拨动开关0: “I0.0”指示灯灭,停止按钮按下 “Q0.0、Q0.1”指示灯灭,电机停止运 行
个人观点供参考,欢迎讨论!
三、程序编写
启动STEP 7 MicroWin 4.0,建立项目“电 动机正反转控制”,输入控制梯形图。
控制要求: 1.按下正传按钮,如果电机停止立即启动,否 则先停止10S钟,再启动。
2.按下反传按钮,如果电机停止立即启动,否 则先停止10S钟,再启动。
3.按下停止按钮,电机立即停止。
三、程序编写
N L1
1M 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 2M 1.0 1.1 1.2 1.3 1.4 1.5 M L+
+-
DC24V
二、PLC接线 (二)控制接线
KM1 KM2
AC220V G NL
1L 0.0 0.1 0.2 0.3
2L 0.4 0.5 0.6
3L 0.7 1.0 1.1
N L1
1M 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 2M 1.0 1.1 1.2 1.3 1.4 1.5 M L+
KM1、KM2-交流接触器的 线圈 SB1-停止按钮 SB2-正传按钮 SB3-反传按钮 FR-热继电器的常闭触点
SB1 SB2 SB3 FR1
+-
DC24V
三、程序编写
可编程控制器基础
电动机正反转PLC控制
授课:张绍斌
目的:
通过本课学习,使大家了解PLC控制电动机正反 转PLC控制的硬件接线、梯形图程序编写及控制逻辑 仿真过程。
主要内容:
1.电动机正反转控制线路 2.硬件接线 3.程序编写 4.控制逻辑仿真
一、电动机正反转控制线路
一、电动机正反转控制线路
L1 L2 L3 N
三、程序编写
三、程序编写
四、控制逻辑仿真
四、控制逻辑仿真
首先导出程序,从菜单命令“文件->导出…”导 出后缀为“awl”的文件“电动机正反转控 制.awl”。 程序导出后,打开S7-200仿真程序装入程序, 然后开始进行仿真。
导出:导出的程序供给仿真程序或PLC使用。 保存:保存的程序只能给编程软件使用。
QF
KM1
FR
M 3~
FU1 FR
KM2
HL1
SB1 SB2
KM1 KM2
KM1 SB3
HL2 KM2 KM1
HL3 KM2
HL4 KM1 KM2
二、PLC接线
二、PLC接线 (一)PLC电源
AC220V G NL
1L 0.0 0.1 0.2 0.3
2L 0.4 0.5 0.6
3L 0.7 1.0 1.1