汽车仪表板横梁设计规范
汽车副仪表总成设计规范

汽车副仪表总成设计规范1范围副仪表板总成通常包括副仪表板本体、副仪表板装饰盖板、杯托等,分整体式和分体式两种类型,本指南只针对整体式副仪表板总成进行阐述。
本标准简要介绍了副仪表板总成在整车中的地位及功能,副仪表板总成的大致构成,设计原则以及在设计过程中需要避免的问题。
2规范引用文件GB11552-2009轿车内部凸出物GB8410-2006汽车内饰材料的燃烧特性(燃烧速度≤100mm/min)CNCA-C11-09:2014CCC要求GB/T30512-2014禁限用物质要求3术语和定义副仪表板总成的主要功能是为车辆前地板纵梁上安装的暖通空调、变速机构、出风管道、机械驻车制动等机构件提供遮蔽。
随着用户需求的日益提升,遮蔽功能已经是副仪表必须达成的最基本功能,而提供舒适操作空间、舒适装饰环境、适用储物空间,已经越来越成为副仪表板承担的重要功能。
1)副仪表板总成组成及功能说明根据车型划分及结构特点,副仪表板大致可以分成整体式和分体式两种类型。
整体式副仪表板,副仪表板本体作为外观零件,整体成型,而后装配各种装饰盖板。
分体式副仪表板,拆分为左右侧板、中央面板及若干加强横梁,以整体式副仪表板为例介绍,如图1所示:图1副仪表板总成4副仪表板总成设计要求4.1副仪表板总成通用要求CCC要求:根据中国国家认证认可监督管理委员会发布的《汽车内饰件强制性产品认证实施规则》(CNCA-C11-09:2014)的要求,新增了汽车仪表板、副仪表板零件须进行3C强检认证。
4.2副仪表板结构设计要项4.2.1副仪表板总成定位1)定位设计定位设计就是将产品在整车上的位置定住,用工程语言描述,就是约束产品的6个自由度。
副仪表板产品一般在图示的区域布置定位点。
副仪表板总成的定位一般通过几何尺寸和公差(GD&T)图纸进行描述。
GD&T是工程产品定义标准,它描述了一个产品几何特征以及这些几何特征的相互关系,还有它们与之相匹配的总成或零件的功能要求。
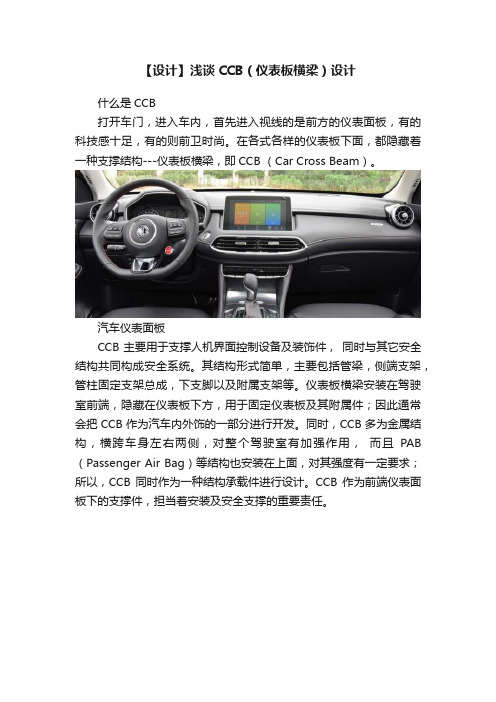
【设计】浅谈CCB(仪表板横梁)设计
【设计】浅谈CCB(仪表板横梁)设计
什么是CCB
打开车门,进入车内,首先进入视线的是前方的仪表面板,有的科技感十足,有的则前卫时尚。
在各式各样的仪表板下面,都隐藏着一种支撑结构---仪表板横梁,即CCB (Car Cross Beam)。
汽车仪表面板
CCB主要用于支撑人机界面控制设备及装饰件,同时与其它安全结构共同构成安全系统。
其结构形式简单,主要包括管梁,侧端支架,管柱固定支架总成,下支脚以及附属支架等。
仪表板横梁安装在驾驶室前端,隐藏在仪表板下方,用于固定仪表板及其附属件;因此通常会把CCB作为汽车内外饰的一部分进行开发。
同时,CCB多为金属结构,横跨车身左右两侧,对整个驾驶室有加强作用,而且PAB (Passenger Air Bag)等结构也安装在上面,对其强度有一定要求;所以,CCB同时作为一种结构承载件进行设计。
CCB作为前端仪表面板下的支撑件,担当着安装及安全支撑的重要责任。
仪表板下的CCB结构
CCB的种类
CCB虽然整体结构简单,但由于不同车型空间布置及内饰风格不同,其结构设计也各有差异。
按照材质可以分为金属类、非金属类;其中金属类又可以分为钢制和非钢制。
传统CCB结构以钢制材料居多,采用钢管梁和冲压件拼焊,成本低,但材料密度大,不利于轻量化设计;非钢制金属CCB结构常用材料有铝合金、镁铝合金等,采用挤压和压铸成型,其结构密度小,质量轻,但成本较高;而非金属类,多采用聚合材料与金属搭配形式,进一步提升性能与轻量化水平。
阐述提升汽车仪表板横梁性能的设计方法

阐述提升汽车仪表板横梁性能的设计方法1 概述仪表板总成是汽车内饰总成中最重要的总成零部件,其上安装了很多重要部件,如方向盘、CD机、空调面板、空调出风口、副安全气囊等。
仪表板设计合理、整体美观、使用性能好坏与否,直接决定了顾客对于整车性能的直观评价。
而仪表板横梁作为仪表板总成重要的承重件,而且是架构件之一,在该平台的一系列车型是通用的。
因此如果仪表板横梁设计不合理,强度差,容易造成连接在其上的零件发生变形、低频抖动等质量问题。
在仪表板横梁总成上承载受力最大的零件是安装转向管柱的支架,此支架设计是否合理关系到整车NVH(Noise,Vibration,Harshness)水平。
2 仪表板横梁模态分析2.1 仪表板横梁分析与设计流程本文使用Hepermesh分析软件,首先将仪表板横梁、转向管柱、方向盘、车身等放在一起,然后分析仪表板横梁在整个系统中的一阶固有频率,找到支架上的薄弱环节后进行结构改进,再分析,如果满足要求设计通过,否则再改进,如此反复优化,最终在满足频率要求的情况下适当减重,得到满意的结果。
2.2 仪表板横梁安装概述仪表板横梁安装在车身上,转向管柱通过其安装支架连接到横梁上(转向系统当作刚性处理),方向盘处受垂直力和侧向力时抵抗变形能力,刚度方向如图1所示。
此刚度值作为仪表板总成设计早期的关键指标,直接影响到驾驶员可感知的方向盘抖动和碰撞过程中方向盘的侵入变形量,必须严格保证。
仪表板横梁与车身的连接很重要,每个安装点的刚度、同一个安装点的不同方向的刚度对系统刚度的贡献量都不一样,对贡献量大的需要在设计之初有充分的认识,便于采取有效的结构形式来满足安装刚度要求。
仪表板横梁圆管使用直线度较好的焊接钢管,厚度约为1.3~1.5mm,其他板材件用普通冷轧钢板SPCC,包括转向管柱支架、左/右侧支架、中间左/右侧支撑支架、手套箱支架、CD支架、线束支架等。
2.3 有限元模型的建立有限元模型的整个系统由多个子系统组成,包括车身、转向管柱、仪表板横梁、方向盘等,其整体刚度是转向管柱及其安装支架和仪表板横梁的集中体现。
汽车仪表板横梁(管梁)设计指导

目录目录1简要说明 (3)1.1横梁知识简要说明 (3)1.2横梁的加工工艺简介 (3)1.3横梁零部件构成图 (4)1.4横梁的焊接变形控制措施 (4)1.5横梁开发流程的介绍 (6)2设计构想 (9)2.1设计思路 (9)3横梁的设计 (9)3.1定位点的布置截面 (9)3.2固定点的布置 (9)3.3横梁中心管的布置 (13)3.4横梁两端支架的设计要求 (16)3.5转向管柱支架的设计 (20)3.6横梁中间支架的设计 (22)3.7PAB固定支架的设计 (23)3.8横梁其它支架的设计 (24)3.9横梁支架加强筋的设计 (25)4横梁工艺的分析 (27)4.1材料的详细说明 (27)4.2整体强度的分析 (28)4.3装配的注意事项 (28)4.4焊接工艺、制造工艺的分析 (28)4.5仪表板横梁的NVH分析 (28)5成本 (29)5.1减少成本的一般措施 (29)6重量 (29)6.1S系列仪表板横梁的重量对比表 (29)7一般注意事项 (30)目录47.1重要特征描述 (30)7.2其他要求 (30)8图纸模式 (30)8.1尺寸公差 (30)8.2技术要求 (31)9横梁常用的标准简介 (31)9.1横梁采用的材料标准代号 (31)9.2横梁产品标准代号 (31)9.3横梁所涉及到的国标代号 (31)10镁合金仪表板横梁 (32)10.1镁合金材料 (32)10.2镁合金横梁的设计 (33)10.3镁合金横梁的开发及开发周期分析 (34)10.4镁合金横梁工艺的分析 (36)10.5镁合金横梁的价格 (37)10.6镁合金横梁的重量 (37)11附录:仪表板横梁CHECK LIST (38)仪表板横梁(管梁)设计指导1简要说明1.1横梁知识简要说明仪表板横梁安装在驾驶室的前端,主要用来固定仪表板,支撑仪表板总成的整体刚性,同时在整车正碰时对整个驾驶室起到加强作用,所以,在整车中,仪表板横梁不仅肩负着承载仪表板及部分电器件的作用,它还是保护乘员安全的一个关键件。
仪表板横梁总成设计指南

仪表板横梁设计指南
4.1 设计验证内容及方法 .................................................................................................................. 31 4.2 设计评审......................................................................................................................................... 35 5 典型设计案例...................................................................................................................................... 37 附 录 A...................................................................................................................................................... 43
图 4 盒型横梁横断面示意图 盒型横梁相应于同等材料(即质量相同,材料牌号相同)的管柱型梁来说,在强度和刚度方面比
仪表板横梁的分析方法及过程

图 7 左侧定位销
由 8 个短的和 4 个长的两种型号组成。其中与地板 连接采用 3 个 M8 短螺栓;与 A 柱侧围连接左右各 采用 2 个 M8 短螺栓与前围板的连接采用 4 个 M8 长螺栓和 1 个 M8 短螺栓。与螺栓相配合的是支架 背面焊有 8 个相同焊接方螺母,与侧围相关连接螺 栓采用直接铆进侧围支架上,如图 8~10 所示。
轻型汽车技术 2010(5/ 6)总 249/ 250
CO2保护焊
图 12 CO2 保护焊示意图
图 11 横梁总成某状态分析振形示意图
6 工艺及装配分析
6.1 焊接方式 在车身焊接中,点焊、凸焊、气体保护焊、钎焊应 用较多。一般仪表板横梁总成的焊接方式主要以采 用 CO2 保护焊为主,而样车仪表板横梁总成也同样 采用 CO2 保护焊为主(图 12),支架上的紧固件如 焊接螺母和焊接螺栓采用螺柱焊(图 13)。 6.2 成型工艺 仪表横梁总成的管梁和各支架主要采用折弯和 冲压工艺。 6.3 涂装工艺 样车仪表板横梁总成涂装工序有两种可能,一 是当横梁总成的加工与白车身生产线在同一地点 时,仪表板横梁总成装在车身上,与白车身一起进行 涂装;二是当仪表板系统作为一模块由供应商提供 时,则由供应商进行涂装并装配仪表板系统。 6.4 装配过程(在整车中)
螺柱焊
图 13 螺柱焊示意图
根据样车仪表板装置拆解的过程可以分析得 出,该仪表板装置基本作为一个模块安装到车身的 前围、A 柱及地板上。装配顺序见图 14。
图 14 仪表板横梁及仪表板系统的装配简化图
轻型汽车技术 2010(5/ 6)总 249/ 250
技术纵横 13
7总结
在近年来的仪表板设计中,仪表板系统的模块 化设计和一体式安装是我们需不断探索的方向。在 项目的前期准备工作中,我们通过对仪表板横梁总 成的综合分析,获得了仪表板横梁总成的测量数据 (包括间隙平齐度、轮廓尺寸、孔位尺寸、重量、材料 厚度等)、材料成分、性能、安装结构、点云、主截面、 3D 数据、CAE 分析、工艺装配等一系列数据,利用 这些数据及其它车型数据,指导后续结构优化设计。 作为设计人员,仪表横梁总成的结构、安装、定位、装 配、工艺及系统边界是分析工作的重点,也是新项目 设计的参考依据。例如获得仪表板点云数据,根据点
汽车仪表板断面设计规范
10.仪表板重要断面图设计要求 10.1 断面代号 YBB-Y0,断面位置车身 Y0 面。该断面要求体现出仪表板本体与前风挡 玻璃、前围钣金、管梁、仪表板表皮、CD/DVD 等的显示屏、空调风口、中央控制面板、 烟灰盒、手刹盖板、杯托、副仪表台、地板安装支架、仪表板装饰条等的安装连接结方 式、须保证的安装配间隙等。能体现出仪表板本体、副仪表台、各个面板等的工艺可行 性,各安装件的装配可行性,对各仪表板件的结构细化起到指导作用,对各仪表板件的 工艺、装配情况起到检查作用。
垂直于分缝线
10 YBB-09
副仪表台杂物盒
过任意一安装点,垂直于 Y0
11 YBB-10
副仪表台点烟器
过安装中心点,平行于 Y0
12 YBB-11
仪表罩与主仪表板
过安装中心点,垂直于分缝线
13 YBB-12
左侧小杂物盒与主仪表板
过安装中心点,垂直于铰链轴线
14 YBB-13
端板与主仪表板
过安装中心点,垂直于分缝线
15 YBB-14
侧吹面风口与主仪表板
过安装中心点,平行于分缝线
16 YBB-15
侧吹面风口与主仪表板
过安装中心点,垂直于分缝线
17 YBB-16
车身 SL03(仪表板与门护板)
车身 SL03
18 YBB-17
车身 SL26
车身 SL26
19 YBB-18
前除霜风口与仪表板
过安装中心点,垂直于分缝线
左侧暖风风口与主仪表板 组合仪表下罩与主仪表板 组合仪表上罩与主仪表板
过任意一安装点,平行于 Y0
过安装中心点,平行于 Y0 且平行于分 模方向
过安装中心点,垂直于分缝线
13 YBB-12
仪表板设计规范
汽车仪表板设计方法仪表板是汽车内饰中结构最为复杂, 零部件数量最多的总成零件。
仪表板的外观质量和风格决定了客户对整车内饰的评价,它包括了许多功能性的零件, 如组合仪表、音响娱乐系统、各种电器开关、空调控制器等等零件,同时在仪表板设计上还涉及到许多安全法规的要求,如驾驶员可视区域的要求、头部撞击的要求、膝部撞击的要求等。
所以仪表板的设计有着较高的设计难度。
1、仪表板零件简介仪表板总成是汽车座舱系统(COCKPIT)的重要组成部分,它包含的零部件种类和数量要看座舱系统的具体结构和对它如何划分, 一般而言,仪表板总成由以下几部分组成:1.仪表板本体,它是座舱系统的载体和框架. 从触感上可分为硬塑仪表板和软化仪表板. 硬塑仪表板一般用于低价的家庭用车,如CORSA 仪表板和秦川仪表板。
为了提高仪表板的外观质量(大型注塑件上易产生注塑缺陷)和触感,常常在仪表板的表面喷涂软触漆。
另一类是软化的仪表板,可以通过发泡材料在表皮和骨架之间发泡,或是将带有泡沫背基的表皮复合到仪表板骨架上来达到软化的效果。
第一种方式可以制造形状复杂的仪表板,外观和触感较好,但模具、设备的投入较大;第二种方式只适应于较平坦的仪表板, 泡沫的背基一般为3-4 毫米, 但工艺简单,投入较少.2.各种电器仪表、开关及音响娱乐系统。
这些都是一些功能性的零件,如组合仪表、车灯开关、收音机、保险盒、继电器盒等3.通风系统,主要由空调机、空调控制器、各种风道和出风口组成,提供汽车除霜除雾功能及车内环境温度控制。
4.副驾驶侧安全气囊, 它是现代汽车必备的安全设备,通常气囊系统由气体发生器、气袋、安装金属框架、气囊导向框架和气囊盖板组成。
现流行没有气囊盖板的气囊,它是用激光切割仪表板的背面,POLO 和AUDI A6 的仪表板就是无缝气囊.5.手套箱和各种储物盒6.各种各样的装饰面板7.金属加强粱, 加强粱承受了座舱系统各个零件的载荷,包括气囊发射的动载荷及转向管柱、方向盘、收音机、组合仪表、手套箱等的静载荷. 所以COCKPIT 都有强大的加强粱。
仪表板横梁总成技术条件
Q/JLY J711 -2017 仪表板横梁技术条件<秘密级>编制:学钰校对;义、丛艺家审核:其亮审定:王坤昱标准化:季洁美批准:叶永亮吉利汽车研究院二○一七年四月目录前言 (Ⅱ)1 围 (1)2 规性引用文件 (1)3 技术要求 (1)4 试验设备、设施、环境 (2)5 试验方法 (3)6 检验规则 (5)7 标识、包装、运输及贮存 (6)前言本标准代替了Q/JLY J711018-2008《仪表板横梁技术条件》。
本标准与Q/JLY J711018-2008相比,主要差异为:――更新引用的标准号;――增加“CCB总成(台架刚性约束)模态值”“CCB转向管柱安装点(台架刚性约束)法向动刚度”“仪表板横梁整体下垂变形刚度检查”“禁限用物质要求”等性能及试验要求(见3.3表1);――删除“盐雾试验”性能要求;——增加“仪表板横梁供货至本公司后20日表面不产生锈蚀”贮存要求(见7.5);本标准由吉利汽车研究院提出。
本标准由吉利汽车研究院饰及附件开发部负责起草。
本标准主要起草人:学钰本标准于2017年4月15日发布并实施。
本标准所替代的标准版本更替情况为:——Q/JLY J711018-2008 (于2008年6月30日首次发布)1 围本标准规定了乘用车仪表板横梁总成的技术要求、试验设备、仪器及环境、试验方法、检验规则、标记、运输及贮存。
本标准适用于乘用车用仪表板横梁总成。
2 规性引用文件下列文件中对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191-2008 包装储运图示标志GB/T 2828.1-2012 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划Q/JL J100003 汽车零部件永久性标识规定Q/JL J160001 汽车零部件和材料禁用、限用物质要求Q/JLY J7110845B-2016 汽车材料中铅、镉、汞、六价铬、多溴联苯、多溴二苯醚检测方法3 技术要求3.1.1 尺寸要求产品的尺寸、公差、质量、颜色和材料应按照GD&T图纸要求。
汽车仪表板横梁设计规范
汽车仪表板横梁设计规范仪表板横梁设计规范仪表板横梁设计规范1 范围本标准规定了仪表板横梁的设计要点。
本标准适⽤于轿车、SUV等车型的设计。
2 规范性引⽤⽂件下列⽂件对于本⽂件的应⽤是必不可少的。
凡是注⽇期的引⽤⽂件,仅注⽇期的版本适⽤于本⽂件。
凡是不注⽇期的引⽤⽂件,其最新版本(包括所有的修改单)适⽤于本⽂件。
GB/T 1771-2007 ⾊漆和清漆耐中性盐雾性能的测定GB/T 9279-2007 ⾊漆和清漆划痕试验GB11552-2009 乘⽤车内部凸出物3 术语和定3.1 仪表板横梁在车⾝系统中的布置仪表板横梁总成安装在驾驶室的前端,主要作⽤是将仪表板和车⾝固定起来,同时将转向管柱、安全⽓囊、线束,电器盒等电器附载件装配固定起来,⽀撑仪表板总成等负载件的整体刚性,同时正碰实验时对驾驶室起到加强保护的作⽤。
如图1:图13.2 仪表板横梁简要说明仪表板横梁总成主要零部件如图2:图2(1-横梁左侧安装⽀架,2-横梁右侧安装⽀架,3-中间固定⽀架,4-前挡板固定⽀架,5-转向管柱安装⽀架,6-管梁,7-⼿套箱⽀架,8-PAB 安装⽀架,9-保险丝盒安装⽀架,10-CD 机安装⽀架,11-空调安装⽀架)以上是横梁的主要零部件,若要出⼝欧美,则在正副驾驶侧增加膝盖碰撞吸能⽀架,其他相关固定1234 56 8971011车⾝机舱仪表板横梁仪表板装置前地板中通道⽀架则根据分布在仪表板系统上的电器件及仪表板⾃⾝固定的要求分布。
横梁中间管梁本体的材料通常采⽤20#⽆缝钢管和Q195焊管,各⽀架的材料根据⽀架的厚度来定,如果厚度在1.8mm以内,则选⽤DC01的材料,如果厚度在1.8mm以上的则选⽤SPHC的材料;横梁⽀架冲压成型后通过悬挂点焊和CO2⽓体保护焊接成品。
4 仪表板横梁主要零件的设计要点4.1 横梁的设计满⾜以下⼏点要求:a.满⾜整体刚性(通过CAE分析);b.⽀持转向管柱功能,满⾜NVH要求;c.⽀持线束、电器件的固定;d.⽀持仪表板装置等塑料件的固定;e.⽀持安全⽓囊的固定,为安全⽓囊的顺利爆破提供⽀撑;f.在满⾜强度的要求、NVH等试验的要求下最⼤限度的减轻重量,同时尽可能的将各⽀架⼯艺简易。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
仪表板横梁设计规范仪表板横梁设计规范1 范围本标准规定了仪表板横梁的设计要点。
本标准适用于轿车、SUV等车型的设计。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 1771-2007 色漆和清漆耐中性盐雾性能的测定GB/T 9279-2007 色漆和清漆划痕试验GB11552-2009 乘用车内部凸出物3 术语和定3.1 仪表板横梁在车身系统中的布置仪表板横梁总成安装在驾驶室的前端,主要作用是将仪表板和车身固定起来,同时将转向管柱、安全气囊、线束,电器盒等电器附载件装配固定起来,支撑仪表板总成等负载件的整体刚性,同时正碰实验时对驾驶室起到加强保护的作用。
如图1:图13.2 仪表板横梁简要说明仪表板横梁总成主要零部件如图2:图2(1-横梁左侧安装支架,2-横梁右侧安装支架,3-中间固定支架,4-前挡板固定支架,5-转向管柱安装支架,6-管梁,7-手套箱支架,8-PAB 安装支架,9-保险丝盒安装支架,10-CD 机安装支架,11-空调安装支架)以上是横梁的主要零部件,若要出口欧美,则在正副驾驶侧增加膝盖碰撞吸能支架,其他相关固定1234 56 8971011车身机舱仪表板横梁仪表板装置前地板中通道支架则根据分布在仪表板系统上的电器件及仪表板自身固定的要求分布。
横梁中间管梁本体的材料通常采用20#无缝钢管和Q195焊管,各支架的材料根据支架的厚度来定,如果厚度在1.8mm以内,则选用DC01的材料,如果厚度在1.8mm以上的则选用SPHC的材料;横梁支架冲压成型后通过悬挂点焊和CO2气体保护焊接成品。
4 仪表板横梁主要零件的设计要点4.1 横梁的设计满足以下几点要求:a.满足整体刚性(通过CAE分析);b.支持转向管柱功能,满足NVH要求;c.支持线束、电器件的固定;d.支持仪表板装置等塑料件的固定;e.支持安全气囊的固定,为安全气囊的顺利爆破提供支撑;f.在满足强度的要求、NVH等试验的要求下最大限度的减轻重量,同时尽可能的将各支架工艺简易。
4.2 横梁管梁本体的设计管梁有标准管梁和非标准管梁,标准管梁可以直接采购,而非标准管梁需要定制,既增加成本又不易采购,所以尽可能的选择标准管梁;仪表板横梁通常使用的几种管梁外径有:35mm、38mm、42mm、45mm、50mm、54mm、60mm。
管梁按结构分为直管和弯管,直管加工简单,制造公差容易控制,有利于碰撞试验,所以布置的时候尽量采用直管;若因边界条件的限制不能布置成直管,只能按照弯管布置,弯管相对直管需要二次加工,弯管制造公差大,难控制,成本增加。
4.2.1 直管的设计管梁的中心位置,横梁管梁不能布置在PAB模块的正下方,一般距离管梁为10mm到45mm之间。
图3是B01布置的截面图:PAB仪表板横梁管梁本体图3横梁管梁到方向盘中心的距离越小越好,一般最大不超过460mm,能有效减小方向盘共振。
横梁管梁到转向管柱安装面的距离推荐范围60mm到70mm。
横梁管梁到HV AC的距离要求在15mm以上,与风管之间的距离要求在5mm以上,满足制造公差和装配公差要求。
横梁中心管的上表面要求比HV AC出风口表面要低,满足仪表板安装的方便性,见下图4:HV AC出风口仪表板横梁管梁本体HV AC图4横梁中心点的坐标要求X和Z都为整数,降低累积公差。
确定管梁位置后,根据车内空间的大小,确定管梁的长度,管梁壁厚一般为1.5~2.5mm;目前直管设计大多数采用一段粗管梁(转向管柱侧)加一段细管梁焊接而成,这样能提高模态试验要求。
如图5(B01仪表板横梁管梁本体),图6(T22仪表板横梁管梁本体),图7(B11仪表板横梁管梁本体):Ø54Ø38图5(B01仪表板横梁管梁本体)Ø54Ø38图6(T22仪表板横梁管梁本体)图7(B11仪表板横梁管梁本体)4.2.2 弯管的设计管梁弯曲的目的是为了避让干涉,在满足避让的前提下,尽可能的减小弯管的角度和弯曲深度,避免在管梁上做复杂的深成型结构,简化工艺。
4.3 固定点的布置横梁与车身的固定点基本分布在横梁两端、车身前围和前底板中通道上。
在横梁两端与车身一般靠近转向管柱一端作为主定位,副驾驶一侧作为副定位,横梁上的主定位一般采用两个定位销或者两个孔(一个圆孔和一个腰形孔),除定位销外,两端至少要4个固定点,固定一般采用M8螺栓,两侧的定位和固定是横梁与车身连接最主要的固定。
中通道支架与前底板之间通过4个M8或者M6螺栓连接。
横梁与前围一般用一个或两个M8或M6螺栓连接。
如图8横梁与车身固定点的布置:图84.4 横梁左/右两端支架的设计横梁两端支架在整个仪表板横梁总成中属于核心件,两端支架与车身安装点方向分布为Z 向,各通过螺栓固定在车身上,同时两端两个定位销定位在车身上。
其中主驾驶侧主定位销定位横梁总成在整车Y 方向和Z 方向上的偏差,副驾驶侧副定位销定位横梁总成在整车Z 方向上的偏差,考虑到焊接变形,横梁上下两个安装过孔一般都是Y 向的腰形孔,吸收横梁及整车在Y 方向的误差。
如图9为公司T22和B01车型的结构:Ø54Ø38与车身安装主定位与车身安装点与车身安装副定位与车身安装点与车身安装点与车身安装点T22横梁左/右端支架B01横梁左/右端支架图94.5 横梁中间支架的设计横梁中通道支架刚性的强弱对仪表横梁做模态试验起着重要作用。
横梁中通道两支架固定在前底板中通道钣金上,靠近主驾驶侧的支架刚性设计时比副驾驶侧的支架要强,对支持转向管柱的固定及提高NVH试验有利。
在左右中通道支架之间至少有一到两个支架连起来,提高中控部分的整体刚性,中间支架固定仪表板系统的中控部位,如副仪表板、DVD等电器件。
图10为公司B01横梁中间支架设计:图104.6 转向管柱支架的设计转向管柱是整车中重要的安全件,在汽车行驶过程中,会承受到来自各个方向的外力冲击,这就要求,转向管柱安装支架不但要固定可靠,在结构上还要考虑到转向管柱的NVH特性。
转向管柱一般采用2-2.5mm的板材,通过M8螺栓与转向管柱连接,一般采用“盒式”结构,即支架分上下两部分,包住横梁管梁,三者焊接在一起。
如图11:B01横梁转向管柱T22横梁转向管柱图11安装副仪表板4.7 横梁前挡板支架的设计为了降低转向管柱怠速抖动,提高模态试验频率,在横梁前端与车身前围之间增加一个固定支架。
如图12:横挡板安装支架B01横梁前挡板安装支架横挡板安装支架T22横梁前挡板安装支架图12前挡板支架固定采用M8螺栓或螺母,由于该处装配误差较大,安装过孔直径应能吸收装配误差,通常过孔直径为14mm-16mm;设计时此处的安装过孔千万不能作为定位孔,避免横梁过定位导致装配困难。
4.8 横梁其他支架的设计在满足功能和刚性的前提下,各固定支架结构尽可能的简单化,这样也有利于降低成本。
以图13为例,详细说明支架的设计参数及焊接螺母所要求的尺寸,若焊接M6螺母,则支架凸焊螺母孔径L1要求为Ø7mm;若焊接M8螺母,则支架凸焊螺母孔径L1要求为Ø9mm。
L2为凸焊螺母焊接需要的空间,若凸焊螺母高度低于工件翻边高度H1时,则M6螺母到翻边的距离至少16mm,M8螺母到翻边距离至少为20mm,当然具体情况具体分析,若凸焊螺母高度高于工件翻边高度,则不影响,若没有翻边,则不用考虑。
正常情况下H1≥3mm,圆角半径R1≥0.5mm,L3的最小距离为8mm。
图134.9 横梁支架加强筋的设计横梁支架是给相关零部件提供一个固定的载体,因此要求支架具有一定的强度,满足碰撞要求和NVH的试验要求,通过设计加强支架;支架加强除了增加料厚外,还有增加翻边、增加折弯次数和增加加强筋等方法。
5 数据冻结校核横梁数据设计完成后,校核与各周边匹配件的安全间隙是否满足:一般固定件与固定件之间的安全间隙至少要5mm以上,运动件与运动件之间的安全间隙至少要10mm以上;主副定位是否合理可靠;安装孔是否配接正确;孔径定义是否合理等;同时横梁在冻结之前要做CAE分析,在满足要求后冻结。
另外,横梁冻结应与仪表板、线束和电器等匹配件同时冻结,避免仪表板、电器及线束等匹配件的方案更改导致横梁大量设变。
6 横梁要满足的试验6.1 熔深试验:成品弧焊部位垂直切割后,焊接熔深≥薄板厚度的12%。
6.2 凸焊扭矩试验:凸焊扭矩试验分为破坏性试验和非破坏性试验,非破坏性试验是指用扭力扳手扳螺母或螺栓,M6螺母或螺栓力矩达到16N.M,M8螺母或螺栓力矩达到35N.M时母材不被撕裂;破坏性试验是指用扭力扳手扳螺母或螺栓,M6螺母或螺栓力矩≥25N.M,M8螺母或螺栓力矩达≥60N.M时母材被撕裂。
6.3 盐雾试验(需要电泳的横梁):表面电泳处理按GB/T 1771-2007中3.5.2涂层腐蚀等级定义,氯化钠浓度为50g/L士5g /L,(35±2)℃/144h或96h;电泳后主体表面基本无腐蚀,如尖端、棱边和焊缝等腐蚀面积要求小于总缺陷面积的10%。
6.4 附着力试验:按GB/T 9279-2007中0或1级执行。
;6.5 漆膜厚度:漆膜厚度大于等于12um。
6.6 台架试验:用三万公里路试试验替代。
6.7 材料试验:包括化学试验和性能试验。
6.8 乘用车模态试验:仪表板系统的振动试验要在特定的台架并保持一定的夹紧力的情况下进行,仪表板系统的固有频率要求大于35HZ。
6.9 满足GB11552-2009汽车内部凸出物试验:在碰撞区域内,用模拟器在378N的作用力下,使仪表板发生溃缩,没有尖角或坚硬物体伤害到人。
7 检具方案确认检具方案包括:三维数据、二维图纸(检测销)和操作指导书,方案确认后,供应商再提交标准版本的书面检具方案双方会签。
总成检具首先要满足检测的功能,其次在满足检测功能的基础上要考虑到工人取装件的操作方便性,同时工件在装取的过程中不能与检具本体干涉。
总成检具上的检测销尺寸应根据双方会签的GD&T图纸上的位置度要求制作。
8 焊接工艺排布仪表板横梁上的重要件放在后面工序焊接,主要是减少过程工序的焊接变形,比如:中通道左右安装支架、DVD安装支架、手套箱安装支架、前挡板及转向管柱安装支架等放到后面工序焊接。
各冲压件在单件检具上的定位,在焊接夹具上的定位等都应按照各冲压件装车的定位为基准,保持基准一致,减少因基准不统一而导致的累积误差。
9 总成焊接变形的控制措施仪表板横梁总成多采用复杂的管、板式焊接结构,焊接后变形,直接影响整车装配,因此制造中限制和消除焊接变形非常重要。