工装夹具点检表
夹具点检表

版本/修订:A/1
夹具静态点检表
编号:XXXXXXXXX
产品型号 产品名称
零件件号/零件名称
模具工序号/模具名称
治具点检成员
检查日期
治具管理成员
检查地点
序号
检查项目
技术要求
检查手段
检查方法
1 定位销
检查椎部
目视
无折损,磨耗
检查根部
目视
无摇晃
2 夹持
检查关节 检查夹持爪
目视 目视
第 7 页 共1页
XXXXXXXXX 有限公司
第 8 页 共1页
XXXXXXXXX 有限公司
第 9 页 共1页
XXXXXXXXX 有限公司
第 10 页 共 1 页
XXXXXXXXX 有限公司
第 11 页 共 1 页
XXXXXXXXX 有限公司
第 12 页 共 1 页
XXXXXXXXX 有限公司
第 19 页 共 1 页
XXXXXXXXX 有限公司
第 20 页 共 1 页
XXXXXXXXX 有限公司
第 21 页 共 1 页
XXXXXXXXX 有限公司
XXX 有限公司
第 23 页 共 1 页
XXXXXXXXX 有限公司
第 24 页 共 1 页
XXXXXXXXX 有限公司
第 37 页 共 1 页
XXXXXXXXX 有限公司
第 38 页 共 1 页
XXXXXXXXX 有限公司
第 39 页 共 1 页
第 25 页 共 1 页
XXXXXXXXX 有限公司
第 26 页 共 1 页
XXXXXXXXX 有限公司
生产工装管理要求点检表(TS16949要求))
生产工装管理要求点检表(ISO/TS16949:2009要求)
定义/说明/要求/目的:
工装是指:工艺装备的简称,是产品形成过程中所用的各种工具的总称,包含模具、夹具、刀具、量具、检具、辅具、钳工和工位器具等。
工装维修是指:对某一工具进行定期的磨尖、抛光或其它保养。
该维修不会显著地影响该工具加工的产品尺寸或其它特性。
工装重新整修是指:对工装的大修。
重新调整可能会影响该工具加工的产品的尺寸或其它特性。
在产品可能发运到顾客之前,对于重新整修的工装生产的产品要进行生产件批准提交。
易损工装是指:钻头、切屑工具、镶嵌刀片等,用于生产产品,并在过程中消耗。
组织应为工装和量具的设计、制造和验证活动提供资源。
生产工装必须有建立和实施的的管理系统,组织必须提供必要的资源进行工装的设计、制造和验证活动。
检查表:。
工装夹具及工具点检记录管理表
检查日序
号
工装夹具图号工装夹具名称使用位置工装类别实用数量实用工装状态(良、不良)、尺寸情况备注
1
2
3
4
5
6
7
8
9
10
11编制:审核:批准:
山 东 蓬 翔 汽 车 有 限 公 司 专 用 车 厂 XXX/XXX/XXXX(XX)-XX
工 装 夹 具 及 工 具 点 检 记 录 管 理 表工装夹具及工具点检规定:
A )工装夹具及工具点检每月点检一次,由工艺员进行点检,质量部派专人负责协助;
B )工装夹具及工具在点检后,将报表提交到技术部进行存档管理;
C )技术部根据点检表反映的问题以及工艺员发现的工装夹具问题,制定整改措施和整改计划,组织相关人员进行改善;
第 1 页,共 1 页。
工装点检表
记录栏:
设备编号:
工装点检表
方法 检查 日期 班组 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
时间:
年
月
序号 1
项目 夹具表面铁屑 是否清理干净
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
2 各部位连接是否紧固
检查
3 各活动部位是否润滑
检查
4 气动各元件是否漏气 活动部位动作是否 磨损
检查
5
检查
6 各定位基点是否磨损 定位销、输送销位 置 是否正确、紧固 压紧装置是否正常
目视
7
பைடு நூலகம்
检查
8
检查
点检人 签 名 确认人
注:发现异常时速与维修或主管 联系,并遵从指示。有问题记入记 备 注 录栏。 点检记号:√-OK; ×-确认异常;
夹具点检表

备注
目测
听觉判断
目测
4 夹具表面焊渣飞溅清理
目测
5
夹臂、夹块、支撑块、 定位销是否紧固处理
目测和手试
6
气缸固定座、夹具往复 杆是否紧固处理
目测和手试
7
电气元件、行程开关是 否工作正常
目测和试运行
8
活动部件无污垢、灰 尘,润滑良好
目测和试运行
9油液介质存量在上下限来自之间目测其它点检人员签字
工装夹具异常问题描述 1 2 3 4 5 注: √为夹具正常 ×为夹具异常 路径:工艺技术部—>焊装制造部存档(归档保存)
工装夹具异常问题处理方案 技术质量科长签字:
时间
维修人员
夹具标定
现场确认
班长签字
记录保存期限:3年
夹具点检表
班组:
序 号
检查项目
1
夹具气压检查是否符合 要求(0.4-0.6MPa)
2
夹具气路接头、控制阀 体、气缸漏气检查处理
3
气缸与夹臂连接销卡销 是否脱落处理
记录编号::JN.LY/W-GY-11-JL01
车型:
零件分总成号:
夹具编号:
工位号:
点检方法
点检日期: 年 月 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
工装夹具检查表

单位: 焊一车间车门工段
日期 记录 班 岗位名称 组
年 2 3 5 6 7 8 9
月
检查人:
1
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 月度统计
车门 一班
车 门 二 班
车 门 三 班
左前门内板1#位 左前门内板2#位 左前门内板2#位 左前门总成补焊 左前门总成CO2焊 引擎盖内板 引擎盖涂胶 左前门涂胶 右前门内板1#位 右前门内板2#位 右前门内板2#位 右前门外板涂胶 右前门总成补焊 右前门总成CO2焊 中门内板拼焊 中门内板拼焊 中门外板涂胶 中门折边 中门总成补焊 左、右前门后导轨 尾门涂胶 尾门涂胶 尾门折边 尾门折边 尾门总成补焊 尾门总成补焊 尾门内板补焊 尾门内板补焊 尾门小件拼焊
合计:
备注:
10111213141516171819202122232425262728293031月度统计左前门总成补焊引擎盖内板引擎盖涂胶左前门涂胶右前门外板涂胶右前门总成补焊中门内板拼焊中门内板拼焊中门外板涂胶中门折边中门总成补焊左右前门后导轨尾门涂胶尾门涂胶尾门总成补焊尾门总成补焊尾门内板补焊尾门内板补焊尾门小件拼焊备注
夹具检查
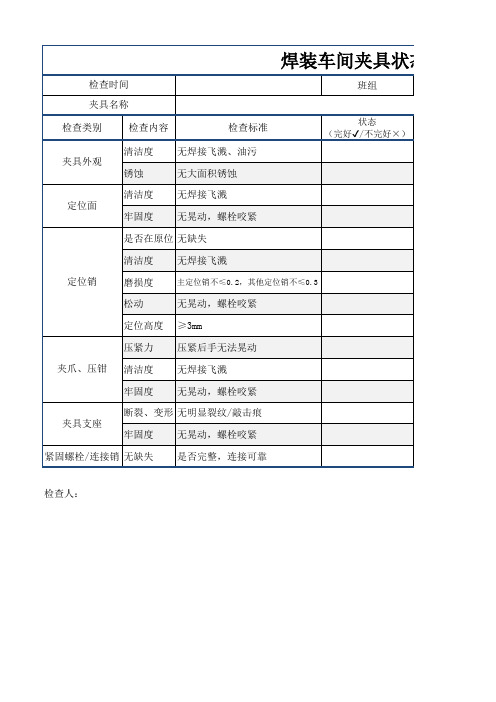
检查时间 夹具名称 检查类别 夹具外观 锈蚀 清洁度 定位面 牢固度 无晃动,螺栓咬紧 是否在原位 无缺失 清洁度 定位销 磨损度 松动 定位高度 压紧力 夹爪、压钳 清洁度 牢固度 夹具支座 牢固度 紧固螺栓/连接销 无缺失 无晃动,螺栓咬紧 是否完整,连接可靠 无焊接飞溅
主定位销不≤0.2,其他定位销不≤0.3
班组
检查内容 清洁度
检查标准 无焊接飞溅、油污 无大面积锈蚀 无焊接飞溅
状态 (完好✔/不完好×)
无晃动,螺栓咬紧 ≥3mm 压紧后手无法晃动 无焊接飞溅 无晃动,螺栓咬紧
断裂、描述
工装(检具)点检

车型NO.
123456789101112131415161718192021222324252627282930311
2
3
4
5
6
7
8
9图示NO.
1
2
3
4
各个型块整体完好、完整、无变形和脱落无油污、灰尘、其他渣滓等无松动、缺损、无移位注:符合基准的在相应选项画“√”,不符合的画“○”,并在不良点维修栏做相应记录,报请相关责任人处理,待处理完毕能正常使用后涂“●”。
责任人无缺损、无油垢、无渣滓无锈蚀、变形、磨损无渣滓、无变形、无磨损无导向套检测销、定位销定位孔有无其他不良
事项 光赫汽车配件 工装(检具)日常点检、保养记录表目视目视目视/手感用工具(内六角扳手)目视/手感无松动、无移位手柄,压头无变形、无缺损;连接机构不变形锈蚀相关连接螺栓手动压夹点检项目判断基准使用部门 20 年 月工装名称零件名称方法整体外观平面6s 目视/手感目视/手感目视/手感目视/手感项目日期不良点维修
维修后判定:A:继续使用;B:维修合格后使用;C:不能使用;D:报废。
对策判定确认。